1.本发明涉及制造玻璃膜的方法。
背景技术:
2.近年来,迅速普及的智能手机、平板型pc等移动终端要求薄型、轻量,因此现状是,对于被组装于这些终端的玻璃基板,也提高了针对薄板化的要求。在这种现状下,到了开发并制造薄板化(例如厚度为300μm以下)至膜状的玻璃基板即玻璃膜的程度。
3.例如,在专利文献1中公开有利用溢流下拉法制造玻璃膜的方法。该制造方法包括:成形工序,利用成形部成形带状的母材玻璃膜(玻璃带);搬运工序,利用横搬运部将母材玻璃膜沿着搬运方向搬运,并且分割为成为产品的部分(以下称作“产品玻璃膜”)与非产品部;以及卷绕工序,其利用卷绕部将产品玻璃膜呈卷状卷绕。
4.在横搬运部设置有将母材玻璃膜分割为产品玻璃膜与非产品部的切断装置。通过利用该切断装置将母材玻璃膜切断而形成的带状的非产品部是包括母材玻璃膜的宽度方向的端部(耳部)的不需要部分。该非产品部在由横搬运部搬运的中途被废弃。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2015-174744号公报
技术实现要素:
8.发明要解决的课题
9.在如上述那样制造玻璃膜的情况下,有时在搬运中的非产品部产生裂纹。以下,关于该裂纹的产生的方式,参照图9进行说明。图9是示出将母材玻璃膜分割成产品玻璃膜与非产品部的状态的俯视图。
10.母材玻璃膜g1具有宽度方向的端部ga、gb。母材玻璃膜g1被搬运装置101沿着横搬运方向gx搬运。母材玻璃膜g1在该搬运的中途被切断装置102分割为产品玻璃膜g2与非产品部gc。产品玻璃膜g2被在搬运装置101的下游侧配置的卷绕装置103呈卷状卷绕。非产品部gc在其搬运中途从产品玻璃膜g2的搬运路径脱离,伴随着折断等工序被废弃。
11.可能在非产品部gc的最下游侧的端部(前端部)产生裂纹cr。该裂纹cr若置之不理,则有时如在图9中由箭头a所示向上游侧(与横搬运方向gx相反的方向)呈直线状进展。
12.若在非产品部gc产生的裂纹cr向上游侧进展,则可能到达母材玻璃膜g1的切断部位。若进一步置之不理,则也有时裂纹cr到达成形工序。
13.因此,在以往的玻璃膜的制造方法中,有可能由于在非产品部产生的裂纹而阻碍母材玻璃膜的切断,或者给成形工序中的母材玻璃膜的制造带来障碍。
14.本发明是鉴于上述情况而完成的,技术课题在于抑制在由于将玻璃膜的宽度方向的端部切断而形成的非产品部产生的裂纹的进展。
15.用于解决课题的方案
16.本发明是为了解决上述的课题的一种玻璃膜的制造方法,包括:利用成形装置成形带状的玻璃膜的成形工序以及利用搬运装置沿着横搬运方向搬运所述玻璃膜的搬运工序,所述玻璃膜的制造方法的特征在于,所述搬运工序包括将所述玻璃膜的宽度方向的端部作为非产品部而去除的切断工序以及废弃所述非产品部的废弃工序,在所述废弃工序中,利用引导构件将沿着所述玻璃膜的长度方向在所述非产品部产生的裂纹引导为向所述非产品部的宽度方向的外端部进展。
17.根据该结构,能够在废弃工序中利用引导构件使在非产品部产生的裂纹向该非产品部的外端部进展。由此,能够抑制裂纹朝向成形工序的进展。
18.也可以是,所述引导构件包括辊。通过在接触到非产品部时使引导构件旋转,从而能够抑制裂纹向上游侧的进展,并且适当搬运非产品部。
19.也可以是,所述引导构件在所述非产品部产生了所述裂纹时与所述非产品部接触。由此,在非产品部未产生裂纹的状态下,不对该非产品部施加阻力,就能够适当搬运并废弃该非产品部。
