1.本技术涉及压力容器的领域,尤其是涉及一种全自动辊棒式大钢瓶热处理生产线。
背景技术:
2.目前国内较大的钢瓶制造企业普遍采用链条式驱动的处理炉对钢瓶淬火、回火处理,另外也常用高进料、低出料滚动式处理炉对钢瓶进行加热调质处理。
3.链条式驱动钢瓶淬火、回火炉中,链条式输送机构中的链条在炉体内用于支撑、驱动钢瓶的运动,其材料都釆用耐热钢,由于其在长期高温状态下运行、牵拉,链片拉伸变形损坏严重,需要经常更换链条,增加了钢瓶调质系统的维修成本。
4.另外,其链条时而在高温的炉内运行,时而运行至炉外,增加了热损失,浪费了能源,提高了成本。
5.并且链条式传输钢瓶上下料都是人工搬着,工作强度大,人工成本高,高温出料还使人员容易烫伤。
6.所以需要研发一种运行及维修成本较低、节能、自动化程度高、工艺处理效果好的钢瓶热处理设备。
技术实现要素:
7.为了实现运行及维修成本较低、节能、自动化程度高、工艺处理效果好,本技术提供的一种全自动辊棒式大钢瓶热处理生产线,采用如下的技术方案:一种全自动辊棒式大钢瓶热处理生产线,包括备料台,用于存放上一道工序制作后的大钢瓶;淬火炉,用于对大钢瓶进行淬火工艺中的加热步骤,所述淬火炉的进料端和出料端均设有第一通槽,所述第一通槽上设有用于启闭第一通槽的第一炉门,所述淬火炉内设有用于传输大钢瓶的第一淬火传输辊组;炉前分料机,用于将备料台上的大钢瓶转运到淬火炉内;淬火机构,用于对大钢瓶进行淬火工艺中的水冷步骤完成淬火工艺,所述淬火机构包括用于承载大钢瓶的第二淬火传输辊组;淬火出料装置,用于淬火炉内上的大钢瓶转运到淬火机构处,所述淬火出料装置包括第一出料传输辊组,所述第一出料传输辊组一端承接第一淬火传输辊组出料端且另一端承接第二淬火传输辊组进料端;回火炉,用于对淬火完成后的大钢瓶进行回火工艺,所述回火炉的进料端和出料端均设有第二通槽,所述第二通槽上设有用于启闭第二通槽的第二炉门,所述回火炉位于所述淬火机构和淬火炉一侧,所述回火炉内有用于传输大钢瓶的回火传输辊组;横向转运车,用于将完成淬火工艺后的大钢瓶转运到回火炉内,包括导轨、滑动连接于导轨上的传料传输辊组、用于驱使传料传输辊组在导轨上滑动的传料驱动件,所述导
轨一端承接第二淬火传输辊组出料端且另一端承接回火传输辊组,所述传料传输辊组用于承接从淬火机构出料的大钢瓶并将该大钢瓶送入回火炉内;回火出料装置,用于将回火后的大钢瓶转运出回火炉内;冷却机构,用于对回火后的大钢瓶进行冷却;卸料装置,用于将回火出料装置中的大钢瓶转运到冷却机构中。
8.通过采用上述技术方案,将产线设置成分段式连续结构,使得各个装置之间可以相互承接但又相互断开,从而使得淬火炉和回火炉中的热量不易朝外溢散,减少了热损失,具有较好的工艺处理效果。且各个装置之间的交互仅仅是交接了大钢瓶,各个装置上的传输辊组均都独立不相互接触的,所以各个传输辊组都稳定在一个固定温度范围值内,且没有牵拉等力的作用,使其不易破碎,运行及维修成本较低。同时整个产线形成全自动化,在过程中不需要人工搬运钢瓶,减少了人工工作强度的同时,也减少了工人被大钢瓶烫伤的可能性。
9.可选的,所述炉前分料机包括分料台、第一承接机构、第二承接机构、进料传输辊组,所述进料传输辊组包括进料架、转动连接于进料架上的进料连接辊和固定套设于进料连接辊上的进料承接辊,所述进料承接辊上沿其周向开设有截面呈等腰梯形或等腰三角形的承接环槽,所述承接环槽用于支撑大钢瓶,所述进料连接辊沿淬火炉的进料方向设有若干根,每根所述进料连接辊上均设有两个进料承接辊,所述备料台上端面朝向分料台一侧呈倾斜向下设置,所述分料台承接备料台的出料端,所述第一承接机构用于将备料台上的大钢瓶转运到靠近备料台的进料承接辊上,所述第二承接机构靠近备料台的进料承接辊上的大钢瓶转运到远离备料台的进料承接辊上。
