1.本实用新型涉及工装夹具领域,具体涉及一种气封段组合车削夹具。
背景技术:
2.气封段是气封圈的弧段组合,是一种燃气轮机零件。目前常用的车削加工方法是将气封段拼成一整圈圆形,压板压在机床上进行车削。但是由于气封段零件结构特殊、零件段数过多,传统的夹具在进行固定找正时较为复杂,且夹持固定的零件稳定性较差,在加工过程中容易产生误差,造成变形,甚至报废。
技术实现要素:
3.本实用新型为解决气封段零件结构特殊、外形不规则,传统的夹具在进行固定找正时较为复杂,且夹持固定的零件稳定性较差,在加工过程中容易产生误差,造成变形,甚至报废的问题,而提出一种气封段组合车削夹具。
4.本实用新型的目的是这样实现的:包括圆盘,圆盘上设置有环槽,圆盘周向上设置有两组螺纹孔结构且两组螺纹孔结构分别位于环槽的两侧,每组螺纹孔结构中的螺纹通孔有两圈且等间距设置,在进行零件气封段内孔加工时,可拆卸止口一与圆盘环槽处螺纹连接,零件气封段装入可拆卸止口一,通过环槽里侧的圆盘上的螺纹通孔固定安装有可调节压板,可调节压板上的顶丝拧紧使零件气封段完全的贴合在可拆卸止口一中,环槽外侧的圆盘上的螺纹通孔中设置有螺柱,螺柱上通过内六角螺栓连接有压板一,压板一压紧零件气封段;在进行零件气封段外圆、端面加工时,可拆卸止口二与圆盘环槽处螺纹连接,零件气封段安装到可拆卸止口二上,环槽内侧的圆盘上的螺纹通孔中设置有螺柱,螺柱上通过内六角螺栓连接有压板二,压板二压紧零件气封段。
5.进一步地,所述的压板一为勾头压板、压板二为平头压板。
6.进一步地,所述的圆盘与可拆卸止口一、可拆卸止口二采用小间隙配合后用内六角螺栓连接。
7.进一步地,所述可调节压板上的顶丝表面镀铜处理。
8.进一步地,所述可调节压板有6个,间隔设置在对应的螺纹孔中;所述压板一和压板二各有12个。
9.进一步地,所述的可拆卸止口一止口处外型特点外圆凹陷,所述的可拆卸止口二止口处外型特点内孔凹陷。
10.与现有技术相比,本实用新型的有益效果是:
11.一、本实用新型克服了现有技术的缺点,采用圆盘与可拆卸止口一、可拆卸止口二小间隙配合后采用内六角螺栓连接,间接的保证零件的加工精度,通过换拆卸止口可以使零件完成两序加工,节约了工装的费用成本。
12.二、本实用新型采用在调节压板上的顶丝表面镀铜处理,直接防止了顶丝直接接触零件对其表面产生的压痕,使零件的外观表面达到了最佳的状态,同时也减少的零件的
变形量,使气封段完全的贴合在可拆卸止口上减少加工误差。
13.三、本实用新型使用方便、操作简单,加工效率高。
附图说明
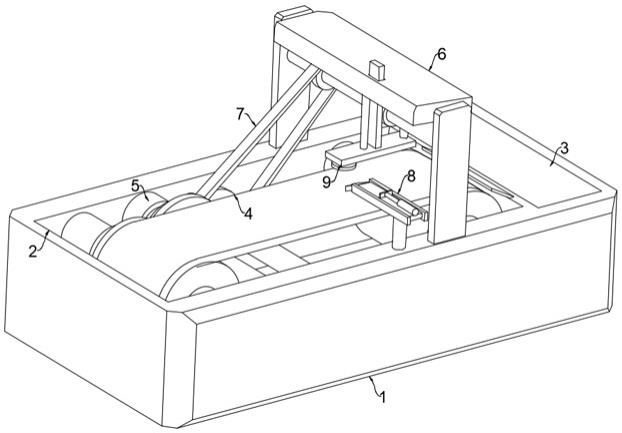
14.图1是本实用新型加工气封段第一面夹具整体结构三维立体图;
15.图2是本实用新型加工气封段第一面夹具整体结构俯视图;
16.图3是本实用新型加工气封段第一面夹具整体结构a-a方向的剖视图;
17.图4是本实用新型加工气封段第二面夹具整体结构三维立体图;
18.图5是本实用新型加工气封段第二面夹具整体结构俯视图;
19.图6是本实用新型加工气封段第二面夹具整体结构b-b方向的剖视图;
20.图中包括主体部分顶丝1、零件气封段2、内六角螺栓3、调节压板4、压板一5、螺柱6、圆盘7、可拆卸止口一8、内六角螺栓9、压板二10、可拆卸止口二11。
具体实施方式
21.下面结合附图与具体实施方式对本实用新型作进一步详细描述。
22.本实用新型的工作原理为:
23.在使用时,圆盘上有环槽,通过环槽中的通孔用内六角螺栓9与可拆卸止口一8上的螺纹进行拧紧连接固定,使圆盘1与可拆卸止口一8成为一体,将零件气封段2装入可拆卸止口一8,用内六角螺栓将调节压板4固定到圆盘7上,将调节压板4上的顶丝1拧紧使零件气封段2完全的贴合在可拆卸止口一8中,减少间隙误差,将螺柱6拧入圆盘7上,拧上内六角螺栓3将压板一5安装到螺柱6上,使压板一5压紧零件气封段2,车床夹爪夹紧圆盘7外圆,配合百分表,打零件外圆和端面的跳动后进行零件气封段2内孔车削。用扳手拆卸可拆卸止口一8上的内六角螺栓9卸下,将可拆卸止口二11安装到圆盘7上用内六角螺栓9固定,将零件气封段2重新安装到可拆卸止口二11上,将压板二10安装到螺柱6上压紧零件气封段2,打零件外圆和端面的跳动后完成外圆、端面车削加工。
