1.本实用新型涉及一种散热板焊接设备。
背景技术:
2.在散热板蒸发器焊接过程中,火焰钎焊是在一个氧化环境中完成的,钎焊后接头表面有焊接残渣和热垢;手工完成焊接时加热温度难以掌控,因此对员工的技术能力要求较高,岗位的替换型较差,对员工依赖性较高。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的缺陷,提供一种散热板焊接设备,它可以自动完成散热板的输送、焊接、冷却和下料,有效降低生产过程中对员工的依赖性。
4.为了解决上述技术问题,本实用新型的技术方案是:一种散热板焊接设备,它包括输送机构、焊接机构、冷却机构和下料机构;其中,
5.所述输送机构用于将散热板依次输送至焊接位、冷却位和下料位;
6.所述焊接机构用于对位于焊接位的散热板进行焊接操作;
7.所述冷却机构用于对冷却位的散热板进行冷却;
8.所述下料机构用于对下料位的散热板进行下料操作。
9.进一步,散热板焊接设备还包括机架,所述输送机构、焊接机构、冷却机构和下料机构分别安装在所述机架上。
10.进一步提供了一种输送机构的具体结构,所述输送机构包括主动轮、从动轮、驱动电机和输送链;其中,
11.所述主动轮和从动轮分别旋转支承在所述机架上;
12.所述输送链张紧在主动轮和从动轮之间,所述散热板置于所述输送链上;
13.所述驱动电机与所述主动轮相连以驱动主动轮旋转。
14.进一步为了防止散热板翻倒,所述散热板立于所述输送链上;
15.所述输送机构还包括分布于所述输送链的两侧并用于与散热板相接触以使得散热板保持直立状态的挡杆,所述挡杆固定安装在所述机架上。
16.进一步提供了一种焊接机构的具体结构,所述焊接机构包括:
17.一个焊枪或至少两个沿输送方向排列的焊枪;
18.可燃气体管道,所述可燃气体管道与所述焊枪相连通以向所述焊枪供应可燃气体。
19.进一步为了方便保持焊接温度稳定,所述焊接机构还包括:
20.用于检测所述焊枪的焊头的温度信号的温度传感器;
21.控制器,所述控制器分别与温度传感器和可燃气体管道上的阀相连,用于根据温度传感器反馈的温度信号控制所述阀的开度以控制可燃气体管道内的可燃气体的流速。
22.进一步提供了一种冷却机构的具体结构,所述冷却机构包括至少一个用于向所述散热板吹风的冷却风扇。
23.进一步提供了一种下料机构的具体结构,所述下料机构包括:
24.安装架;
25.用于夹取散热板的夹爪;
26.旋转驱动件,所述旋转驱动件与所述夹爪相连以驱动夹爪及夹爪所夹取的散热板旋转90度;
27.设于安装架和旋转驱动件之间并用于驱动旋转驱动件水平移动的平移驱动件;
28.设于机架和安装架之间并用于驱动所述安装架升降的升降驱动件;
29.用于承接夹爪上的散热板的收料仓。
30.进一步,所述夹爪包括气动手指,所述气动手指的缸体固定安装在所述旋转驱动件上;
31.和/或所述旋转驱动件包括旋转气缸,所述旋转气缸的缸体与所述平移驱动件相连,旋转部与所述夹爪相连;
32.和/或所述平移驱动件包括平移气缸,所述平移气缸的缸体固定在所述安装架上,气缸杆与所述旋转驱动件相连;
33.和/或所述升降驱动件包括升降气缸,所述升降气缸的缸体固定在所述机架上,气缸杆与所述安装架相连。
34.进一步提供了一种下料机构的具体结构,所述下料机构还包括:
35.设于安装架和旋转驱动件之间并用于导向所述旋转驱动件水平移动的水平导向组件;
36.设于机架和安装架之间并用于导向所述安装架升降的竖直导向组件。
37.采用了上述技术方案后,将待焊接的散热板放置到输送机构上,输送机构将散热板依次输送到焊接位、冷却位和下料位,焊接机构对焊接位的散热板进行焊接操作,冷却机构对冷却位的散热板进行冷却散热,使得完成焊接后的散热板的温度降低,下料机构对下料位的散热板进行下料操作,本实用新型集输送、焊接和下料于一体,自动化程度高,适合批量化生产,提高了工作效率和产品质量,大大降低了对员工能力的依赖性。
附图说明
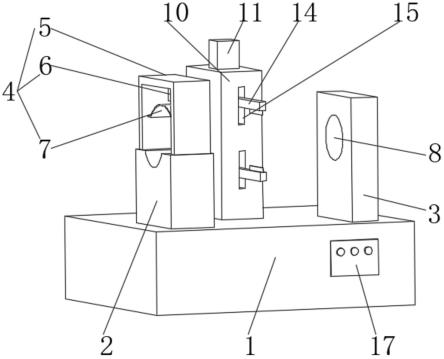
38.图1为本实用新型的散热板焊接设备的结构示意图。
具体实施方式