10.通过采用上述技术方案,以第一承接机构和第二承接机构实现接力,从而备料台上的大钢瓶上料到分料台上,且上满两排平行的大钢瓶,使得淬火炉内能一次性进入充足的大钢瓶,提高了生产效率。
11.可选的,所述第一承接机构包括转动连接于备料台的第一承接座和用于驱使第一承接座转动的第一进料驱动件,所述第一承接座上开设有第一承接槽;当所述第一承接槽开口端承接备料台出料端时,所述备料台上的一个大钢瓶滑落入第一承接槽内;当所述第一承接槽转动至开口端朝向靠近备料台的进料承接辊时,大钢瓶滑落到靠近备料台的进料承接辊上。
12.通过采用上述技术方案,实现对大钢瓶的转运,结构简单,运行顺畅。
13.可选的,所述第二承接机构包括转动连接于分料台的第二承接座和用于驱使第二承接座转动的第二进料驱动件,所述第二承接座设有若干个且每个第二承接座均位于两个相邻的进料连接辊之间,所述第二承接座上开设有第二承接槽;当所述第二承载座转动至靠近备料台的极限状态时,靠近备料台的进料承接辊上的大钢瓶位于第二承接槽槽底上方且与第二承接槽槽底呈间隔设置;当所述第二承载座朝向背离备料台的方向转动时,所述第二承接座推动靠近备料台的进料承接辊上的大钢瓶运动到远离备料台的进料承接辊上。
14.通过采用上述技术方案,实现对大钢瓶的接力转运,结构简单,运行顺畅。
15.可选的,所述回火炉内设有两个回火传输辊组,其中一个回火传输辊组位于另一个回火传输辊组上方,传料传输辊组设有两个,一个传料传输辊组对应一个回火传输辊组,且一个传料传输辊组固定安装于另一个传料传输辊组上方,所述淬火机构包括淬火架和第
一提升组件,所述第二淬火传输辊组沿竖直方向滑动连接于淬火架,所述第一提升组件用于提供第二淬火传输辊组沿竖直方向运动的驱动力。
16.通过采用上述技术方案,回火需要时间较长,通过设置两组回火传输辊组来使得回火炉一次性可以加工的大钢瓶数量增多,从而减少单件大钢瓶需要耗费的回火炉工作时间,节约了能源,提高了工作效率。
17.可选的,所述淬火机构还包括用于喷淋冷却水的喷淋组件,所述喷淋组件的出水端位于第二淬火传输辊组上方,所述淬火架上设有限位板,所述限位板中部转动连接于淬火架,所述限位板上端转动连接有限位驱动缸,所述限位驱动缸另一端转动连接于淬火架,所述限位驱动缸用于驱使限位板转动,当所述限位板转动至沿竖直方向设置时,所述限位板用于限位大钢瓶使其处于喷淋组件的喷淋范围内。
18.通过采用上述技术方案,从而使得大钢瓶可以稳定向前运输到对准喷淋组件的位置,使得大钢瓶更好的进行淬火后的冷却,不会过度向前运动。
19.可选的,所述回火出料装置包括出料架、安装于出料架上的第二出料传输辊组、用于驱使第二出料传输辊组沿竖直方向运动的第二提升组件,所述第二出料传输辊组设有两个,一个第二出料传输辊组对应一个回火传输辊组,所述卸料装置包括第三出料传输辊组,所述第三出料传输辊组承接第二出料传输辊组的出料端。
20.通过采用上述技术方案,使得回火出料装置可以较好的对应回火传输辊组,使得回火完成后的大钢瓶可以稳定的被传输到冷却机构。
21.可选的,所述卸料装置包括卸料架、第三承接机构和第一导向台,所述第三出料传输辊组一端转动连接于卸料架,且另一端转动连接有第一卸料驱动缸,所述卸料驱动缸一端转动连接于卸料架,所述卸料驱动架用于驱使第三出料传输辊组相对卸料架转动至朝向冷却机构倾斜,所述第三承接机构包括转动连接于卸料架的第三承接座和用于驱使第三承接座转动的卸料驱动件,所述第三承接座上开设有第三承接槽;当所述第三承接槽开口端承接第三出料传输辊组出料端时,所述第三出料传输辊组上的一个大钢瓶滑落入第三承接槽内;当所述第三承接槽转动至开口端朝向第一导向台时,大钢瓶滑落到第一导向台上;所述第一导向台用于导向大钢瓶滑落到冷却机构上。
