1.本发明涉及用于在安装现场形成管的管材成型设备。
2.本发明具有特定的但非排他性的用于形成连续管的应用。
背景技术:
3.本说明书中对任何现有技术的引用并非也不应被视为对现有技术构成公知常识的一部分的承认或任何形式的暗示。
4.工业石油管道及天然气管道均铺设在偏远地区。
5.在实践中,形成管道的管均在工厂制造完成,然后运输至安装现场。通常,iso运输集装箱一次只能承载5条完整的12米管,以形成60米管道段,这极大地影响了管道建设的效率。
6.优选实施方案提供了工业管道的更有效形成。
技术实现要素:
7.根据本发明的一个方面,提供了用于在安装现场形成管的管材成型设备,所述设备包括:材料被缠绕在其上的成型器;用于容纳承载所述经缠绕材料的所述成型器的模具;和用于在所述模具内涂敷可固化液体的涂敷器。
8.有利的是,所述管在现场形成,以配置为有效地形成管道。向所述现场提供所述材料及可固化液体的经运输的iso集装箱可生产800米的管道段,而现有技术中的管道段为60米,表示效率显著提高。
9.所述设备可进一步包括推进器,所述推进器用于在缠绕过程中推进所述成型器与材料之间的相对运动。所述成型器一端的所述经缠绕材料可与另一端形成互补性适配。所述端部均可呈阶梯式。
10.所述成型器可包括旋转心轴。所述心轴可使用可通过各种孔/装置进行释放的空气压力,帮助所述管释放。所述成型器的横截面积(csa)在缠绕所述材料时减小,而在涂敷可固化液体时增大。所述成型器可包括一个或多个壁区段,所述一个或多个壁区段在减小所述csa时向内移动,在增大所述csa时向外移动。每个壁区段均可呈锥形。
11.所述设备可包括用于将所述成型器锁定至经完成的管上的锁具,同时在为另一管缠绕材料时使所述成型器能够旋转。所述设备可包括用于围绕所述成型器的套筒。所述套筒可由不粘材料(例如,硅树脂)形成。
12.所述模具可形成密封腔,所述经缠绕材料位于所述密封腔内。所述模具可包括用于抵靠所述套筒进行密封的端部密封件。
13.所述涂敷器可包括喷射器。所述可固化液体可包括树脂。
14.所述设备可包括用于加热所述模具的热水系统。所述设备进一步包括用于推进所
述设备以生产连续管的履带式车辆。所述设备可包括用于保持所述材料的辊卷的保持器。
15.所述材料可以是干材料。所述材料可包括复合玻璃纤维。所述材料可以是片材。所述片材可以是大约12米宽。所述材料可在其底面包括粘合剂。
16.根据本发明的另一方面,提供了在安装现场形成管的方法,所述方法包括:将材料缠绕在成型器上;将承载所述经缠绕材料的所述成型器容纳在模具内;和在所述模具内涂敷可固化液体。
17.所述方法可包括在缠绕过程中推进所述成型器与材料之间的相对运动。所述方法可包括减小用于缠绕的所述成型器的csa。所述方法可包括增大用于涂敷所述液体的所述成型器的所述csa。
18.所述方法可包括在缠绕之前将粘合剂涂覆在所述材料上。
19.所述方法可包括所述液体固化以形成所述管。所述方法可包括形成与所述经形成的管相邻的另一管。所述方法可包括将所述这些管装配在一起。所述方法可包括在所述模具中将所述这些经装配的管模制在一起。
20.在本发明的范围内,本发明所述的任何特征均可与本发明所述的任何一个或多个其他特征以任何组合方式进行组合。
附图说明
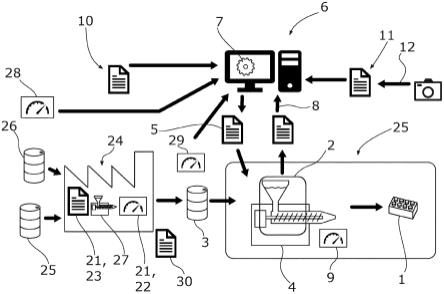
21.本发明的优选特征、实施方案及变体均可从以下“详细说明”中辨别出来,所述详细说明为本领域技术人员提供了实施本发明的充分信息。所述详细说明不应被视为以任何方式限制前述发明摘要的范围。所述详细说明将参照如下若干附图:图1是根据本发明实施方案的管材成型设备的示意图,其中模具处于打开位置;图2是图1所示管材成型设备的示意图,其中模具处于闭合位置;和图3是图1所示管材成型设备的制动器的示意图;和图4示出了使用图1所示管材成型设备形成连续管的顺序。
