1.本实用新型属于模具技术领域,尤其涉及一种高精度墙埋阀门本体模具。
背景技术:
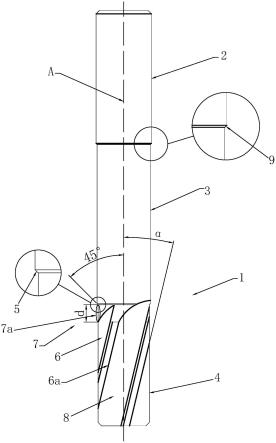
2.在现有的对阀门的生产加工过程中,大多采用上、下模或者左、右模配合拼接的方式来对产品进行加工。但为了满足不同要求和使用环境,有的阀门本体的结构较为复杂,形状不规则、材料分布不够均匀,如图1所示,举例说明,图为所制造的阀门本体,如图2所示,为下模结构,箭头方向为材料在被上、下模加工过程中的流动示意图,现有的生产中,通常都是将材料放入具有抽芯腔的下模中,上模上设有圆柱形抽芯,然后通过上模的拼接使得材料发生挤压流动,由于产品结构的原因会有部分位置材料较少或者壁厚薄,如图2中的a处,当有两股材料流向此位置时,会出现折叠或者锻造夹层的问题出现;而此种缺陷在后续加工中也无法修补,一方面不仅生产成本的增加,另一方面产品的生产效率和其合格率也较低。
技术实现要素:
3.为了解决上述的技术问题,本发明的目的是提供一种高精度墙埋阀门本体模具,根据产品自身结构的薄弱位置通过设置内缩面引导材料在加工生产过程中的流向,避免出现成型后有锻造夹层问题的出现。
4.为了实现上述的目的,本发明采用了以下的技术方案:
5.一种高精度墙埋阀门本体模具,包括上模和与之配合拼接的下模,所述上模和下模相拼接面分别开设有与本体形状相匹配的第一上铸造区和第一下铸造区,其之间拼接形成型腔,上模和下模的配合一方面可加快生产的速率,另一方面对于材料成型的结构更加容易调控,提高了产品的合格率,所述上模中部位置处连接有抽芯,下模设有与之相适配的抽芯腔,所述抽芯侧壁至少设有一面引导材料流动补偿的内缩面,当上模和下模拼接时内缩面和抽芯腔之间形成有填补材料的容让空间。抽芯上内缩面的设置使得当铸造材料向产品结构较为薄弱的位置流向时,形成的容让空间可挤入铸造材料对该位置进行补偿,避免出现锻造夹层的问题。
6.作为优选,所述内缩面具有顺滑平面且相对设置于本体材料结构薄弱位置处。生产过程中针对产品的薄弱位置处,可在抽芯上设置对应的内缩面,内缩面的顺滑平面顺导材料流向其容让空间内,使得产品较为薄弱的位置处也能引入较多的铸造材料,从而修正产品锻造夹层的问题。
7.作为优选,所述第一上铸造区向外一侧端部处还设有凸台,所述凸台上开设有第二上铸造区,凸台靠内一侧和第一上铸造区之间过渡处设有上分型面。
8.作为优选,所述第一下铸造区向外一侧端部处设有凹台,凹台上开设有和第二上铸造区适配拼接的第二下铸造区,凹台靠内一侧与下模拼接面过渡处设有下分型面,下分型面和第一下铸造区交叉设置。
9.上分型面和下分型面的设置方便了锻造脱模过程中产品的下料,同时第二上铸造区和第二下铸造区的适配拼接可使得装置能够对产品外伸的部分也能一体成型的进行铸造,减少了后续程序的加工。
10.作为优选,所述上分型面和下分型面均为可互相适配拼接的阶梯面,便于后道机加工。上分型面和下分型面的适配性可提高产品成形后的整体性,减少后续的加工,其阶梯式的形状使得后道机加工的工作量减少,对产品的突出的部位也能锻造成型,提高生产的效率。
11.作为优选,相邻凸台之间的上模拼接面上设有便于定位切除废料的储屑槽。储屑槽一方面提供了产品边角废料在加工过程中的容纳空间,另一方面在对产品切边时,储屑槽也更便于定位,也减少了校对过程浪费的时间,提高效率。
12.作为优选,所述储屑槽截面面积沿其纵向深度向外逐渐增大。储屑槽越向外其截面尺寸越大,在切边时更加便于模具和产品的定位,方便裁切。
13.与现有技术相比,本发明的有益效果是:
14.传统的模具只是根据产品的形状对其进行生产加工,对于异形件以及材料不均匀的结构容易在生产中出现锻造夹层等缺陷,由于产品结构此处材料少,壁厚薄,即使后续加工打磨也无法解决此类缺陷,而本装置中抽芯上内缩面的设置优化了材料的流动方向,不仅避免出现锻造夹层的情况,对缺陷位置进行修正,提高了产品的合格率;当有两股材料流向产品结构薄弱位置处时,容让空间可使得让出的空间容纳更多的材料,防止了夹层的产生,即使出现缺陷,其多铸造的容让空间的部分也可通过后续加工进行处理。
15.阶梯式上分型面和下分型面减少了后道机的加工量,也方便锻造脱模时产品的下料,储屑槽更是方便了在切边时产品和模具的定位对准,既提高了产品的合格率也提升了生产的效率。
附图说明
16.图1是产品铸造时材料流动方向示意图;
