1.本实用新型涉及一种加工主动齿轮轴坯体用热锻模具。
背景技术:
2.目前,主动齿轮轴为汽车上的零部件,参见图1,包括轮齿区10与阶梯轴区,阶梯轴区包括外径依次递减的第一轴区11、第二轴区12、第三轴区13。
3.主动齿轮轴有多种加工方法,其中一种为热锻:先热锻为坯体,再进行车削加工。
4.参见图2,热锻原料10为直棒状,加工时,将热锻原料10放在下模具20的下模具腔室21内,再用上模具30的上模具腔室31向下挤压热锻原料10,当上模具30运行到下极限位置,参见图3,热锻原料10成为热锻坯料50,热锻坯料50的上部对应轮齿区10,下部对应阶梯轴区。
技术实现要素:
5.本实用新型要解决的技术问题:如图4,后续加工中,热锻坯料50的轮齿区对应区51、第一轴区对应区51、第二轴区对应区52、第三轴区对应区53需要均切削去一圈,这样切削的体积较大,尤其随着接近阶梯轴区的下端,切削量更大,这样浪费了部分原料。
6.本实用新型的技术方案具体为:
7.一种加工主动齿轮轴坯体用热锻模具,包括上模具与下模具,上模具的上模具内腔为上小下大的圆台状,其对应为主动齿轮轴的轮齿区,下模具的下模具内腔为上大下小的圆台状,其对应为主动齿轮轴的阶梯轴区。
8.相对于现有技术,本实用新型的技术效果为,本实用新型的上模具腔室、下模具腔室为圆台状,可以将热锻坯料的轮齿区对应区、阶梯轴区对应区直接热锻为锥状坯体,切削量较小,可以使用体积更小的热锻原料,节省了原料。
附图说明
9.图1是现有技术主动齿轮轴的示意图。
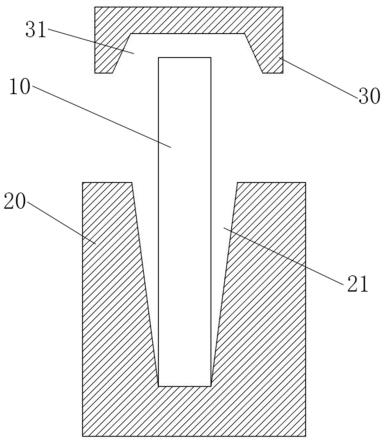
10.图2为现有技术准备热锻原料热锻的示意图。
11.图3为现有技术热锻结束的示意图。
12.图4为现有技术热锻坯料的示意图。
13.图5为本实用新型准备热锻原料热锻的示意图。
14.图6是本实用新型热锻结束的示意图。
15.图7是热锻坯料的示意图。
具体实施方式
16.下面结合附图及其具体实施方式详细介绍本实用新型。
17.如图5-6,一种加工主动齿轮轴坯体用热锻模具,包括上模具30与下模具20,上模
具30的上模具内腔31为上小下大的圆台状,其对应为主动齿轮轴的轮齿区,下模具20的下模具内腔21为上大下小的圆台状,其对应为主动齿轮轴的阶梯轴区。
18.其工作原理为:
19.如图5-7,需要使用时,将热锻原料放在下模具内腔21内,再用上模具30的上模具内腔31多次向下挤压热锻原料,当上模具30运行到下极限位置,热锻原料成为两端均为锥状的热锻坯料50,比较接近主动齿轮轴的轮廓。
20.这样,将热锻坯料50的轮齿区对应区51、第一轴区对应区52、第二轴区对应区53、第三轴区对应区54进行切屑,相对于图4中的切屑,本切屑量较小。
21.这样设计能节省原料,还能减小切屑量。
22.本发明人刚刚开始准备将下模具内腔21设计为台阶状,其台阶处会影响热锻原料的上部向下运动,导致热锻坯料50的阶梯轴区不能到达要求。
23.其他内容参见现有技术。
24.以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型整体构思前提下,还可以作出若干改变和改进,这些也应该视为本实用新型的保护范围。
技术特征:
1.一种加工主动齿轮轴坯体用热锻模具,包括上模具(30)与下模具(20),其特征在于:上模具(30)的上模具内腔(31)为上小下大的圆台状,其对应为主动齿轮轴的轮齿区,下模具(20)的下模具内腔(21)为上大下小的圆台状,其对应为主动齿轮轴的阶梯轴区。
技术总结
一种加工主动齿轮轴坯体用热锻模具,包括上模具与下模具,上模具的上模具内腔为上小下大的圆台状,其对应为主动齿轮轴的轮齿区,下模具的下模具内腔为上大下小的圆台状,其对应为主动齿轮轴的阶梯轴区。相对于现有技术,本实用新型的技术效果为,本实用新型的上模具腔室、下模具腔室为圆台状,可以将热锻坯料的轮齿区对应区、阶梯轴区对应区直接热锻为锥状坯体,切削量较小,可以使用体积更小的热锻原料,节省了原料。节省了原料。节省了原料。
技术研发人员:高永强 郑冠军 郑孝真 胡红彦 刘丽君 滕斐
受保护的技术使用者:郑州华威齿轮有限公司
技术研发日:2021.12.15
技术公布日:2022/6/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。