具体实施方式
22.根据本发明的实施方案,提供了图1所示的行进式管材成型设备100。设备100在安装现场形成连续的工业管。设备100包括呈旋转心轴形式的中心成型器102,干片材104缠绕在所述中心成型器102上。模具106设置为用于容纳承载经缠绕材料104的成型器102。设备100进一步包括用于将可固化液态树脂注入模具106内的材料104的注射器108(即,涂敷器)。
23.有利的是,所述管在其安装现场形成,以配置为有效地形成管道。向所述现场提供材料104及树脂的iso集装箱可生产600米的管道段,而现有技术中的管道段为60米,表示效率显著提高。
24.设备100包括用于保持材料104的辊卷的保持器109。此外,设备100包括用于在缠绕过程中沿成型器102轴向推进所述经保持材料104的托架系统110(即,推进器)。以此种方式,所述经缠绕材料102的端部均形成阶梯112,阶梯112互补地适配在一起用于相邻的绕组。对于成型器102的每一转,托架系统110移动设定的度数。每转的移动度数可以是设定的
毫米数。例如,10
ꢀ‑ꢀ
12 mm移动将创建100
ꢀ‑ꢀ
120 mm的锥形连接,并且下一个经缠绕段在相反方向上复制此锥形,从而创建完美的围巾式或阶梯式连接。
25.成型器102包括一对锥形壁区段114a、114b。壁区段114a、114b向内移动以减小用于缠绕材料104的成型器102的横截面积(csa)。与此相反,壁区段114a、114b向外移动以增大用于注入树脂的成型器102的csa。
26.设备100进一步包括用于推进设备100以生产连续管的履带式车辆116。
27.图2示出了模具106围绕承载经缠绕材料104的成型器102闭合,并且准备好注入树脂。壁区段114a、114b已向外移动以将成型器102的csa增大至待形成的管的内直径。设备100包括热水系统200,所述热水系统200用于通过提供65℃的热水通过模具106来加热模具106,以避免冲击所注入的树脂。所有管材料及组件均保持在恒温状态,以确保恒定的质量控制及材料处理。
28.参照图3,设备100包括用于将成型器102锁定至经完成的管302上的锁定制动器300,同时在为另一相邻管缠绕材料104时使成型器102能够仍然旋转。制动器300在经完成的管302内膨胀以将成型器102锁定在适当位置,并在推进成型器102时缩回。
29.成型器102可在保持在先前经固化的管段302内的同时旋转。成型器102的后段与承载干材料104的主段分开。后段经由将其锁定至经固化管段302的锁定制动器300而机械地保持在成型器102的较长主段上。反过来,两个成型器段与轴承系统连接,从而使得后段作为制动器保持锁定而不转动,而前段则转动以带上玻璃纤维材料104。
30.设备100还包括用于围绕成型器102的套筒304。套筒304由不粘硅树脂材料形成以抵抗树脂的粘连。套筒304还可包括额外的脱模剂。模具106还包括端部密封件,其用于抵靠套筒304进行密封以形成密封腔,经缠绕材料104位于所述密封腔内。
31.材料104包括复合玻璃纤维,并且以大约12米宽的片材形式提供。或者,所述片材可包括组成12米的较小宽度的组件。材料104包括涂覆在其底面的粘合剂以促进将所述经缠绕材料粘附至其自身上。当注入树脂时,粘合剂会溶解。
32.现参照图4,描述使用设备100在安装现场形成连续管的方法。
33.在最初的第1阶段,现场设备100设置有可旋转的成型器102。