20.可以是,所述引导构件在所述非产品部产生了所述裂纹时从与所述非产品部分离的待机位置朝向所述非产品部移动。由此,在非产品部产生了裂纹时,能够使引导构件与该非产品部可靠地接触。
21.也可以是,本发明的玻璃膜的制造方法包括将利用所述成形工序成形的所述玻璃膜的搬运方向从纵向变换为所述横搬运方向的方向变换工序。
22.也可以是,在本发明的玻璃膜的制造方法中,所述成形装置具备执行溢流下拉法的长条状的成形体,所述成形体具备:溢流槽,其沿着所述成形体的长度方向构成为长条状;以及供给部,其从所述成形体的所述长度方向的一端部侧向所述溢流槽供给熔融玻璃,所述溢流槽具备该溢流槽的长度方向上的第一端部和第二端部,所述第一端部位于所述供给部侧,所述玻璃膜包括:所述宽度方向的一端部,其由从所述溢流槽的所述第一端部溢出的熔融玻璃成形;以及所述宽度方向的另一端部,其由从所述溢流槽的所述第二端部溢出的熔融玻璃成形,所述非产品部包括:第一非产品部,其包括所述玻璃膜的所述宽度方向的所述一端部;以及第二非产品部,其包括所述玻璃膜的所述宽度方向的所述另一端部,所述引导构件包括:第一引导构件,其引导在所述第一非产品部产生的所述裂纹;以及第二引导构件,其引导在所述第二非产品部产生的所述裂纹,所述第一引导构件的数量比所述第二引导构件的数量多。在第一非产品部容易产生裂纹,通过增多第一引导构件的设置数量,从而能够更可靠地使在第一非产品部产生的裂纹向外端部进展。
23.发明效果
24.根据本发明,能够抑制在由于将玻璃膜的宽度方向的端部切断而形成的非产品部产生的裂纹的进展。
附图说明
25.图1是示出本发明的玻璃膜的制造方法的第一实施方式的侧视图。
26.图2是示出玻璃膜的制造方法的俯视图。
27.图3是示出玻璃膜的制造方法中的成形工序的主视图。
28.图4是示出玻璃膜的制造方法中的搬运工序的侧视图。
29.图5是示出玻璃膜的制造方法中的废弃工序的俯视图。
30.图6是示出玻璃膜的制造方法中的废弃工序的侧视图。
31.图7是示出玻璃膜的制造方法中的废弃工序的俯视图。
32.图8是示出第二实施方式的玻璃膜的制造方法的俯视图。
33.图9是示出以往的玻璃膜的制造方法的俯视图。
具体实施方式
34.以下,参照附图对本发明的实施方式进行说明。图1至图7示出本发明的玻璃膜的制造方法的第一实施方式。
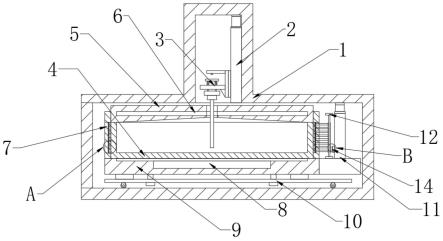
35.图1以及图2示出在本方法中使用的玻璃膜(玻璃卷)的制造装置的整体结构。制造装置1具备:成形装置2,其从熔融玻璃成形带状的母材玻璃膜(玻璃带)g1;方向变换装置3,其变换母材玻璃膜g1的行进方向;横搬运装置4,其沿着横搬运方向gx搬运母材玻璃膜g1;以及卷绕装置5,其将通过去除母材玻璃膜g1的宽度方向端部ga、gb的不需要部分(耳部)而成的产品玻璃膜g2呈卷状卷绕而形成玻璃卷gr。
36.需要说明的是,在本实施方式中,产品玻璃膜g2的厚度为300μm以下,优选为100μm以下。
37.如图1至图3所示,成形装置2具备:成形体6,其执行溢流下拉法并为长条状且剖视大致楔形状;边缘辊7,其配置于成形体6的正下方,并从表背两侧夹着从成形体6溢出的熔融玻璃;以及退火炉8,其配备于边缘辊7的正下方。
38.成形体6具备:溢流槽9,其形成于该成形体6的上部;导向部10a、10b,它们限制熔融玻璃的流动;以及供给部11,其从成形体6的长度方向的一端部侧向溢流槽9供给熔融玻璃。
39.溢流槽9沿着成形体6的长度方向构成为长条状。溢流槽9具备底面9a、长度方向上的第一端部9b以及第二端部9c。底面9a构成为随着从第一端部9b趋向第二端部9c而其深度逐渐变浅的倾斜面。第一端部9b是位于供给部11侧的端部。第二端部9c位于比第一端部9b远离供给部11的位置。