24.具体实施方式一:结合图1至图6说明本实施方式,本实施方式所述的一种气封段组合车削夹具包括主体部分顶丝1、零件气封段2、内六角螺栓3、调节压板4、压板一5、螺柱6、圆盘7、可拆卸止口一8、内六角螺栓9、压板二10、可拆卸止口二11。
25.圆盘上有环槽,通过环槽中的通孔用内六角螺栓9与可拆卸止口一8上的螺纹进行拧紧连接固定,使圆盘1与可拆卸止口一8成为一体,将零件气封段2装入可拆卸止口一8,用内六角螺栓将调节压板4固定到圆盘7上,将调节压板4上的顶丝1拧紧使零件气封段2完全的贴合在可拆卸止口一8中,减少间隙误差,将螺柱6拧入圆盘7上,拧上内六角螺栓3将压板一5安装到螺柱6上,使压板一5压紧零件气封段2,车床夹爪夹紧圆盘7外圆,进行零件气封段2内孔车削。用扳手拆卸可拆卸止口一8上的内六角螺栓9卸下,将可拆卸止口二11安装到圆盘7上用内六角螺栓9固定,将零件气封段2重新安装到可拆卸止口二11上,将压板二10安装到螺柱6上压紧零件气封段2,完成外圆、端面车削加工。
26.本具体实施方式,在使用时,车床夹爪夹紧圆盘7外圆,车削零件气封段2之前配合百分表找正零件气封段2外圆和端面的跳动完成车削加工。
27.具体实施方式二:结合图1、图3、图4和图6说明本实施方式,本实施方式是对具体
实施方式一所述的夹具的进一步的限定,本实施方式所述的一种气封段组合车削夹具,所述的圆盘7与可拆卸止口一8、可拆卸止口二11采用小间隙配合后用内六角螺栓9连接;
28.本具体实施方式,采用圆盘7与可拆卸止口一8、可拆卸止口二11采用小间隙配合后用内六角螺栓9连接,节省了工装的费用、提高了对零件的加工精度。
29.具体实施方式三:结合图1和图3说明本实施方式,本实施方式是对具体实施方式一所述的夹具的进一步的限定,本实施方式所述的一种气封段组合车削夹具,所述的压板一5为勾头压板、压板二10为平头压板。
30.具体实施方式四:结合图1说明本实施方式,本实施方式是对具体实施方式一所述的夹具的进一步的限定,本实施方式所述的一种气封段组合车削夹具,所述的可调节压板4上的顶丝1表面镀铜处理。
31.本具体实施方式,可调节压板4上的顶丝1表面镀铜处理直接防止了顶丝直接接触零件对其表面产生的压痕,使零件的外观表面达到了最佳的状态,同时也减少的零件的变形量,使气封段完全的贴合在可拆卸止口上减少加工误差。
32.具体实施方式五:结合图1和图4说明本实施方式,本实施方式是对具体实施方式一所述的夹具的进一步的限定,本实施方式所述的一种气封段组合车削夹具,所述的圆盘7的厚度为40mm。
33.本具体实施方式,圆盘7的厚度为40mm,可以防止夹爪夹到圆盘7外圆处发生变形,增加夹具的使用寿命。
34.综上,一种气封段组合车削夹具,涉及工装夹具领域。为解决气封段零件结构特殊、外形不规则,传统的夹具在进行固定找正时较为复杂,且夹持固定的零件稳定性较差,在加工过程中容易产生误差,造成变形,甚至报废的问题。一种气封段组合车削夹具在使用时,圆盘上有环槽,通过环槽中的通孔用内六角螺栓与可拆卸止口一上的螺纹进行拧紧连接固定,使圆盘与可拆卸止口一成为一体,将气封段装入可拆卸止口一中,用内六角螺栓将调节压板固定到圆盘上,将调节压板上的顶丝拧紧使气封段完全的贴合在可拆卸止口一中,减少间隙误差,将螺柱拧入圆盘上,将压板一安装到螺柱上拧上内六角螺栓,使压板一压紧气封段,车床夹爪夹紧圆盘外圆,进行气封段内孔车削。用扳手拆卸止口一上的六角螺栓卸下,将可拆卸止口二安装到圆盘上用内六角螺栓固定,将气封段重新安装到可拆卸止口二上,将压板二安装到螺柱上压紧气封段,完成外圆、端面车削加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。