1.本技术涉及器具技术领域,尤其涉及烹饪器具及其制备方法。
背景技术:
2.目前器具用不粘材料主要有氟涂料、陶瓷涂料和有机硅树脂。三者主要以喷涂形式在锅内表面制备不粘涂层,以达到加热食物时不粘的目的。氟涂料的不粘原理主要是含氟聚合物具有极低的表面自由能。陶瓷涂料主要是硅氧键,无机硅占主要成分的涂料。主要是在锅体表面形成纳米结构从而达到不粘的效果。有机硅树脂主要是利用其表面能低的特点达到不粘的效果。这三种涂料虽有不粘效果,但都有明显的缺陷:氟涂料不粘涂层不耐磨损,炒菜不能用铁铲,也不能用钢丝球、百洁布清洗,高温下分解可能产生有害物质,磨损后不粘性下降;陶瓷涂料不粘效果较氟涂料差,持久不粘性也不好,一般使用3~6个月涂层容易脱落;有机硅涂料不粘效果也较氟涂料差,接触高温或明火后颜色容易发黄或发灰,且高温下硬度下降,容易产生“回粘”现象。由此可见,目前烹饪器具的持久不粘性较差。
技术实现要素:
3.本发明提供了一种烹饪器具,可以有效提高烹饪器具的持久不粘性,提高烹饪器具的使用寿命。
4.第一方面,本技术实施例提供一种烹饪器具的制备方法,包括以下步骤:
5.将基材经过拉伸成型形成具有烹饪腔的锅体;将金属粉末采用喷涂工艺在所述锅体内表面形成合金涂层;将冷却后的所述锅体内表面的合金涂层进行激光重熔处理,使得所述合金涂层转变为高熵合金涂层,所述高熵合金涂层具有不粘性。
6.在上述方案中,通过激光重熔处理使得合金涂层高熵合金化,由于高熵合金由于不同元素原子半径差异导致晶格畸变效应,使合金微观结构无序化程度更高,产生非晶化趋势,高熵合金的高熵显著降低了自由能,从而相对于普通材料具有更低的表面能,产生不粘的效果;并且其微观上的晶格畸变也能提高材料的硬度和强度,进一步提高复合不粘涂料的耐磨性;有效提高烹饪器具的持久不粘性,提高烹饪器具的使用寿命。
7.在一种可行的实施方案中,所述高熵合金涂层中的元素包括mg、al、sc、ti、v、cr、mn、fe、co、ni、cu、zn、zr、nb、mo、sn、hf、ta、w、pb、si及b中的至少四种。
8.在上述方案中,各个金属元素为常用的金属元素,组合形成的高熵合金能够降低生产成本,并且由于高熵合金具有更低的表面能,可以产生不粘效果。
9.在一种可行的实施方案中,所述金属粉末包括如下特征a~b中的至少一种:
10.a.所述金属粉末包括金属单质粉末,所述金属单质包括sc、ti、v、cr、mn、fe、co、ni、cu、zn、nb、mo、sn、hf、ta、w及pb中的至少四种;
11.b.所述金属粉末包括合金粉末,所述合金包括mofe、tife、tiv、nico、cocr及nicr中的至少两种。
12.在上述方案中,金属粉末可以采用金属单质粉末和/或金属合金粉末,对原材料的
限制较低,可以有效降低成本。
13.在一种可行的实施方案中,所述高熵合金涂层中各元素的摩尔含量为5%~35%。以保证合金的多主元特征,可以提高合金结构的无序化程度。
14.在一种可行的实施方案中,所述合金涂层的厚度为30um~150um。
15.在上述方案中,合金涂层的厚度大于150um时,不利于后续的激光重熔处理,基材元素无法和合金涂层充分合金化,容易产生成份偏析,并且涂层的结合力下降;合金涂层的厚度小于30um时,在激光重熔处理时,基材容易暴露,烹饪器具的使用寿命降低。
16.在一种可行的实施方案中,所述喷涂工艺包括热喷涂工艺或冷喷涂工艺,其中,所述热喷涂工艺包括等离子喷涂、超音速火焰喷涂、氧乙炔火焰喷涂、电弧喷涂和爆炸喷涂中的至少一种。
17.在上述方案中,采用热喷涂工艺,可降低原材料消耗,使得喷涂形成的均热层能够具有较好的致密性,与锅体的结合力增强,不易脱落。
18.在一种可行的实施方案中,所述喷涂工艺为等离子喷涂工艺,所述等离子喷涂工艺包括如下特征a~f中的至少一种:
19.a.所述金属粉末的平均粒径为300目~1000目;
20.b.所述喷涂距离为140mm~160mm
21.c.所述喷涂电流为400a~450a;
22.d.所述金属粉末的送粉速度为20g/min~40g/min;
23.e.在喷涂过程中,所需的等离子工作气体包括氩气和氢气,其中,所述氩气的气体流量为40l/min~70l/min,所述氢气的气体流量为6l/min~10l/min;
24.f.在喷涂过程中,采用多次喷涂法,单次喷涂的层厚度为0.05mm。
25.在上述方案中,将等离子喷涂工艺的相关参数控制在上述范围内,有利于在锅体内表面形成均匀的合金涂层,并且可以提高合金涂层的致密性及结合力。
26.在一种可行的实施方案中,所述激光重熔处理包括如下特征a~f中的至少一种:
27.a.激光功率0.5kw~2kw;
28.b.扫描速度10m/min~15m/min;
29.c.激光光斑的直径为3mm~10mm;
30.d.搭接率为50%~70%;
31.e.所述激光重熔处理的处理温度为所述合金涂层中熔点最高的金属的熔点温度;
32.f.在激光重熔处理时使用氩气沿激光加工方向吹气保护所述锅体。
33.在上述方案中,将激光重熔处理的工艺参数控制在上述范围内,有利于合金涂层与基材中的各个元素通过重熔形成高熵合金,增加合金涂层局部的无序程度,高熵合金涂层的组织均匀致密,具有较低的表面能,使得烹饪器具具有持久不粘性。
34.在一种可行的实施方案中,在将冷却后的所述锅体内表面的合金涂层进行激光重熔处理后,所述方法还包括:
35.对所述锅体内表面的高熵合金涂层进行砂光抛光处理,使得所述高熵合金涂层的表面粗糙度ra控制为3um~5um。
36.在上述方案中,激光重熔处理后的高熵合金涂层表面粗糙度较大,容易降低用户的使用体验,在使用过程中容易与锅铲发生碰撞,降低烹饪器具的使用寿命。
37.在一种可行的实施方案中,所述基材的材质包括不锈钢、铝、铝合金、低碳钢、铁、钛、钛合金和镁合金中的至少一种。
38.在上述方案中,基材适用范围大,可以降低生产成本。
39.第二方面,本技术实施例提供一种烹饪器具,所述烹饪器具包括锅体及形成于所述锅体表面的高熵合金涂层,所述高熵合金涂层的材质为高熵合金;其中,所述高熵合金中的元素包括mg、al、sc、ti、v、cr、mn、fe、co、ni、cu、zn、zr、nb、mo、sn、hf、ta、w、pb、si及b中的至少四种。
40.在上述方案中,由于高熵合金由于不同元素原子半径差异导致晶格畸变效应,使合金微观结构无序化程度更高,产生非晶化趋势,高熵合金的高熵显著降低了自由能,从而相对于普通材料具有更低的表面能,产生不粘的效果;有效提高烹饪器具的持久不粘性,提高烹饪器具的使用寿命。
41.在一种可行的实施方案中,所述高熵合金涂层中各元素的摩尔含量为5%~35%。以保证合金的多主元特征,可以提高合金结构的无序化程度。
42.在一种可行的实施方案中,所述高熵合金涂层的厚度为30um~150um。
43.在上述方案中,不粘涂层的厚度大于150um时,涂层结合力下降;不粘涂层的厚度小于30um时,持久不粘性下降,在使用过程中基材容易暴露,烹饪器具的使用寿命降低。
44.在一种可行的实施方案中,所述高熵合金涂层采用喷涂工艺形成于所述锅体的内表面,并经过激光重熔处理。
45.在上述方案中,通过激光重熔处理,可以将形成于锅体内表面的合金熔炼高熵合金化,从而降低材料表面能,产生持久不粘效果。
附图说明
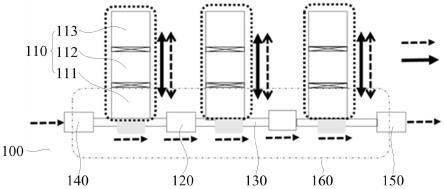
46.图1为本技术实施例所提供烹饪器具的制备方法的工艺流程图;
47.图2为本技术实施例提供的高熵合金的微观结构示意图;
48.图3a为本技术实施例提供的烹饪器具的结构示意图;