40.导向部10a、10b包括与溢流槽9的第一端部9b对应的第一导向部10a以及与溢流槽9的第二端部9c对应的第二导向部10b。第一导向部10a对从溢流槽9的第一端部9b溢出的熔融玻璃的流动进行限制。第二导向部10b对从溢流槽9的第二端部9c溢出的熔融玻璃的流动进行限制。
41.供给部11连结于溢流槽9的第一端部9b。供给部11例如由铂或者铂合金构成为管状。
42.成形装置2利用各导向部10a、10b限制从成形体6的溢流槽9的上方溢流了的熔融玻璃,并且使该熔融玻璃沿着成形体6的两侧面分别流下,在成形体6的下端合流,且成形为膜状。边缘辊7对熔融玻璃的宽度方向收缩进行限制从而制成规定宽度的母材玻璃膜g1。退火炉8用于对母材玻璃膜g1实施除应变处理。该退火炉8具有上下方向多段配设的退火辊8a。
43.在退火炉8的下方配设有从表背两侧夹持母材玻璃膜g1的支承辊12。在支承辊12与边缘辊7之间或者支承辊12与任一部位的退火辊8a之间赋予有用于促进使母材玻璃膜g1
成为薄壁的张力。
44.方向变换装置3将母材玻璃膜g1的行进方向从纵向变换为横搬运方向gx。方向变换装置3设置于支承辊12的下方位置。方向变换装置3具备引导母材玻璃膜g1的多个导向辊3a。多个导向辊3a为了变更母材玻璃膜g1的搬运方向而呈弯曲状排列。
45.如图3所示,母材玻璃膜g1包括:宽度方向的一端部ga,其由从成形体6的溢流槽9的第一端部9b溢出的熔融玻璃成形;以及宽度方向的另一端部gb,其由从溢流槽9的第二端部9c溢出的熔融玻璃成形。
46.横搬运装置4在母材玻璃膜g1的行进方向上配置于方向变换装置3的下游侧。横搬运装置4具有第一搬运装置13、第二搬运装置14以及第三搬运装置15。第一搬运装置13配置于方向变换装置3的下游侧。第二搬运装置14配置于第一搬运装置13的下游侧。第三搬运装置15配置于第二搬运装置14的下游侧。
47.第一搬运装置13以及第二搬运装置14例如由带式输送机构成,但并不限定于此,也可以由辊输送机及其他各种输送机构成。第一搬运装置13具备输送带13a。输送带13a将已通过方向变换装置3的母材玻璃膜g1沿着横搬运方向gx向下游侧的第二搬运装置14连续地搬运。
48.第二搬运装置14具备:输送带14a;切断装置16,其将母材玻璃膜g1的宽度方向端部(耳部)ga、gb作为非产品部gc1、gc2而切断;以及引导构件17a、17b,其对在非产品部gc1、gc2产生的裂纹cr的进展的方向进行限制。
49.输送带14a将母材玻璃膜g1向该输送带14a的中途部搬运,在该中途部,将通过切断母材玻璃膜g1而形成的产品玻璃膜g2以及非产品部gc1、gc2向下游侧搬运。
50.切断装置16例如通过激光割断而切断母材玻璃膜g1,但并不限定于该切断方式。切断装置16包括一对激光照射装置16a以及在该激光照射装置16a的下游侧配置的一对冷却装置16b。切断装置16在从各激光照射装置16a对所搬运的母材玻璃膜g1的规定部位照射激光而进行了加热之后,从冷却装置16b释放出冷媒而对该加热部位进行冷却。
51.引导构件17a、17b包括:第一引导构件17a,其与包括母材玻璃膜g1的宽度方向的一端部ga的第一非产品部gc1对应;以及第二引导构件17b,其与包括母材玻璃膜g1的宽度方向的另一端部gb的第二非产品部gc2对应。
