1.本发明涉及一种机械加工切削刀具,尤其是涉及一种大圆弧锥度球形铣刀。
背景技术:
2.在机械加工中,对于很多工件的深腔体加工,需要用到球形铣刀。尤其是针对不锈钢叶轮片,主要应用于汽轮机和水轮机,以及工业鼓风机上使用,叶轮片主要以薄壁件深腔体为主,装夹和切削过程中易出现振动问题,导致加工中刀具振动引起刀具崩刃,或加工中工件变形的问题。此外,不锈钢含cr量相对较高,达到13%以上,切削过程中易出现粘屑和加工表面硬化现像,导致刀具刃口快速失效,刀具切削寿命短,属于难加工材质。常规设计的硬质合金球刀,在应对深腔体加工过程中,刀具无法匹配叶轮的形状,导致刀具无法正常加工,或者是需要加工的工件底部时,刀具的悬伸长度相对比较长,刀具刚性变差,引起刀具的崩刃,切削寿命变短。
技术实现要素:
3.针对上述问题,本发明旨在提供一种大圆弧锥度球形铣刀,其在切削时候,各个切削点是分散的,不同时与工件接触,减小切削阻力,刀具能很好的伸入到工件内部进行加工。
4.本发明的技术方案是一种大圆弧锥度球形铣刀,包括一体的刀柄和刀刃,所述刀刃包括球头刀刃和大圆弧侧刃,相邻的球头刀刃之间有容屑槽,相邻的大圆弧侧刃之间设置有排屑槽,所述容屑槽和排屑槽相连通,所述大圆弧侧刃的前端与球头刀刃相切,后端与刀柄相切,所述大圆弧侧刃的半径为r800mm—r1000mm。
5.优选的,所述大圆弧侧刃的螺旋角a为30
°
—45
°
。
6.优选的,所述大圆弧侧刃的前角b为-2
°
—10
°
。
7.优选的,所述大圆弧侧刃的第一后角c为12
°
—18
°
。
8.优选的,所述大圆弧侧刃的第二后角d为20
°
—30
°
。
9.优选的,所述球头刀刃和大圆弧侧刃的刃数为3-6刃。
10.优选的,所述容屑槽向两侧和前方扩大后延伸至球头刀刃底下根部处。
11.优选的,所述刀刃表面设置有alcrn涂层,alcrn涂层中添加有元素ti、b和zr。
12.本发明针对深腔体加工,对原有的球头铣刀进行了多方面的改进,可以确保刀具能良好的伸入到工件的内部进行加工,使刀具有效悬伸长度减小,刚性增强,同时采用大螺旋角设计,使得刀具切削过程中不会出现多点同时参与切削,确保切削更加轻快,另外加大容屑槽的空间,确保加工时铁屑有足够的容屑空间,可以加大加工过程中的每齿进给量,提高切削效率,此外采用专用涂层使得刀具寿命进一步延长。
附图说明
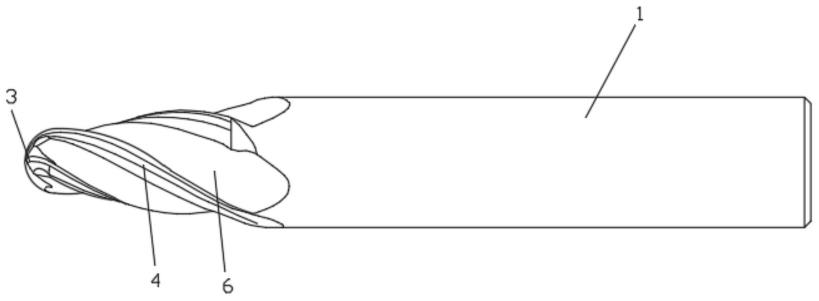
13.图1为本发明的侧面结构示意图;
图2为本发明的投影轮廓结构示意图;图3为本发明的结构示意图;图4为图3沿a-a方向 剖视图;图5为本发明另一视角的结构示意图;图6为本发明前端头处的正面结构示意图;其中:1—刀柄;2—刀刃;3—球头刀刃;4—大圆弧侧刃;5—容屑槽;6—排屑槽。
具体实施方式
14.下面结合附图,对本发明作进一步详细说明。
15.如图1至图6所示,本发明提供了一种大圆弧锥度球形铣刀,包括一体的刀柄1和刀刃2,所述刀刃2包括球头刀刃3和大圆弧侧刃4,相邻的球头刀刃3之间有容屑槽5,相邻的大圆弧侧刃4之间设置有排屑槽6,所述容屑槽5和排屑槽6相连通,所述大圆弧侧刃4的前端与球头刀刃3相切,后端与刀柄1相切,所述大圆弧侧刃4的半径为r800mm—r1000mm。
16.在上述方案的基础上,所述大圆弧侧刃4的螺旋角a为30
°
—45
°
,优选42
°
—45
°
,采用大螺旋角设计,能保证大切深,使得切削更加轻快。
17.其中,所述大圆弧侧刃4的前角b为-2
°
—10
°
,第一后角c为12
°
—18
°
,第二后角d为20
°
—30
°
。这个范围的后角可以确保切削变形小,这个范围的前角可以确保切斜阻力小。