22.通过采用上述技术方案,使得回火完成后的大钢瓶可以稳定的被传输到冷却机构。
23.可选的,卸料装置还包括第二导向台和存料台,所述冷却机构包括冷却承料辊组,所述第一导向台用于导向大钢瓶滑落到冷却承料辊组上,所述第二导向台用于将冷却承料辊组上的大钢瓶导向到存料台上。
24.通过采用上述技术方案,冷却后的大钢瓶沿着第二导向台运动到存料台上,使得冷却承料辊组上方空出来,为下一个待冷却的大钢瓶提供空间。使得整个工序更加的顺畅、连续。
25.可选的,所述回火炉上安装有若干各个循环风机,所述淬火炉和回火炉之间设有排烟助燃管路,所述排烟助燃管路上设有用于抽气的动力泵,当执行调质工艺时,所述动力泵通过排烟助燃管路将淬火炉内的烟气抽入回火炉内。
26.通过采用上述技术方案,当执行调质工艺时,回火炉的温度完全可以通过淬火炉的烟气来加热,无需再添加燃料,节约了能源。
27.综上所述,本技术包括以下至少一种有益技术效果:1.实现运行及维修成本较低;2.充分利用了能源,实现了节能;3.自动化程度高;4.工艺处理效果好。
附图说明
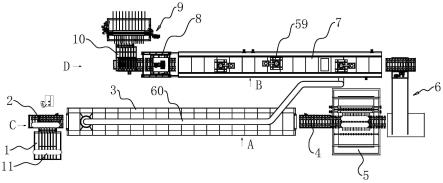
28.图1是实施例的结构示意图。
29.图2是实施例中备料台、炉前分料机、淬火炉、淬火出料装置的剖视图。
30.图3是实施例中横向转运车、回火炉、回火出料装置、冷却机构的剖视图。
31.图4是实施例中备料台、炉前分料机的剖视图。
32.图5是实施例中备料台、炉前分料机的俯视图。
33.图6是实施例中淬火炉、淬火出料装置的剖视图。
34.图7是实施例中淬火出料装置、横向转运车的俯视图。
35.图8是实施例中回火炉、回火出料装置、卸料装置的剖视图。
36.图9是实施例中冷却机构、卸料装置的剖视图。
37.图10是管路清洁机器人的剖视图。
38.附图标记说明:1、备料台;2、炉前分料机;3、淬火炉;4、淬火出料装置;5、淬火机构;6、横向转运车;7、回火炉;8、回火出料装置;9、冷却机构;10、卸料装置;11、大钢瓶;12、分料台;13、第一承接机构;14、第二承接机构;15、进料传输辊组;16、进料架;17、进料连接辊;18、进料承接辊;19、承接环槽;20、第一承接座;21、第一进料驱动件;22、第一承接槽;23、第二承接座;24、第二进料驱动件;25、联动杆;26、第二承接槽;27、第一炉门;28、第一淬火传输辊组;29、燃烧系统;30、第一出料传输辊组;31、淬火架;32、第二淬火传输辊组;33、第一提升组件;34、喷淋组件;35、限位板;36、限位驱动缸;37、导轨;38、传料传输辊组;39、传料驱动件;40、第二炉门;41、回火传输辊组;42、出料架;43、第二出料传输辊组;44、第二提升组件;45、卸料架;46、第三出料传输辊组;47、第三承接机构;48、第一导向台;49、第二导向台;50、存料台;51、第一卸料驱动缸;52、第三承接座;53、液压缸;54、传力杆;55、第三承接槽;56、冷却架;57、冷却承料辊组;58、冷却组件;59、循环风机;60、排烟助燃管路;61、管路清洁机器人;62、清洁环;63、外动力源;64、连接座;65、刮板;66、磁力座;67、行走轮;68、电机。
具体实施方式
39.以下结合附图1-10对本技术作进一步详细说明。
40.实施例1本技术实施例公开一种全自动辊棒式大钢瓶热处理生产线。参照图1,一种全自动辊棒式大钢瓶热处理生产线,沿着大钢瓶11的运输轨迹依次包括备料台1、炉前分料机2、淬火炉3、淬火出料装置4、淬火机构5、横向转运车6、回火炉7、回火出料装置8、冷却机构9、卸料装置10。