52.引导构件17a、17b由辊构成,但并不限定于该结构。各引导构件17a、17b配置于切断装置16的下游侧。另外,各引导构件17a、17b以在非产品部gc1、gc2产生了裂纹cr时与该非产品部gc1、gc2接触的方式配置于输送带14a的上方。各引导构件17a、17b构成为能够通过移动机构而在上下方向以及水平方向上移动。
53.第三搬运装置15在将产品玻璃膜g2固定保持的状态下将该产品玻璃膜g2向下游侧搬运。第三搬运装置15例如由具有输送带15a的吸附输送机构成。
54.在本实施方式中,“固定保持”的意思是指在由第三搬运装置15搬运产品玻璃膜g2的搬运中输送带15a与产品玻璃膜g2的搬运中的部位这两者不相对移动。即,在固定保持有产品玻璃膜g2的状态下,输送带15a的表面和与该表面接触的产品玻璃膜g2的下表面的一部分在搬运中不相对移动。
55.在输送带15a形成有将该输送带15a沿厚度方向贯通的多个吸附用孔(省略图示)。另外,在输送带15a的内周侧配置有与真空泵等连接的负压产生装置(省略图示)。负压产生
装置产生用于借助吸附用孔而吸附产品玻璃膜g2的负压。
56.由此,输送带15a的表面利用吸附对产品玻璃膜g2的下表面进行固定保持。被输送带15a吸附的状态的产品玻璃膜g2在与该输送带15a的进给速度相同的搬运速度的条件下,被向搬运路径的下游侧搬运。
57.产品玻璃膜g2通过第三搬运装置15的固定保持,从而在第二搬运装置14与第三搬运装置15之间的区域以松弛的状态被搬运,且在第三搬运装置15与卷绕装置5之间以沿其长度方向被赋予了张力的状态被搬运。
58.卷绕装置5设置于第三搬运装置15的下游侧。卷绕装置5具有:卷绕辊18;马达(省略图示),其驱动该卷绕辊18旋转;以及保护片供给部19,其向卷绕辊18供给保护片ps。卷绕装置5从保护片供给部19使保护片ps与产品玻璃膜g2重合,并且利用马达使卷绕辊18旋转,从而将产品玻璃膜g2呈卷状卷绕。已卷绕的产品玻璃膜g2构成为玻璃卷gr。
59.以下,对使用上述结构的制造装置1制造玻璃膜g1、g2(玻璃卷gr)的方法进行说明。本方法包括:成形工序,成形母材玻璃膜g1;搬运工序,搬运各玻璃膜g1、g2;以及卷绕工序,将产品玻璃膜g2呈卷状卷绕。
60.在成形工序中,使从成形装置2中的成形体6的溢流槽9的上方溢流了的熔融玻璃沿着两侧面分别流下,并在下端合流而将该熔融玻璃成形为膜状。此时,利用边缘辊7限制熔融玻璃的宽度方向收缩从而制成规定宽度的母材玻璃膜g1。之后,利用退火炉8对母材玻璃膜g1实施除应变处理。母材玻璃膜g1在由支承辊12赋予的张力的作用下,形成为规定的厚度。
61.在搬运工序中,利用方向变换装置3将已通过成形工序成形的母材玻璃膜g1的搬运方向从纵向变换为横搬运方向gx(方向变换工序)。而且,在搬运工序中,利用第一搬运装置13以及第二搬运装置14搬运母材玻璃膜g1,利用第二搬运装置14以及第三搬运装置15搬运产品玻璃膜g2。
62.搬运工序包括:切断工序,将母材玻璃膜g1分割为产品玻璃膜g2与非产品部gc1、gc2;以及废弃工序,将非产品部gc1、gc2废弃。
63.如图4所示,在切断工序中,利用第二搬运装置14的输送带14a将母材玻璃膜g1向下游侧进给,并且在切断装置16中,从激光照射装置16a向母材玻璃膜g1的一部分照射激光而进行加热。之后,利用冷却装置16b向已加热的部位吹送冷媒。由此,在母材玻璃膜g1产生热应力。预先在母材玻璃膜g1形成有初始裂纹,切断装置16使该裂纹在热应力的作用下进展。由此,从母材玻璃膜g1形成产品玻璃膜g2与非产品部gc1、gc2。