49.图3b为本技术实施例提供的烹饪器具的一种截面示意图;
50.图3c为本技术实施例提供的烹饪器具的另一种截面示意图。
51.附图标记:
52.10-锅体(基材);
53.11-高熵合金涂层;
54.12-不粘涂层。
55.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
具体实施方式
56.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
57.在本说明书的描述中,除非另有明确的规定和限定,术语“第一”、“第二”仅用于描
述的目的,而不能理解为指示或暗示相对重要性;除非另有规定或说明,术语“多个”是指两个或两个以上;术语“连接”、“固定”等均应做广义理解,例如“连接”可以是固定连接或者是可拆卸连接,或一体地连接,或电连接;可以是直接相连,也可以通过中间媒介间接相连。
58.对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
59.本说明书的描述中,需要理解的是,本技术实施例所描述的“上”、“下”等方位词是以附图所示的角度来进行描述的,不应理解为对本技术实施例的限定。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
60.在一种具体实施例中,下面通过具体的实施例并结合附图对本技术做进一步的详细描述。
61.第一方面,本技术实施例提供一种烹饪器具的制备方法,如图1所示,包括以下步骤:
62.s10,将基材经过拉伸成型形成具有烹饪腔的锅体;
63.s20,将金属粉末采用喷涂工艺在所述锅体内表面形成合金涂层;
64.s30,将冷却后的所述锅体内表面的合金涂层进行激光重熔处理,使得所述合金涂层转变为高熵合金涂层,所述高熵合金涂层具有不粘性。
65.在上述方案中,通过激光重熔处理使得合金涂层高熵合金化,由于高熵合金由于不同元素原子半径差异导致晶格畸变效应,使合金微观结构无序化程度更高,产生非晶化趋势,高熵合金的高熵显著降低了自由能,从而相对于普通材料具有更低的表面能,产生不粘的效果;并且其微观上的晶格畸变也能提高材料的硬度和强度,进一步提高复合不粘涂料的耐磨性;有效提高烹饪器具的持久不粘性,提高烹饪器具的使用寿命。
66.以下对本方案进行详细的解释:
67.s10,将基材经过拉伸成型形成具有烹饪腔的锅体。
68.在具体实施例中,所述基材的材质包括不锈钢、铝、铝合金、低碳钢、铁、钛、钛合金和镁合金中的至少一种。基材可以使单层基材或复合基材,例如,单层基材只包括一种基材;复合基材为多种材质复合形成,例如由一层镁铝合金、一层不锈钢复合形成的基材,再通过拉伸成型锅体。
69.可以理解地,锅体的材质所采用的金属元素例如为fe、al、ti、cr、mg等等,这些元素与合金涂层的中的金属元素部分重合,从而可以提高锅体与合金涂层的融合度,进而提高锅体与合金涂层的结合力,防止合金涂层脱落。
70.进一步地,锅体的内表面为粗糙面,粗糙面的表面粗糙度ra为3um~10um。需要说明的是,粗糙度ra为轮廓算术平均偏差。将粗糙度控制在该范围内,不粘涂层能够具有较好的致密性,不易脱落,粗糙度过小或过大,容易导致层结合力差,易脱落。
71.可选地,所述粗糙面的粗糙度ra可以为3um、4um、5um、6um、7um、8um、9um或10um,从而提高合金涂层与锅体的结合力。当然,所述粗糙面的粗糙度ra还可以其他数值,其具体的数值可以根据实际需求而选择或者设置。
72.需要说明的是,在进行喷涂前,可以对基材表面进行清洁处理、喷砂处理和脱油脱
脂处理,提高合金涂层与基材的结合力。
73.s20,将金属粉末采用喷涂工艺在所述锅体内表面形成合金涂层。可选地,所述喷涂工艺包括热喷涂工艺或冷喷涂工艺。