39.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明。
40.如图1所示,一种散热板焊接设备,它包括输送机构、焊接机构、冷却机构和下料机构;其中,
41.所述输送机构用于将散热板1依次输送至焊接位、冷却位和下料位;
42.所述焊接机构用于对位于焊接位的散热板1进行焊接操作;
43.所述冷却机构用于对冷却位的散热板1进行冷却;
44.所述下料机构用于对下料位的散热板1进行下料操作。
45.具体地,将待焊接的散热板1放置到输送机构上,输送机构将散热板1依次输送到焊接位、冷却位和下料位,焊接机构对焊接位的散热板1进行焊接操作,冷却机构对冷却位的散热板1进行冷却散热,使得完成焊接后的散热板1的温度降低,下料机构对下料位的散热板1进行下料操作,本实用新型集输送、焊接和下料于一体,自动化程度高,适合批量化生产,提高了工作效率和产品质量,大大降低了对员工能力的依赖性。
46.如图1所示,散热板焊接设备还包括机架2,所述输送机构、焊接机构、冷却机构和下料机构分别安装在所述机架2上。
47.如图1所示,所述输送机构包括主动轮31、从动轮、驱动电机32和输送链33;其中,
48.所述主动轮31和从动轮分别旋转支承在所述机架2上;
49.所述输送链33张紧在主动轮31和从动轮之间,所述散热板1置于所述输送链33 上;
50.所述驱动电机32与所述主动轮31相连以驱动主动轮31旋转。
51.如图1所示,为了防止散热板1翻倒,所述散热板1立于所述输送链33上;
52.所述输送机构还包括分布于所述输送链33的两侧并用于与散热板1相接触以使得散热板1保持直立状态的挡杆34,所述挡杆34固定安装在所述机架2上。
53.如图1所示,所述焊接机构包括:
54.一个焊枪4或至少两个沿输送方向排列的焊枪4;
55.可燃气体管道5,所述可燃气体管道5与所述焊枪4相连通以向所述焊枪4供应可燃气体。
56.在本实施例中,所述可燃气体管道5和焊枪4分别固定安装在所述机架2上。
57.如图1所示,为了方便保持焊接温度稳定,所述焊接机构还包括:
58.用于检测所述焊枪4的焊头的温度信号的温度传感器;
59.控制器6,所述控制器6分别与温度传感器和可燃气体管道5上的阀相连,用于根据温度传感器反馈的温度信号控制所述阀的开度以控制可燃气体管道5内的可燃气体的流速。
60.如图1所示,所述冷却机构包括至少一个用于向所述散热板1吹风的冷却风扇7。
61.如图1所示,所述下料机构包括:
62.安装架84;
63.用于夹取散热板1的夹爪82;
64.旋转驱动件83,所述旋转驱动件83与所述夹爪82相连以驱动夹爪82及夹爪82 所夹取的散热板1旋转90度;
65.设于安装架84和旋转驱动件83之间并用于驱动旋转驱动件83水平移动的平移驱动件85;
66.设于机架2和安装架84之间并用于驱动所述安装架84升降的升降驱动件86;
67.用于承接夹爪82上的散热板1的收料仓81。
68.如图1所示,所述夹爪82包括气动手指,所述气动手指的缸体固定安装在所述旋转驱动件83上;
69.所述旋转驱动件83包括旋转气缸,所述旋转气缸的缸体与所述平移驱动件85相
连,旋转部与所述夹爪82相连;
70.所述平移驱动件85包括平移气缸,所述平移气缸的缸体固定在所述安装架84上,气缸杆与所述旋转驱动件83相连;
71.所述升降驱动件86包括升降气缸,所述升降气缸的缸体固定在所述机架2上,气缸杆与所述安装架84相连。
72.如图1所示,所述下料机构还包括:
73.设于安装架84和旋转驱动件83之间并用于导向所述旋转驱动件83水平移动的水平导向组件;
74.设于机架2和安装架84之间并用于导向所述安装架84升降的竖直导向组件。
75.在本实施例中,气动手指夹取散热板1后,旋转驱动件83驱动气动手指旋转90度,使得原本直立的散热板1翻倒,再通过升降驱动件86和平移驱动件85的配合完成下料,使得完成焊接的散热板1收纳于收料仓81内。
76.以上所述的具体实施例,对本实用新型解决的技术问题、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。