41.参照图1,备料台1位于炉前分料机2及一侧,淬火炉3位于炉前分料机2一端,淬火
出料装置4位于淬火炉3背离炉前分料机2一端。淬火机构5位于淬火出料装置4背离淬火炉3一端。横向转运车6位于淬火机构5背离淬火出料装置4一端且垂直于淬火炉3。回火炉7位于淬火炉3一侧且垂直于横向转运车6。横向转运车6两端分别连接于淬火机构5和回火炉7。回火出料装置8位于回火炉7背离横向转运车6一端。卸料装置10位于回火出料装置8背离回火炉7一端。冷却机构9位于卸料装置10一侧。从而使得产线的排列空间紧密,布局较为合理,不需占用过长的空间。
42.参照图1和图2,当上一道工序的大钢瓶11通过输送线往备料台1上聚集,备料台1通过翻转将大钢瓶11转移到炉前分料机2上,直至炉前分料机2上满。此时淬火炉3炉温和各种信号均满足要求,淬火炉3进料端开启,将炉前分料机2移动至淬火炉3,将大钢瓶11运输入淬火炉3内。将炉前分料机2推回到初始位置,淬火炉3进料端关闭,完成上料动作。以上动作根据节拍时间频繁重复完成进料。淬火炉3内大钢瓶11边淬火,边按生产节拍向淬火炉3出料端运动。
43.参照图1和图2,当淬火炉3出料端感应到淬火炉3炉内大钢瓶11运行到位时,淬火炉3出料端开启,淬火出料装置4将淬火炉3上的大钢瓶11转运到淬火机构5上。以上动作根据节拍时间频繁重复完成出料。淬火机构5中的大钢瓶11经过旋转、水冷完成淬火工艺。
44.参照图1和图3,淬火后的钢瓶滚动至横向转运车6上,然后使得横向转运车6运动至对准回火炉7的位置。直至回火炉7炉温和各种信号均满足要求,回火炉7进料端开启,将横向转运车6上的大钢瓶11运输入回火炉7内。将横向转运车6推回到初始位置,回火炉7进料端关闭,完成上料动作。以上动作根据节拍时间频繁重复完成进料。回火炉7内大钢瓶11边淬火,边按生产节拍向回火炉7出料端运动。
45.参照图1和图3,当回火炉7出料端感应到回火炉7炉内大钢瓶11运行到位时,回火炉7出料端开启,回火出料装置8将回火炉7上的大钢瓶11转运到卸料装置10上。卸料装置10通过翻动将大钢瓶11逐一翻到冷却机构9上,进行水冷降温卸料至物流线中,进入下道工序。
46.具体的,参照图4和图5,备料台1用于存放上一道工序制作后的大钢瓶11。炉前分料机2包括分料台12、第一承接机构13、第二承接机构14、进料传输辊组15。进料传输辊组15包括进料架16、转动连接于进料架16上的进料连接辊17、固定套设于进料连接辊17上的进料承接辊18、用于驱使进料连接辊17转动的电机,进料承接辊18上沿其周向开设有截面呈等腰梯形或等腰三角形的承接环槽19。承接环槽19用于支撑大钢瓶11。进料连接辊17沿淬火炉3的进料方向设有若干根,每根进料连接辊17上均设有两个进料承接辊18。
47.参照图4,备料台1上端面朝向分料台12一侧呈倾斜向下设置,分料台12承接备料台1的出料端。第一承接机构13用于将备料台1上的大钢瓶11转运到靠近备料台1的进料承接辊18上,第二承接机构14靠近备料台1的进料承接辊18上的大钢瓶11转运到远离备料台1的进料承接辊18上。
48.参照图4,第一承接机构13包括转动连接于备料台1的第一承接座20和用于驱使第一承接座20转动的第一进料驱动件21。第一进料驱动件21为气缸,第一进料驱动件21一端转动连接于备料台1且另一端偏心转动连接于第一承接座20。第一承接座20上开设有第一承接槽22。当第一承接槽22开口端承接备料台1出料端时,备料台1上的一个大钢瓶11滑落入第一承接槽22内;当第一承接槽22转动至开口端朝向靠近备料台1的进料承接辊18时,大
钢瓶11滑落到靠近备料台1的进料承接辊18上。