64.母材玻璃膜g1的一端部ga在切断后成为第一非产品部gc1的宽度方向的外端部gd并残留于该第一非产品部gc1。另外,母材玻璃膜g1的另一端部gb在切断后成为第二非产品部gc2的宽度方向的外端部gd并残留于该第二非产品部gc2。
65.在废弃工序中,非产品部gc1、gc2被第二搬运装置14向下游侧搬运。之后,非产品部gc1、gc2从产品玻璃膜g2的搬运路径向下方脱离,被切断成适合废弃的长度。通过使非产品部gc1、gc2的上表面侧凸出地弯曲并赋予弯曲应力,从而执行用于该废弃的切断。在本实施方式中,为了使非产品部gc1、gc2的切断容易,从上表面侧利用加伤构件(省略图示)每隔适合废弃的长度对非产品部gc1、gc2的外端部gd造成损伤。由此,容易以该损伤作为起点将非产品部gc1、gc2切断(破断)。作为加伤构件能够使用金刚石磨石、金刚石刀头、砂纸等。
66.对于非产品部gc1、gc2而言,在上述的切断时,有时在该非产品部gc1、gc2的前端部ge(通过切断形成的端部)产生裂纹cr。在废弃工序中,利用引导构件17a、17b限制该裂纹cr的进展的方向,以避免该裂纹cr向上游侧进展并到达切断装置16切断母材玻璃膜g1的切断位置(引导工序)。
67.具体而言,引导构件17a、17b将在非产品部gc1、gc2产生的裂纹cr引导为向该非产品部gc1、gc2的宽度方向的外端部gd进展。
68.以下,以在第一非产品部gc1产生裂纹cr并利用第一引导构件17a引导该裂纹cr的情况为例进行说明。
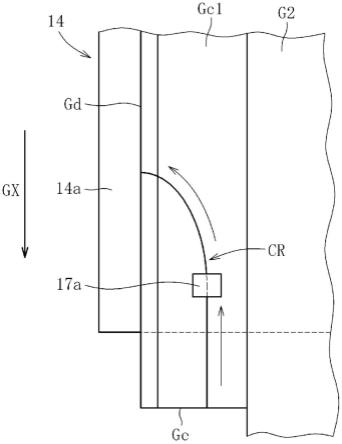
69.如图5所示,在第一非产品部gc1的前端部ge产生的裂纹cr要沿着第一非产品部gc1的长度方向朝向上游侧呈直线进展。
70.由本发明人们确认了如下现象:在裂纹cr向与横搬运方向gx相反的方向进展的过程中,非产品部gc1、gc2的一部分从输送带15a浮起。即,如图6所示,若在第一非产品部gc1产生裂纹gr,则伴随着该裂纹gr向上游侧的进展,该第一非产品部gc1的一部分上升(从输送带14a分离),并与第一引导构件17a接触。
71.因此,第一引导构件17a能够在未产生裂纹cr的状态下,不与第一非产品部gc1接触并使该第一非产品部gc1通过,能够仅在产生了裂纹cr的情况下,与该第一非产品部gc1接触。
72.如图6所示,第一引导构件17a能够从与第一非产品部gc1分离的待机位置(由双点划线表示的位置)朝向能够与裂纹cr进展的第一非产品部gc1接触的位置(引导位置)向下方移动。在第一非产品部gc1产生了裂纹cr的情况下,由传感器检测出该第一非产品部gc1的一部分的浮起,并与该检测出相应地使移动机构动作,从而能够实现第一引导构件17a的移动。或者也可以是,在第一非产品部gc1产生了裂纹cr的情况下,通过监视者操作移动机构从而使第一引导构件17a从待机位置朝向第一非产品部gc1移动。
73.并不局限于上述的第一引导构件17a的移动方式,也可以预先将该第一引导构件17a定位于在第一非产品部gc1的一部分浮起的情况下能够接触的位置(在图6中由实线表示的第一引导构件17a的位置)。由此,不使第一引导构件17a移动,就能够使该第一引导构件17a与裂纹cr所行进的第一非产品部gc1接触。
74.若第一非产品部gc1的一部分与第一引导构件17a接触,则对该第一非产品部gc1的一部分作用该第一引导构件17a的按压力。由此,第一非产品部gc1中的裂纹cr的行进方向变更。