74.热喷涂工艺是指利用热源将喷涂材料加热至熔化或半熔化状态,并以一定的速度喷射沉积到经过预处理的基材表面形成涂层的方法。在具体实施例中,所述热喷涂工艺包括等离子喷涂、超音速火焰喷涂、氧乙炔火焰喷涂、电弧喷涂和爆炸喷涂中的至少一种。
75.冷喷涂工艺,又称为气体动力喷涂技术,是指当具有一定塑性的高速固态粒子与基材碰撞后,经过强烈的塑性变形而发生沉积形成涂层的方法。通常条件下,一般的概念是当固态粒子碰撞到某种基材后将产生固态粒子对基材的冲蚀作用。需要说明的是,与热喷涂工艺不同,冷喷涂时,喷涂材料不需要熔化,并且发生相变、氧化、分解甚至晶粒长大的驱动力都很小,有利于涂层制备,对基材热影响小,界面热应力相对较低,有利于提高界面结合力,制得的涂层致密性好。
76.在本实施例中,采用热喷涂工艺在锅体内表面形成合金涂层。
77.具体地,喷涂形成合金涂层的金属粉末的粒径为300目~1000目,可以理解地,当金属粉末粒径小于1000目时,喷涂浪费较大,膜层形成速度较慢,成本更高;当金属粉末粒径大于300目时,表面粗糙度较大,外观较差。
78.可选地,金属粉末的粒径可以为300目、400目、500目、600目、700目、800目或1000目,优选地,金属粉末的粒径为400~600目,膜层形成速度快,膜层粗糙度适宜,外观平整。当然,金属粉末的粒径还可以其他数值,其具体的数值可以根据实际需求而选择或者设置。
79.在一种实施方式中,所述金属粉末包括金属单质粉末,所述金属单质包括sc、ti、v、cr、mn、fe、co、ni、cu、zn、nb、mo、sn、hf、ta、w及pb中的至少四种。需要说明的是,金属单质粉末为纯度大于99%的金属粉末,例如纯度大于99%的铁粉,纯度大于99%的铜粉等等。
80.在另一种实施方式中,所述金属粉末包括合金粉末,所述合金包括mofe、tife、tiv、nico、cocr及nicr中的至少两种。任意一种合金粉末中的金属元素的比例关系可以根据实际需要进行调整,且最终的合金涂层中的各元素的摩尔含量控制在5%~35%即可。
81.在又一种实施方式中,所述金属粉末包括金属单质粉末和合金粉末,上述两种类型的金属粉末比例关系在此不做限定,可以根据实际需要进行调整,最终的合金涂层中的各元素的摩尔含量控制在5%~35%即可。
82.在具体实施方式中,所述喷涂工艺为等离子喷涂工艺,喷涂时控制喷涂距离为140mm~160mm;喷涂电流为400a~450a;金属粉末的粒径为300目~1000目,所述金属粉末的送粉速度为20g/min~40g/min;在喷涂过程中,所需的等离子工作气体包括氩气和氢气,其中,所述氩气的气体流量为40l/min~70l/min,所述氢气的气体流量为6l/min~10l/min;在喷涂过程中,采用多次喷涂法,单次喷涂的层厚度为0.05mm。
83.通过控制上述喷涂工艺的参数,可以在锅体内表面形成致密的合金涂层,并且合金涂层与基材之间结合稳定,不容易脱落。
84.在另一种实施方式中,所述喷涂工艺为冷喷涂,所述工作气体选自空气、氦气和氮气中的一种或几种的混合。喷嘴口径:0.4mm~0.7mm。喷涂功率为5kw-15kw,喷射压力为1.5mpa~3mpa,喷射温度为100℃~250℃,喷射距离为35mm~50mm;金属粉末的粒径为300目~1000目,所述金属粉末的送粉速度为20g/min~50g/min。
85.作为本技术可选的技术方案,喷涂形成的所述合金涂层的厚度为30um~150um。具体可以是30um、40um、50um、70um、80um、90um、100um、120um或150um,合金涂层的厚度大于150um时,不利于后续的激光重熔处理,基材中的金属元素无法和合金涂层充分合金化,容易产生成份偏析,并且涂层的结合力下降;合金涂层的厚度小于30um时,在激光重熔处理时,基材容易热量集中,产生变形,烹饪器具的使用寿命降低。优选地,合金涂层的厚度为80um~100um。