34.在第2阶段,将片材104以预定的壁厚缠绕在具有减小的csa的旋转成型器102上。将粘合剂施加到存储辊和成型器102之间的干材料104上。托架系统110使材料104相对于旋转成型器102推进以形成端部阶梯112。
35.在第3阶段,第一次缠绕完成。接着,模具106容纳承载经缠绕材料104的成型器102。成型器102的csa增大至所述管的期望内直径,压缩经分层的玻璃纤维,确保最终树脂与玻璃的比率。然后将树脂注入模具106内以对材料104进行后浸渍,完全润湿玻璃纤维,留下完全无空隙的结构。然后液态树脂固化形成管302。
36.成型器102的csa减小,且包括成型器102的设备100使用车辆116相对于固化管302前进。制动器将成型器102锁定至固化管302。
37.在第4阶段,当片材104缠绕在旋转成型器102上时,在与经形成管302相邻处形成另一管,如前面关于上述第2阶段所描述。如前所述,将树脂注入模具106内以对材料104进行后浸渍,并且液态树脂固化以形成所述相邻的管302。
38.在第5阶段,两根管302在其端部装配在一起。接点容纳在模具106中并进行模制以
将所述这些管牢固地紧固在一起。以此种方式,模具106具有一小段环形圈或滚花段,以提供机械结合。或者,所述这些管端部可粘合或焊接在一起。
39.在第6阶段,成型器102推进至下一个相邻位置以形成所述连续管的下一段,依此类推。以此种方式,可以12米长的任何直径及任何指定壁厚的管段形成连续的复合管道,所述管道具有光滑且不可检测的接点,所述接点在结构上与主层压板一样好。所述经完成的管道能够承载当今管道中使用的任何及所有材料。
40.设备100在现场使用最少的外部机械或支持设备(即,起重机类、焊接、持续的重型运输)进行操作。设备100生产用于地上、地下、上方或下方的河流、河口或上方或下方的海洋环境的管道。此外,设备100由cnc自动控制,具有gps引导及机器人控制的处理系统。
41.本领域技术人员将理解在不脱离本发明范围的情况下可做出许多实施方案及变化。
42.设备100可使用但不限于当今市场上可用的所有类型的聚酯、乙烯基酯、环氧树脂、酚醛树脂类和塑料聚合物类及变体类。设备100不限于前述树脂,并且其他及新型先进材料可在其可用时进行使用。此外,所述可固化液体可包括添加至树脂中的催化剂类或硬化剂类。
43.在一个实施方案,可使用预浸料类,由此提供复合材料104,其中增强纤维以一定比例与热塑性或热固性树脂基质进行预浸渍。
44.材料104可包括碳纤维、芳纶、e-玻璃(e-glass)、s-玻璃、combimat、mouldmat、和/或组合及变体。
45.可修改和调整上述锥形连接设计以适应工程师指定设计参数的变量。
46.在一个实施方案,呈旋转心轴形式的成型器102使用可通过各种孔/装置进行释放的空气压力,帮助所述管释放。空气通过所述心轴上的小孔进行释放。像活塞这样的小阀门均与所述心轴齐平,并且当它们被激活时,便会缩回,从而使空气压力帮助释放所述管302。
47.依照法规,本发明已用或多或少特定于结构或方法特征的语言进行了描述。应当理解,本发明不限于所示出或描述的特定特征,因为本发明描述的方法包括将本发明付诸实施的优选形式。
48.在整个说明书中,当提及“一个实施方案”或“实施方案”意指结合所述实施方案所描述的特定特征、结构或特性包括在本发明的至少一个实施方案中。因此,贯穿本说明书的各处出现的短语“在一个实施方案”或“在实施方案中”不一定均指同一实施方案。此外,特定特征、结构或特性均可以任何合适的方式以一种或多种组合方式进行组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。