75.如图7所示,裂纹cr沿着第一非产品部gc1的长度方向呈直线状行进直到到达第一引导构件17a,但在通过了第一引导构件17a之后改变行进方向。即,裂纹cr以与第一引导构件17a重叠的方式向上游侧通过了之后,朝向第一非产品部gc1的外端部gd行进。当裂纹cr到达外端部gd时,第一非产品部gc1的一部分被分割,裂纹cr的进展结束。之后,不存在裂纹cr的第一非产品部gc1从第一引导构件17a的上游侧向下游侧通过。需要说明的是,各引导构件17a、17b优选为以在俯视时与各非产品部gc1、gc2的外端部gd不重叠的方式配置于在宽度方向上与各外端部gd分离的位置(参照图7)。
76.在卷绕工序中,从保护片供给部19向产品玻璃膜g2供给保护片ps,并利用卷绕装置5的卷绕辊18将由第三搬运装置15搬运的产品玻璃膜g2呈卷状卷绕。通过利用卷绕辊18
卷绕规定长度的产品玻璃膜g2,从而完成玻璃卷gr。
77.根据以上说明的本实施方式的玻璃膜g1、g2的制造方法,在废弃工序中,在非产品部gc1、gc2产生了裂纹cr的情况下,能够利用引导构件17a、17b使该裂纹cr向非产品部gc1、gc2的外端部gd进展。由此,限定地抑制裂纹cr的进展,并能够防止该裂纹cr向比废弃工序靠上游侧的切断工序、成形工序进展。
78.图8示出本发明的玻璃膜的制造方法的第二实施方式。在本实施方式中,第二搬运装置14中的引导构件17a、17b的结构与第一实施方式不同。
79.在本实施方式的制造装置1中,第一引导构件17a的数量比第二引导构件17b的数量多。即,第二引导构件17b由一个辊构成,但第一引导构件17a包括在横搬运方向gx上分离的两个辊。根据经验可知在作为供给部11侧的第一非产品部gc1容易产生裂纹cr。在产生裂纹cr,且裂纹cr通过了第一个(在横搬运方向gx中为下游侧)第一引导构件17a之后,即使未完全将裂纹cr引导至外端部gd,借由通过第二个(在横搬运方向gx中为上游侧)第一引导构件17a,也能够将裂纹cr向外端部gd引导。
80.需要说明的是,本发明并不限定于上述实施方式的结构,也不限定于上述的作用效果。本发明能够在不脱离本发明的主旨的范围内进行各种变更。
81.在上述的实施方式中,示出了利用辊构成引导构件17a、17b的例子,但本发明并不限定于该结构。引导构件17a、17b例如能由棒材、板材、活塞及其他能够与非产品部gc1、gc2接触的构件构成。
82.在上述的实施方式中,例示了一个或者两个第一引导构件17a、以及一个第二引导构件17b,但各引导构件17a、17b的数量并不限定于上述实施方式。
83.附图标记说明
[0084]2ꢀꢀꢀ
成形装置
[0085]4ꢀꢀꢀ
横搬运装置
[0086]6ꢀꢀꢀ
成形体
[0087]9ꢀꢀꢀ
溢流槽
[0088]
9b
ꢀꢀꢀ
溢流槽的第一端部
[0089]
9c
ꢀꢀꢀ
溢流槽的第二端部
[0090]
11
ꢀꢀꢀ
供给部
[0091]
17a
ꢀꢀꢀ
第一引导构件
[0092]
17b
ꢀꢀꢀ
第二引导构件
[0093]
cr
ꢀꢀꢀꢀ
裂纹
[0094]
g1
ꢀꢀꢀꢀ
母材玻璃膜
[0095]
ga
ꢀꢀꢀꢀ
母材玻璃膜的宽度方向的一端部
[0096]
gb
ꢀꢀꢀꢀ
母材玻璃膜的宽度方向的另一端部
[0097]
g2
ꢀꢀꢀꢀ
产品玻璃膜
[0098]
gc1
ꢀꢀꢀꢀ
第一非产品部
[0099]
gc2
ꢀꢀꢀꢀ
第二非产品部
[0100]
gd
ꢀꢀꢀꢀ
非产品部的外端部
[0101]
gx
ꢀꢀꢀꢀ
横搬运方向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。