86.s30,将冷却后的所述锅体内表面的合金涂层进行激光重熔处理,使得所述合金涂层转变为高熵合金涂层,所述高熵合金涂层具有不粘性。
87.具体地,在进行激光重熔处理时,控制激光功率0.5kw~2kw;激光扫描速度10m/min~15m/min;激光光斑的直径为3mm~10mm;搭接率为50%~70%;其中,激光重熔处理的处理温度为所述合金涂层中熔点最高的金属的熔点温度,并且使用氩气沿激光加工方向吹气保护所述锅体。
88.可选地,激光功率具体可以是0.5kw、0.6kw、0.8kw、1.0kw、1.2kw、1.4kw、1.5kw、1.8kw或2kw,激光扫描速度具体可以是10m/min、11m/min、12m/min、13m/min、14m/min或15m/min。激光光斑的直径具体可以是3mm、4mm、5mm、6mm、7mm、8mm、9mm或10mm;搭接率具体可以是50%、55%、60%、65%或70%。
89.通过控制激光重熔处理时各个工艺参数,可以使得合金涂层与基材充分合金化,并且使得合金组织高熵合金化,增加合金涂层局部的无序程度。在本实施例中,将激光重熔的处理温度控制为合金涂层中熔点最高的金属的熔点温度,可以使得合金涂层中的各个元素都能够达到熔点,实现重熔,将合金涂层转变为高熵合金涂层。
90.具体地,高熵合金的微观结构如图2所示,高熵合金中的各个元素形成固溶相,而不是有序相或金属间化合物,高混合熵增强了元素间的互溶性,高熵合金的高熵显著降低了自由能,降低了其在合金凝固过程中的有序和偏析倾向,形成比金属间化合物或其他有序相更稳定的固溶体。因此,高熵合金具有高强度、高硬度、强耐磨及耐腐蚀等优点。由于高熵合金的表面能下降,高熵合金产生不粘性。
91.作为本技术可选的技术方案,所述高熵合金涂层中的元素包括mg、al、sc、ti、v、cr、mn、fe、co、ni、cu、zn、zr、nb、mo、sn、hf、ta、w、pb、si及b中的至少四种。高熵合金例如可以是fe
25
mn
35
cr
10
cu
10
ti
10
、fe
1.8
crnimn2al
1.2
、al2cr
0.5
fetini
0.5
、fecral
1.8
cuni2等等。
92.具体地,所述高熵合金涂层中各元素的摩尔含量为5%~35%。将各个元素的摩尔含量控制在5%~35%之间,以保证合金的多主元特征,可以提高高熵合金结构的无序化程度。
93.其中,任意一种金属元素的摩尔含量具体可以是5%、10%、12%、15%、18%、20%、25%、28%、30%或35%,在此不做限定。
94.进一步地,在s30之后,所述方法还包括:
95.对所述锅体内表面的高熵合金涂层进行砂光抛光处理,使得所述高熵合金涂层的表面粗糙度ra控制为3um~5um。
96.可以理解地,抛光处理可以使得锅体内表面更加光滑,在使用铲勺烹制食材时,不容易磕坏高熵合金涂层,提升用户体验感。
97.进一步地,所述高熵合金中的cr、al、cu、co或ni中的任意一种元素的摩尔含量小
于10%。通过将上述元素的摩尔含量控制在10%以内,可以防止元素迁移影响食品安全。
98.第二方面,本技术实施例提供一种烹饪器具的制备方法,包括以下步骤:
99.s10’,将金属粉末采用喷涂工艺在基材表面形成合金涂层;
100.s20’,将冷却后的所述基材表面的合金涂层进行激光重熔处理,使得所述合金涂层转变为高熵合金涂层,所述高熵合金涂层具有不粘性;
101.s30’,将设有高熵合金涂层的基材经过拉伸成型形成具有烹饪腔的锅体。