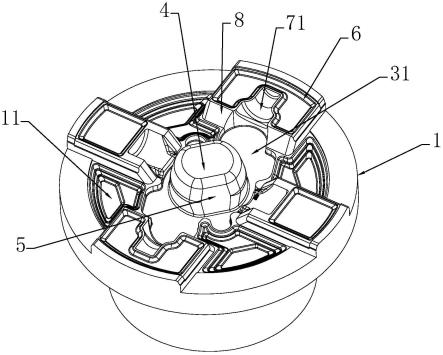
17.图2是产品铸造时材料在下模内流动方向示意图;
18.图3是上模立体结构示意图;
19.图4是上模结构俯视示意图;
20.图5是上模结构剖视图;
21.图6是下模立体结构示意图;
22.图7是下模结构俯视图;
23.图8是下模结构剖视图。
24.附图说明:1、上模;2、下模;31、第一上铸造区;32、第一下铸造区;4、抽芯;41、抽芯腔;5、内缩面;6、凸台;71、第二上铸造区;72、第二下铸造区;8、上分型面;9、凹台;10、下分型面;11、储屑槽;12、进水口;13、出水口;14、阀芯腔室。
具体实施方式
25.下面结合附图对本发明的具体实施方式做一个详细的说明。
26.本实施例的高精度墙埋阀门本体模具,在上模连接的抽芯上设置有内缩面,导引
材料的流动方向对产品结构中较为薄弱的位置进行补偿,提高了产品的合格率和降低了缺陷的产生,下面作详细介绍:
27.在本实施例中,如图2-8所示,一种高精度墙埋阀门本体模具,包括上模1和与之配合拼接的下模2,所述上模1和下模2相拼接面分别开设有与本体形状相匹配的第一上铸造区31和第一下铸造区32,其之间拼接形成型腔,第一上铸造区31和第一下铸造区32可共同配合铸造阀门本体的阀芯腔室14,上模1和下模2的相互配合形成产品的具体形状,不仅方便生产加工,也更利于在生产中的调控,对产品结构形状进行精确加工,所述上模1中部位置处连接有抽芯4,下模2设有与之相适配的抽芯腔41,所述抽芯4侧壁至少设有一面引导材料流动补偿的内缩面5,当上模1和下模2拼接时内缩面5和抽芯腔41之间形成有填补材料的容让空间。
28.在抽芯4上设有内缩面5可导引材料的流动使其流向容让空间,对产品结构薄弱位置处进行填补,可有效避免出现锻造缺陷,在现有的生产加工中,若没有内缩面5的设置,在加工时,对于产品结构中薄弱位置处,其两边的材料会同时流向缺陷处,两股材料会形成有锻造夹层,而内缩面5的设置使得铸造材料被导引挤压流入容让空间内,对较为薄弱的位置进行补偿,在后续的加工中只需将薄弱位置处多出的一部分打磨掉即可,避免了材料形成夹层,内缩面5的设置位置可根据产品的实际情况做相应的调整,可同时设置多个以满足需求。
29.如图1-4所示,所述内缩面5具有顺滑平面且相对设置于本体材料结构薄弱位置处。内缩面5通常根据产品自身结构的特性设置在其结构中较为薄弱位置处,也即材料分布少或结构厚度较薄位置,可对材料的流向进行导引,将挤出的两股材料收容在容让空间内,使产品不会出现锻造夹层的缺陷。
30.如图3所示,所述第一上铸造区31向外一侧端部处还设有凸台6,所述凸台6上开设有第二上铸造区71,凸台6和第一上铸造区31连接处设有上分型面8。
31.所述第一下铸造区32向外一侧端部处设有凹台9,凹台9上开设有和第二上铸造区71适配拼接的第二下铸造区72,凹台9和第二下铸造区72连接处设有下分型面10。
32.为便于理解,如图1所示举例说明,其中第二上铸造区71和第二下铸造区72共同配合铸造阀门本体的进水口12和出水口13,进水口12和出水口13为产品外伸部分。
33.所述上分型面8和下分型面10均呈可互相适配拼接的阶梯面,便于后道机加工。上分型面8和下分型面10呈阶梯面形状,可减少后道机加工的工作量,且两者相适配拼接,可增加产品成型后的整体性,减少后续的加工程序,同时上分型面8和下分型面10的设置使得产品的一些外伸和突出的部位能锻造成型,若无凸台6和凹台9的设置,则外伸突出的部位需要在后续的加工中锻造成型,不仅增加了加工的工序步骤会降低生产的效率,而且产品后续加工后结构的整体性和感官度相较于一体成型也较差。
34.如图3-5所示,相邻凸台6之间设有便于定位切除废料的储屑槽11。储屑槽11设置在上模1上,增加了切边定位的便捷性,在实际生产过程中,在切边时通常都是将平整的一面紧贴切边模,然后利用上模1冲切,将产品和废料分切开来,储屑槽11的设置则更加方便了模具和产品的定位和对准,便于操作人员的实际操作。
35.所述储屑槽11截面面积沿其纵向深度向外逐渐增大。储屑槽11向外的截面积不断地扩大,使得在模具和产品在定位时,更便于定位和贴合,适用性更高,缩短在定位上花费
的时间,提高生产加工效率。
36.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。