1.本实用新型涉及地毯成型机设备技术领域,具体涉及一种汽车地毯成型机钉框定位机构。
背景技术:
2.汽车底板地毯一般安装在汽车底板钣金内壁,起到隔音、隔热及装饰作用,汽车底板地毯的形状与大小和汽车底板钣金相吻合。
3.目前,汽车地毯的加工成型主要是采用上下模热压成型,在地毯原料进入到成型机中成型加工前,需要将地毯原料安装在特定的钉框中,通过钉框将地毯原料送入到成型机中进行成型加工,因此需要对钉框进行定位输送,确保钉框准确送入到成型机中,现有的钉框定位架定位效果差且无法适应不同规格的钉框,影响送料效率。
技术实现要素:
4.本实用新型的目的在于提供一种汽车地毯成型机钉框定位机构,定位组件和顶压组件可以升降移动确保成型机在输送不同规格尺寸的钉框时,钉框保持统一水平高度,从而确保对钉框的稳定上料输送。
5.本实用新型的目的可以通过以下技术方案实现:
6.一种汽车地毯成型机钉框定位机构,包括底座,所述底座上固定安装有两组第一立柱和两组第二立柱,两组第一立柱上均安装有用于对钉框进行顶压锁紧的顶压组件;两组第二立柱上均安装有用于对钉框进行限位的定位组件;
7.相邻第一立柱和第二立柱之间设置有用于对钉框起到支撑作用的支撑导轨。
8.作为本实用新型进一步的方案:所述第一立柱和第二立柱上均设置有竖直向下的限位导轨,定位组件和顶压组件均滑动安装在限位导轨上。
9.作为本实用新型进一步的方案:所述第一立柱上转动安装有第二气缸,第二气缸输出端与顶压组件相连。
10.作为本实用新型进一步的方案:所述第二立柱上转动安装有第一气缸,第一气缸的输出端与定位组件相连。
11.作为本实用新型进一步的方案:所述支撑导轨上安装有侧限位挡板。
12.作为本实用新型进一步的方案:所述定位组件包括定位架,定位架上固定安装有定位座,定位座上设置有定位杆。
13.作为本实用新型进一步的方案:所述定位杆螺纹连接在定位座上,定位杆端部设置有定位块,定位杆上螺纹连接有限位螺母。
14.作为本实用新型进一步的方案:所述定位座上安装有用于感应钉框位置的位置传感器。
15.作为本实用新型进一步的方案:所述顶压组件包括顶压架,顶压架上设置有安装座,安装座上转动安装有顶压气缸,顶压气缸的输出端转动连接有顶压座,顶压座转动安装
在顶压架上。
16.本实用新型的有益效果:
17.(1)定位组件和顶压组件可以升降移动确保成型机在输送不同规格尺寸的钉框时,钉框保持统一水平高度,从而确保对钉框的稳定上料输送。
18.(2)利用气缸驱动顶压组件和定位组件实现同步升降移动,从而实现对钉框高度的快速稳定调节。
19.(3)通过定位杆端部设置的定位块对钉框端部起到定位的作用,并且定位杆螺纹安装在定位座上,可以通过调节定位杆伸出定位座的长度实现对钉框定位距离的调节,同时设置位置传感器感应钉框的实际位置,确保钉框移动到位。
20.(4)通过定位组件对钉框进行定位,利用顶压气缸带动顶压座转动,通过顶压座上设置的顶杆对钉框进行夹紧,确保钉框的稳定性。
附图说明
21.下面结合附图对本实用新型作进一步的说明。
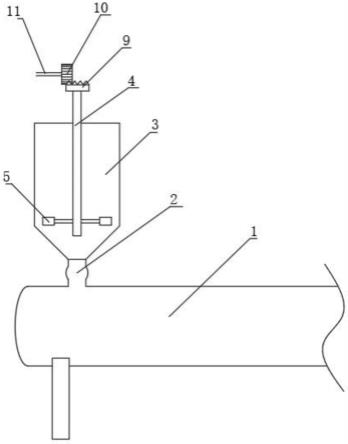
22.图1是本实用新型整体的结构示意图;
23.图2是本实用新型图1中a处的放大结构示意图;
24.图3是本实用新型图1中b处的放大结构示意图。