49.参照图4,第二承接机构14包括转动连接于分料台12的第二承接座23和用于驱使第二承接座23转动的第二进料驱动件24。第二进料驱动件24为气缸,第二进料驱动件24一端转动连接于分料台12且另二端偏心转动连接于第二承接座23。
50.参照图4和图5,第二承接座23设有若干个且每个第二承接座23均位于两个相邻的进料连接辊17之间,相邻第二承接座23之间设有用于固定连接两个第二承接座23的联动杆25。第二承接座23上开设有第二承接槽26,第二承接槽26为圆弧槽。当第二承载座转动至靠近备料台1的极限状态时,靠近备料台1的进料承接辊18上的大钢瓶11位于第二承接槽26槽底上方且与第二承接槽26槽底呈间隔设置;当第二承载座朝向背离备料台1的方向转动时,第二承接座23推动靠近备料台1的进料承接辊18上的大钢瓶11运动到远离备料台1的进料承接辊18上。
51.初始状态时,第一承接槽22开口端承接备料台1出料端,第二承载座处于靠近备料台1的极限状态。备料台1上的一个大钢瓶11滑落入第一承接槽22内。然后第一承接槽22转动至开口端朝向靠近备料台1的进料承接辊18,大钢瓶11滑落到靠近备料台1的进料承接辊18上,此时第二承接槽26槽底位于该大钢瓶11下方,然后使得第一承接座20运动至初始状态。再驱使第二承载座朝向背离备料台1的方向转动,第二承接座23推动靠近备料台1的进料承接辊18上的大钢瓶11运动到远离备料台1的进料承接辊18上。然后再通过第一承接机构13在靠近备料台1的进料承接辊18上再上料一个大钢瓶11,使得进料传输辊组15上料上两个并排的大钢瓶11。进料传输辊组15带动大钢瓶11向前输送,使得进料传输辊组15对应备料台1的位置又空余出来,再通过第一承接机构13和第二承接机构14上料,如此重复,在进料传输辊组15上料上满两排大钢瓶11。为后续大钢瓶11淬火做好物料准备。
52.参照图2,淬火炉3,用于对大钢瓶11进行淬火工艺中的加热步骤。淬火炉3的进料端和出料端均设有第一通槽,第一通槽上设有用于启闭第一通槽的第一炉门27。淬火炉3内设有用于传输大钢瓶11的第一淬火传输辊组28和用于加热的燃烧系统29。
53.参照图2和图4,分料台12下端设有转动连接于分料台12的行进轮,行进轮上设有动力源。通过动力源带动行进轮转动可带动分料台12沿淬火炉3长度方向运动,使得分料台12靠近淬火炉3或者远离淬火炉3。在备料台1对炉前分料机2上料时,炉前分料机2处于远离淬火炉3的状态。在炉前分料机2上上满大钢瓶11后,等待淬火炉3炉温和各种信号均满足要求,淬火炉3进料端的第一炉门27开启,炉前分料机2朝向淬火炉3运动,直至进料传输辊组15与第一淬火传输辊组28对接,进料传输辊组15与第一淬火传输辊组28同时启动,将大钢瓶11输送至淬火炉3内。炉前分料机2朝向远离淬火炉3的方向运动,回到初始位置,淬火炉3进料端的第一炉门27关闭,完成上料动作。以上动作根据节拍时间频繁重复完成进料。
54.参照图2和图6,淬火出料装置4,用于淬火炉3内上的大钢瓶11转运到淬火机构5处。淬火出料装置4包括第一出料传输辊组30,第一出料传输辊组30一端承接第一淬火传输辊组28出料端。第一出料传输辊组30下端设有转动连接于第一出料传输辊组30的行进轮,行进轮上设有动力源。
55.参照图6,淬火机构5,用于对大钢瓶11进行淬火工艺中的水冷步骤完成淬火工艺。淬火机构5包括淬火架31、用于承载大钢瓶11的第二淬火传输辊组32、第一提升组件33和用于喷淋冷却水的喷淋组件34。喷淋组件34固定安装于淬火架31上,且喷淋组件34位于第二
淬火传输辊组32上。第二淬火传输辊组32沿竖直方向滑动连接于淬火架31,第一提升组件33用于提供第二淬火传输辊组32沿竖直方向运动的驱动力。