102.在上述方案中,通过激光重熔处理使得合金涂层高熵合金化,由于高熵合金由于不同元素原子半径差异导致晶格畸变效应,使合金微观结构无序化程度更高,产生非晶化趋势,高熵合金的高熵显著降低了自由能,从而相对于普通材料具有更低的表面能,产生不粘的效果;并且其微观上的晶格畸变也能提高材料的硬度和强度,进一步提高复合不粘涂料的耐磨性;有效提高烹饪器具的持久不粘性,提高烹饪器具的使用寿命。
103.需要说明的是,本实施例与实施例1的不同之处在于,基材先喷涂形成合金涂层并进行激光重熔处理,得到高熵合金层,然后再进行拉伸成型得到锅体。
104.其他处理方式与实施例1相同,在此不再赘述。
105.第三方面,本技术实施例提供一种烹饪器具,图3a为本技术实施例提供的一种烹饪器具的结构示意图,图3b为本技术实施例所提供一种烹饪器具的截面示意图。
106.如图3a~图3b所示,所述烹饪器具包括锅体10及形成于所述锅体10表面的高熵合金涂层11,所述高熵合金涂层11的材质为高熵合金;所述高熵合金中的元素包括mg、al、sc、ti、v、cr、mn、fe、co、ni、cu、zn、zr、nb、mo、sn、hf、ta、w、pb、si及b中的至少四种。
107.在上述方案中,高熵合金由于不同元素原子半径差异导致晶格畸变效应,使合金微观结构无序化程度更高,产生非晶化趋势,从而相对于普通材料具有更低的表面能,产生不粘的效果。同时其微观上的晶格畸变也能提高材料的硬度和强度,进一步提高锅体的耐磨性。
108.本实施例中的高熵合金涂层可以根据第一方面中的制备方法制备形成。
109.图3c为本技术实施例所提供烹饪器具的另一种截面示意图。如图3c所示,为了提高烹饪器具的不粘效果,高熵合金涂层11远离锅体10的表面还可以设有不粘涂层12,所述不粘涂层12的材质包括含氟不粘涂料或陶瓷不粘涂料。
110.具体地,含氟不粘涂料包括聚四氟乙烯ptfe、全氟辛酸铵pfoa、全氟丙基全氟乙烯基醚与聚四氟乙烯的共聚物pfa、聚全氟乙丙烯共聚物、乙烯-四氟乙烯共聚物etfe中的至少一种,陶瓷不粘涂料包括硅氧烷不粘涂料、硅氮烷不粘涂料、纳米二氧化硅涂料中的至少一种。
111.可以理解地,在具有初始不粘效果的高熵合金涂层11的表面涂覆不粘涂层12,可以进一步提高锅体的不粘效果,并且能够在高熵合金涂层11的作用下提高锅体10的持久不粘性。
112.下面分多个实施例对本技术实施例进行进一步的说明。其中,本技术实施例不限定于以下的具体实施例。在不变主权利的范围内,可以适当的进行变更实施。
113.实施例1:
114.(1)将不锈钢板经过拉伸成型形成具有烹饪腔的锅体,并将锅体内表面进行砂光处理,使得锅体内表面的粗糙度达到5um左右;
115.(2)取平均粒径为500目左右的铁粉、nicr合金、铝粉、铜粉混合而成的金属混合粉末,送粉速度为采用等离子喷涂工艺在所述锅体内表面形成厚度为80um的合金涂层,具体地,等离子喷涂具体参数如下:喷涂距离为150mm;喷涂电流为400a;送粉速度为25g/min;工作气体包括氩气和氢气,其中,所述氩气的气体流量为50l/min,氢气的气体流量8l/min。
116.(3)将冷却后的所述锅体内表面的合金涂层进行激光重熔处理,使得所述合金涂层转变为高熵合金涂层,具体地,处理温度1800℃左右,激光功率1.5kw;激光扫描速度12m/min;激光光斑的直径为5mm;搭接率为50%
117.(4)冷却后的锅体内表面进行抛光处理,得的烹饪器具,其中锅体表面具有fecral1.8cuni2高熵合金层。
118.实施例2:
119.(1)将不锈钢板经过拉伸成型形成具有烹饪腔的锅体,并将锅体内表面进行砂光处理,使得锅体内表面的粗糙度达到5um左右;