25.图中:1、底座;2、第一立柱;3、第二立柱;4、第一气缸;5、定位组件;51、定位架;52、定位座;53、定位杆;54、定位块;55、位置传感器;6、第二气缸;7、顶压组件;71、顶压架;72、安装座;73、顶压气缸;74、顶压座;8、支撑导轨;9、侧限位挡板;10、限位导轨。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
27.请参阅图1-3所示,本实用新型为一种汽车地毯成型机钉框定位机构,包括底座1,底座1上固定安装有两组第一立柱2和两组第二立柱3,两组第一立柱2上均安装有用于对钉框进行顶压锁紧的顶压组件7;两组第二立柱3上均安装有用于对钉框进行限位的定位组件5;第一立柱2和第二立柱3上均设置有竖直向下的限位导轨10,定位组件5和顶压组件7均滑动安装在限位导轨10上,定位组件5和顶压组件7可以升降移动确保成型机在输送不同规格尺寸的钉框时,钉框保持统一水平高度,从而确保对钉框的稳定上料输送。
28.第一立柱2上转动安装有用于驱动顶压组件7升降移动的第二气缸6;第二立柱3上转动安装有用于驱动定位组件5升降移动的第一气缸4,利用气缸驱动顶压组件7和定位组件5实现同步升降移动,从而实现对钉框高度的快速稳定调节。
29.定位组件5包括定位架51,定位架51上固定安装有定位座52,定位座52上设置有定位杆53。定位杆53螺纹连接在定位座52上,定位杆53端部设置有定位块54,定位杆53上螺纹连接有限位螺母。定位座52上安装有用于感应钉框位置的位置传感器55,通过定位杆53端部设置的定位块54对钉框端部起到定位的作用,并且定位杆53螺纹安装在定位座52上,可
以通过调节定位杆53伸出定位座52的长度实现对钉框定位距离的调节,同时设置位置传感器55感应钉框的实际位置,确保钉框移动到位。
30.顶压组件7包括顶压架71,顶压架71上设置有安装座72,安装座72上转动安装有顶压气缸73,顶压气缸73的输出端转动连接有顶压座74,顶压座74转动安装在顶压架71上,当钉框移动到位后,通过定位组件5对钉框进行定位,随后顶压气缸73带动顶压座74转动,通过顶压座74上设置的顶杆对钉框进行夹紧,确保钉框的稳定性。
31.相邻第一立柱2和第二立柱3之间设置有用于对钉框起到支撑作用的支撑导轨8,支撑导轨8用于对钉框移动起到支撑的作用,且支撑导轨8上转动安装有多组滑轮,确保钉框在支撑导轨8上滑动时更快捷省力,支撑导轨8上安装有侧限位挡板9,侧限位挡板9对钉框滑动起到侧边限位的作用。
32.本实用新型的工作原理:在外部输送机构的作用下钉框移动到支撑导轨8上,当钉框进行上料前,顶压气缸73带动顶压座74向下转动,使支撑导轨8入口开启,钉框进入到支撑导轨8上,支撑导轨8上安装有侧限位挡板9,侧限位挡板9对钉框滑动起到侧边限位的作用,钉框在支撑导轨8上移动,通过定位杆53端部设置的定位块54对钉框端部起到定位的作用,并且定位杆53螺纹安装在定位座52上,可以通过调节定位杆53伸出定位座52的长度实现对钉框定位距离的调节,同时设置位置传感器55感应钉框的实际位置,确保钉框移动到位,当钉框移动到位后,通过定位组件5对钉框进行定位,随后顶压气缸73带动顶压座74转动,通过顶压座74上设置的顶杆对钉框进行夹紧,确保钉框的稳定性。
33.以上对本实用新型的一个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。