18.进一步的,所述球头刀刃3和大圆弧侧刃4的刃数为3-6刃,相比以往的2刃球头铣刀,可以提升切削效率。
19.此外,所述容屑槽5向两侧和前方扩大后延伸至球头刀刃3底下根部处。加大容屑槽的空间,使得刀具加工过程铁屑有足够的空间,刀尖不容易崩刃。
20.进一步的,所述刀刃2表面设置有alcrn涂层,alcrn涂层中添加有元素ti、b和zr。使刀具涂层摩擦系数降低,在切削程中,减小切削过程中因摩擦阻力引起的切削热,减小因切削热量导致的过快磨损,增加工刀具的寿命。alcrn是基础涂层,提高刀具的耐用度,里面加工了微量元素,b(硼),使涂层的结合力更大,刀具涂层不易的出现裂痕而导致刀具涂层出现崩口,zr(锆),添加锆元素,提高表面的光滑度,减小磨擦系数,是涂层更光滑,切削热量更低,提高刀具的耐磨损性能。
21.本发明通过对球头铣刀的多方面改进,在加工工件的深腔体时,增加刀具的刚性,减小切削振动,增加容屑空间和刃数,有效提高切削效率,减少刀具摩擦系数,减小切削阻力。使用时在五轴加工中心上可以摆角度切削,与工件切削时实现线接触,加大切深(即吃刀量),使得效率更高,以此提高切削效率。
22.以上所述,仅是本发明的较佳实施方式,并非对发明作任何形式上的限制,凡是依据本发明的技术原理对以上实施例所做的任何简单修改、等同变化或修饰,仍属于本发明技术方案的范围内。
技术特征:
1.一种大圆弧锥度球形铣刀,包括一体的刀柄(1)和刀刃(2),其特征在于:所述刀刃(2)包括球头刀刃(3)和大圆弧侧刃(4),相邻的球头刀刃(3)之间有容屑槽(5),相邻的大圆弧侧刃(4)之间设置有排屑槽(6),所述容屑槽(5)和排屑槽(6)相连通,所述大圆弧侧刃(4)的前端与球头刀刃(3)相切,后端与刀柄(1)相切,所述大圆弧侧刃(4)的半径为r800mm—r1000mm。2.根据权利要求1所述的大圆弧锥度球形铣刀,其特征在于:所述大圆弧侧刃(4)的螺旋角a为30
°
—45
°
。3.根据权利要求2所述的大圆弧锥度球形铣刀,其特征在于:所述大圆弧侧刃(4)的螺旋角a为42
°
—45
°
。4.根据权利要求1所述的大圆弧锥度球形铣刀,其特征在于:所述大圆弧侧刃(4)的前角b为-2
°
—10
°
。5.根据权利要求4所述的大圆弧锥度球形铣刀,其特征在于:所述大圆弧侧刃(4)的第一后角c为12
°
—18
°
。6.根据权利要求4所述的大圆弧锥度球形铣刀,其特征在于:所述大圆弧侧刃(4)的第二后角d为20
°
—30
°
。7.根据权利要求1所述的大圆弧锥度球形铣刀,其特征在于:所述球头刀刃(3)和大圆弧侧刃(4)的刃数为3-6刃。8.根据权利要求1所述的大圆弧锥度球形铣刀,其特征在于:所述容屑槽(5)向两侧和前方扩大后延伸至球头刀刃(3)底下根部处。9.根据权利要求1所述的大圆弧锥度球形铣刀,其特征在于:所述刀刃(2)表面设置有alcrn涂层,alcrn涂层中添加有元素ti、b和zr。
技术总结
本发明的技术方案是一种大圆弧锥度球形铣刀,包括一体的刀柄和刀刃,所述刀刃包括球头刀刃和大圆弧侧刃,相邻的球头刀刃之间有容屑槽,相邻的大圆弧侧刃之间设置有排屑槽,所述容屑槽和排屑槽相连通,所述大圆弧侧刃的前端与球头刀刃相切,后端与刀柄相切,所述大圆弧侧刃的半径为R800mm—R1000mm。本发明针对深腔体加工,能有效提高切削效率。能有效提高切削效率。能有效提高切削效率。
技术研发人员:徐炳坤
受保护的技术使用者:浙江神钢赛欧科技有限公司
技术研发日:2022.02.28
技术公布日:2022/6/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。