1.本实用新型涉及双色注塑模具技术领域,尤其是一种实现封闭字母的双色模具。
背景技术:
2.在汽车灯具的设计过程中,越来越多的车厂在做灯罩造型时,为了增加车型的便识度,在灯具中增加了与车厂自身相关的字母,而为了凸显字母,字母与周边零件会选用不同颜色来区别,一些比较简单的字母通过双色实现并没有什么难度,比如c、t、l等字母,然而有些字母实现就有点困难了,比如a、b、o等有封闭区域的字母在实现双色时就有问题了,在封闭区域如何使与周边颜色的材料进行填充实现双色,这时就需要一种即能满足产品要求,又能实现封闭字母双色,并且运行安全可靠的双色模具,一种实现封闭字母的双色模具可以解决上述问题。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术中之不足,提供一种实现封闭字母的双色模具。
4.本实用新型解决其技术问题所采用的技术方案是:一种实现封闭字母的双色模具,包括动模组件,包括下模座,下模座上表面固定安装有方铁,方铁上表面设有动模板,所述动模板上表面开设有下型腔;定模组件,安装于动模组件上方,包括上模座,上模座下表面固定连接有定模板;定模板下表面对应下型腔设置有上型腔,上型腔和下型腔拼合后形成整个工件型腔;滑块镶针,用于提高封闭字母成型性能,滑块镶针顶端伸入下型腔;驱动组件,用于驱动滑块镶针上下移动,驱动组件安装在方铁上。
5.进一步地,所述动模板下表面开设有容纳驱动组件的容纳腔。
6.进一步地,所述驱动组件包括安装在方铁上的底板,底板上滑动设有滑块,滑块侧壁固定设有弹簧,弹簧另一端安装在容纳腔侧壁;所述滑块上表面开设有t型斜槽,t型斜槽上滑动设有t型块,滑块镶针末端与t型块固定连接。
7.进一步地,所述驱动组件还包括对滑块限位的铲机,铲机顶端与定模板固定连接,铲机末端依次穿过动模板的通孔和滑块的限位孔,后插入底板的限位槽。
8.本实用新型的有益效果是:本实用新型结构简单,设计合理,操作简便,具有以下优点:
9.(1)、在一次成型与二次成型中,滑块水平位置的变化,使得滑块镶针上下移动,从而解决了产品可视区域多处不连通,无法走胶的问题,进而实现双色成型,运行平稳,安全可靠;
10.(2)、本实用新型生产的带有封闭字母的产品质量稳定,良品率高,大大提高了生产效率。
附图说明
11.下面结合附图和实施例对本实用新型进一步说明。
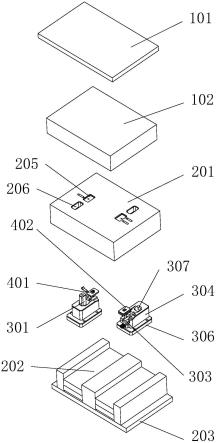
12.图1是本实用新型的爆炸示意图;
13.图2是动模组件的示意图;
14.图3是定模组件另一视角的示意图;
15.图4是动模板另一视角的示意图;
16.图5是本实用新型一次成型的结构示意图;
17.图6是图5中ⅰ处的局部放大图;
18.图7是本实用新型一次成型另一视角的结构示意图;
19.图8是本实用新型二次成型的结构示意图;
20.图9是图8中ⅱ处的局部放大图;
21.图10是本实用新型二次成型另一视角的结构示意图;
22.图11是铲机的结构示意图;
23.图12是底板的结构示意图;
24.图13是滑块的机构示意图;
25.图14是实施例1中封闭字母产品的示意图;
26.图15是实施例1中滑块镶针的位置示意图。
27.图中:101.上模座,102.定模板,201.动模板,202.方铁,203.下模座,205.下型腔,206.通孔,207.容纳腔,301.铲机,302.滑块镶针,303.t型块,304.滑块,305.弹簧,306.底板,307.限位孔,308.限位槽,401.一次产品,402.二次产品。
具体实施方式
28.现在结合附图和优选实施例对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
29.如图1~13所示的一种实现封闭字母的双色模具,包括:
30.动模组件,包括下模座203,下模座203上表面固定安装有方铁202,方铁202上表面设有动模板201,动模板201上表面开设有下型腔205;
31.定模组件,安装于动模组件上方,包括上模座101,上模座101下表面固定连接有定模板102;定模板102下表面对应下型腔205设置有上型腔,上型腔和下型腔205拼合后形成整个工件型腔;
32.滑块镶针302,用于提高封闭字母成型性能,滑块镶针302顶端伸入下型腔205;
33.驱动组件,用于驱动滑块镶针302上下移动,驱动组件安装在方铁202上。
34.动模板201下表面开设有容纳驱动组件的容纳腔207。
35.定模组件中,左侧为一次成型侧,右侧为二次成型侧。
36.驱动组件包括安装在方铁202上的底板306,底板306上滑动设有滑块304,滑块304侧壁固定设有弹簧305,弹簧305另一端安装在容纳腔207侧壁;滑块304上表面开设有t型斜槽,t型斜槽上滑动设有t型块303,滑块镶针302末端与t型块303固定连接。
37.驱动组件还包括对滑块304限位的铲机301,铲机301顶端与定模板102固定连接,
铲机301末端依次穿过动模板201的通孔206和滑块304的限位孔307,后插入底板306的限位槽308。
38.铲机301只有一件,位于定模组件中一次成型侧。铲机301具有斜面a,斜面a的倾斜角度为10
°
,斜面a与底板306的b处贴合,铲机301具有斜面c,斜面c的倾斜角度为15~25
°
,一次成型过程中,斜面c与滑块304的斜面d贴合。
39.实施例1
40.图14为封闭字母b产品的示意图,图15是实施例1中滑块镶针的位置示意图。
41.该实施例中,这种实现封闭字母的双色模具的工作过程为:
42.(1)、一次成型,动模组件和定模组件合模注塑,铲机301末端依次穿过动模板201的通孔206和滑块304的限位孔307,后插入底板306的限位槽308,此时,滑块镶针302顶端伸入下型腔205,且滑块镶针302顶端与定模板102下表面贴合(如图6所示),完成一次产品401的注塑,即本实施例中白色产品;
43.(2)、二次成型,开模,铲机301后退且脱离滑块304,在弹簧305的作用下,滑块304前移,t型块303沿滑块304的t型斜槽向下运动,带动滑块镶针302下移,使得滑块镶针302顶面与一次产品401底面平齐(如图9所示);动模组件旋转180度,滑块304在弹簧305的作用力下,使滑块304保持在动模组件旋转之前的状态;合模,由于定模板102的二次成型侧没有铲基301,滑块304、滑块镶针302仍保持旋转之前的状态,滑块镶针302的后退形成黑片料流动通道,使黑片外侧与封闭区域连通,实现黑片料流顺利填充由白片隔开的区域,从而完成双色成型,得到二次产品402。
44.以上说明书中描述的只是本实用新型的具体实施方式,各种举例说明不对本实用新型的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离实用新型的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