56.参照图6,通过第一提升组件33带动第二淬火传输辊组32沿竖直方向运动,使其对准第一出料传输辊组30背离第一淬火传输辊组28一端。大钢瓶11在淬火炉3内完成淬火后,淬火炉3出料端的第一炉门27开启。第一出料传输辊组30朝向淬火炉3运动,直至其对接第一淬火传输辊组28,大钢瓶11从第一淬火传输辊组28被转运到第一出料传输辊组30上。然后第一出料传输辊组30朝向第二淬火传输辊组32运动,第一提升组件33带动第二淬火传输辊组32沿竖直方向运动,直至两者对接,大钢瓶11从第一出料传输辊组30被转运到第二淬火传输辊组32上。同时,淬火炉3出料端的第一炉门27关闭。然后通过喷淋组件34对第二淬火传输辊组32上的大钢瓶11进行喷淋冷却,完成淬火工艺。
57.参照图6,为了使得大钢瓶11可以刚好运动到喷淋组件34下方,淬火架31上设有限位板35,限位板35中部转动连接于淬火架31。限位板35上端转动连接有限位驱动缸36,限位驱动缸36另一端转动连接于淬火架31。限位驱动缸36用于驱使限位板35转动。当限位板35转动至沿竖直方向设置时,大钢瓶11在第二淬火传输辊组32的作用下向前运动,限位板35限位大钢瓶11使其只能运动到处于喷淋组件34的喷淋范围内。在喷淋完成后,可驱使限位板35转动至呈水平状态,使得其不再对大钢瓶11限位,使得大钢瓶11可在第二淬火传输辊组32的作用下向前运动。
58.参照图6和图7,横向转运车6,用于将完成淬火工艺后的大钢瓶11转运到回火炉7内。横向转运车6包括导轨37、传料传输辊组38、传料驱动件39。导轨37一端承接第二淬火传输辊组32出料端且另一端承接回火传输辊组41。传料传输辊组38设有两个,一个传料传输辊组38滑动连接于导轨37,且另一个传料传输辊组38固定安装于第一个传料传输辊组38上方。传料驱动件39为气缸,用于给传料传输辊组38提供驱动力,使其在导轨37上滑动。
59.在对横向转运车6上料时,传料传输辊组38运动到对接淬火机构5的位置。第一提升组件33带动第二淬火传输辊组32沿竖直方向运动,直至第二淬火传输辊组32与其中一个传料传输辊组38对接,从而将淬火冷却后的大钢瓶11运输到该传料传输辊组38上。然后第一提升组件33再带动第二淬火传输辊组32沿竖直方向运动,直至第二淬火传输辊组32与另一个传料传输辊组38对接,从而将淬火冷却后的大钢瓶11运输到该传料传输辊组38上。使得两个传料传输辊组38上均上满大钢瓶11。然后传料传输辊组38在导轨37上滑动至对接回火炉7的位置。
60.参照图3,回火炉7,用于对淬火完成后的大钢瓶11进行回火工艺。回火炉7的进料端和出料端均设有第二通槽,第二通槽上设有用于启闭第二通槽的第二炉门40。回火炉7内有用于传输大钢瓶11的回火传输辊组41和用于加热的燃烧系统29。回火炉7内设有两个回火传输辊组41,其中一个回火传输辊组41固定安装于另一个回火传输辊组41上方。一个回火传输辊组41对应一个传料传输辊组38。
61.等待回火炉7炉温和各种信号均满足要求,回火炉7进料端的第二炉门40开启,传料传输辊组38运动至对接回火炉7的位置后,传料传输辊组38与回火传输辊组41对接,传料传输辊组38与回火传输辊组41同时启动,将大钢瓶11输送至回火炉7内。传料传输辊组38朝向远离回火炉7的方向运动,回到初始位置,回火炉7进料端的第二炉门40关闭,完成上料动作。以上动作根据节拍时间频繁重复完成进料。
62.参照图8,回火出料装置8包括出料架42、安装于出料架42上的第二出料传输辊组43、用于驱使第二出料传输辊组43沿竖直方向运动的第二提升组件44。第二出料传输辊组43设有两个,一个第二出料传输辊组43对应一个回火传输辊组41。两个第二出料传输辊组43之间呈固定连接。出料架42下端设有转动连接于出料架42的行进轮,行进轮上设有动力源。