120.(2)取平均粒径为600目左右的铁粉、tiv合金、铬粉、铜粉混合而成的金属混合粉末,送粉速度为采用等离子喷涂工艺在所述锅体内表面形成厚度为80um的合金涂层,具体地,等离子喷涂具体参数如下:喷涂距离为150mm;喷涂电流为450a;送粉速度为15g/min;工作气体包括氩气和氢气,其中,所述氩气的气体流量为50l/min,氢气的气体流量8l/min。
121.(3)将冷却后的所述锅体内表面的合金涂层进行激光重熔处理,使得所述合金涂层转变为高熵合金涂层,具体地,处理温度1900℃左右,激光功率2kw;激光扫描速度10m/min;激光光斑的直径为7mm;搭接率为60%
122.(4)冷却后的锅体内表面进行抛光处理,得的烹饪器具,其中锅体表面具有fecrcutiv高熵合金层。
123.实施例3:
124.(1)取平均粒径为600目左右的铁粉、nicr合金、锰、铜粉混合而成的金属混合粉末,送粉速度为采用等离子喷涂工艺在所述铝合金基材表面形成厚度为80um的合金涂层,具体地,等离子喷涂具体参数如下:喷涂距离为160mm;喷涂电流为420a;送粉速度为20g/min;工作气体包括氩气和氢气,其中,所述氩气的气体流量为50l/min,氢气的气体流量8l/min。
125.(2)将冷却后的所述基材表面的合金涂层进行激光重熔处理,使得所述合金涂层转变为高熵合金涂层,具体地,处理温度1800℃左右,激光功率1.8kw;激光扫描速度15m/min;激光光斑的直径为10mm;搭接率为70%。
126.(3)将设有alcrfemnni高熵合金层的铝合金板经过拉伸成型形成具有烹饪腔的锅体,并将锅体内表面进行抛光处理,得的烹饪器具。
127.实施例4
128.本实施例与实施例1的区别在于,喷涂形成的合金涂层未经过激光重熔处理。
129.对比例1:
130.在铝合金基材表面喷涂形成一层聚四氟乙烯涂层,涂层厚度80um。
131.对比例2:
132.在不锈钢基材表面喷涂形成一层陶瓷不粘涂层,涂层厚度80um。
133.测试:
134.相同的环境下进行以下程序,a:震动耐磨测试
→
b:干烧混合酱料
→
c:煮食盐水
→
d:炒石英石(铁铲)
→
e:煎鸡蛋评价不粘等级,完成以上4个测试步骤以及一次不粘等级评价,标志一个循环结束。
135.在进行加速模拟测试时,每个循环结束后对不粘寿命进行判定。出现下述现象之一的即可判定终点:
136.(1)不粘性下降:
137.煎鸡蛋不粘等级连续两个循环为ⅲ级;
138.(2)外观破坏,符合下列a~e任意一种情况:
139.a.涂层出现起毛现象;
140.b.涂层脱落面积直径大于3mm2;
141.c.磨损明显露出基材;
142.d.涂层出现刺穿型划伤(露基材)超过3条;
143.e.出现用湿抹布无法洗掉的脏污;
144.记录测试至终点时模拟测试循环的次数即作为产品的不粘寿命,循环次数越多表示涂层不粘寿命越长,试验结果如表1所示。
145.表1
146.样本初始不粘等级加速模拟实验循环数终点判定现象实施例1ⅱ18连续两次煎蛋ⅲ级实施例2ⅱ22连续两次煎蛋ⅲ级实施例3ⅱ25连续两次煎蛋ⅲ级实施例4ⅲ3连续两次煎蛋ⅲ级对比例1ⅰ5磨损明显露出基材对比例2ⅰ7连续两次煎蛋ⅲ级
147.根据实施例1~3与实施例4的测试结果可知,通过激光重熔处理后的合金涂层具有不粘性,且不粘持久性相较于含氟不粘涂料或陶瓷不粘涂料更佳,其不粘寿命得到有效提高。而未经过激光重熔处理实施例4,其不粘性差,难以达到设计所需的不粘效果。
148.根据对比例1~2与实施例1~3的测试结果可知,经过激光重熔处理后的合金涂层转变为高熵合金涂层后,由于高熵合金涂层具有更低的表面能,产生不粘的效果,并且高熵合金涂层的耐磨性更好,使得不粘性更加持久有效,提高烹饪器具的使用寿命。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。