63.大钢瓶11在回火炉7内完成淬火后,回火炉7出料端的第二炉门40开启。第二出料传输辊组43朝向淬火炉3运动,直至其对接回火传输辊组41,大钢瓶11从回火传输辊组41被转运到第二出料传输辊组43上。然后第二出料传输辊组43朝向卸料装置10组运动。
64.参照图8和图9,卸料装置10包括卸料架45、第三出料传输辊组46、第三承接机构47、第一导向台48、第二导向台49和存料台50。第三出料传输辊组46一端转动连接于卸料架45,且另一端转动连接有第一卸料驱动缸51,第一卸料驱动缸51一端转动连接于卸料架45,第一卸料驱动缸51用于驱使第三出料传输辊组46相对卸料架45转动至朝向冷却机构9倾斜。第三承接机构47包括转动连接于卸料架45的第三承接座52和用于驱使第三承接座52转动的卸料驱动件。卸料驱动件包括液压缸53和传力杆54,液压缸53一端转动连接于卸料架45且另一端转动连接于传力杆54一端。传力杆54背离液压缸53一端偏心转动连接件于第三承接座52。第三承接座52上开设有第三承接槽55。
65.工作时,第二提升组件44带动第二出料传输辊组43沿竖直方向运动,直至第二出料传输辊组43和第三出料传输辊组46对接,大钢瓶11从第二出料传输辊组43被转运到第三出料传输辊组46上。此时,第三承接槽55开口端承接第三出料传输辊组46出料端,第三出料传输辊组46上的一个大钢瓶11滑落入第三承接槽55内。然后通过卸料驱动件带动第三承接座52转动,直至第三承接槽55的开口端朝向第一导向台48,大钢瓶11滑落到第一导向台48上;大钢瓶11沿着第一导向台48滑落到冷却机构9上。
66.冷却机构9包括冷却架56、冷却承料辊组57和冷却组件58。钢瓶沿着第一导向台48滑落到冷却承料辊组57上后,被冷却组件58冷却,完成回火后的冷却工艺。第二导向台49位于冷却承料辊组57背离第一导向台48一端,第二导向台49用于将冷却承料辊组57上的大钢瓶11导向到存料台50上。回火冷却后的大钢瓶11,在冷却承料辊组57的带动下朝向第二导向台49运动,并沿着第二导向台49滑落到存料台50上,从而开始为进入下道工序做好准备。
67.参照图3为了更好的利用能源,回火炉7上安装有若干各个循环风机59。淬火炉3和回火炉7之间设有排烟助燃管路60。排烟助燃管路60两端分别连通淬火炉3的进料端和回火炉7的进料端。排烟助燃管路60上设有用于抽气的动力泵,当执行调质工艺时,动力泵通过排烟助燃管路60将淬火炉3内的烟气抽入回火炉7内。当执行调质工艺时,回火炉7的温度完全可以通过淬火炉3的烟气来加热,无需再添加燃料,节约了能源。
68.为了减少排烟助燃管路60堵塞的概率,排烟助燃管路60中设有管路清洁机器人61。管路清洁机器人61包括清洁环62和外动力源63。清洁环62包括至少两个沿排烟助燃管路60内壁周向间隔分布的连接座64。相邻两个连接座64之间设有刮板65。刮板65呈螺旋倾斜设置。刮板65抵接于排烟助燃管路60内壁。外动力源63带动连接座64相对清洁环62边转动边相对排烟助燃管路60滑动,从而将排烟助燃管路60内的烟尘朝向其一端出口推动,完成清洁,减少堵塞概率。
69.具体的,外动力源63设有若干个,且一个外动力源63对应一个连接座64。连接座64
由磁铁制成。外动力源63包括磁力座66、转动连接于磁力座66上的行走轮67和用于驱动行走轮67转动的电机68。行走轮67的轴线相对排烟助燃管路60轴线呈倾斜设置。磁力座66与连接座64一一对应且相互吸附。磁力座66通过行走轮67沿着排烟助燃管路60外壁呈螺旋线爬行,从而带动清洁环62在排烟助燃管路60内运动清灰。
70.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
