1.本发明属于金属材料加工领域,具体涉及到一种储氢镁合金及其制备方法。
背景技术:
2.能源是人类存在与持续发展的物质基础。由于煤炭、石油、天然气等传统能源的不能再生,太阳能、风能、地热能、氢能等可替代能源在人类的重视下得到不断的开发,其中氢能是公认的最有前途的未来能源之一。而以金属化合物形式储氢是目前为止最佳的储氢方案之一,具有储氢量大、吸放氢热动力学好、放氢纯度高、安全性高等特点。当需要吸氢时,金属与氢反应形成氢化物,从而将氢储存;当需要放氢时,通过控制温度和/或压力使金属氢化物分解释放氢;吸氢和放氢都是简便易行的可逆过程。在众多金属中,纯镁的储氢量高达7.6wt%,是实用可逆储氢材料中储能最高的金属材料,同时镁资源丰富,因此,镁基储氢材料成为储氢材料的研究热点,开发潜力巨大。
3.mg-ni合金存在大量的mg/mg2ni相界面,相界对mg转变成mgh2起到了良好的催化作用,因而mg-ni合金表现出良好的吸放氢效果,成为研究与应用的热点。cn101120111a《用于储氢的镁合金》公开了一种用于储氢的镁合金及其制造方法,专利通过在mg-ni合金基础上引入细化元素zr、na、k、ba、ca、sr、la、y、yb、rb以及cs中的一种或多种形成储氢镁合金,其中,mg-ni-na合金具有非常好的储氢效果:储氢容量大,且充放氢速率快。然而,由于na元素异常活泼,在大气中熔配时极易烧损,因而只能在真空熔炼等非氧化气氛下进行熔配,即cn101120111a公开的制造方法。真空熔炼单次能够制备的储氢镁合金数量有限,通常小于50kg,使得储氢镁合金生产效率低下、生产成本较高,限制了储氢镁合金大规模应用。
技术实现要素:
4.为了突破现有高容量mg-ni-na储氢镁合金无法低成本、大规模批量制造的行业性难题,本发明提供了一种储氢镁合金及其制备方法,可在大气环境中下大规模批量生产储氢镁合金。
5.本发明的目的是通过以下技术方案实现的:
6.第一方面,本发明提供了一种储氢镁合金,包含按质量百分数计的如下组分:10.0~20.0%ni,0.05~0.25%li,余量为镁和不可避免的杂质,所述杂质的质量百分数总和不超过0.2%。
7.本发明采用ni(镍)元素为第一组分:现有研究表明,当mg-ni合金中的ni含量在10.0~20.0%之间时,合金具有良好的吸放氢效果。
8.本发明采用li(锂)元素为第二组分:本研究表明,微量li元素的添加,能显著细化mg2ni相、明显改善mg-ni合金的吸放氢动力学,li元素能够促进氢气分解成氢原子并促进金属氢化物的形成。
9.第二方面,本发明提供了一种储氢镁合金的制备方法,包括如下步骤:
10.a、镁合金熔配:将已预热的纯镁在保护气氛中进行熔化,待纯镁熔化后熔体加热
至700~740℃时,加入已预热的纯镍;待纯镍熔化后,降温至670~690℃,加入镁锂中间合金;待镁锂中间合金熔化后,搅拌并清理熔体表面,然后将镁合金熔体在700~720℃静置;
11.b、铸造成型:将镁合金熔体静置10~30分钟后进行浇注,获得储氢镁合金铸锭。
12.作为优选方案,步骤a中镁锂中间合金中li元素含量为5~15wt.%。且采用真空熔炼方法制备,以确保镁锂中间合金的品质。
13.作为优选方案,步骤a中,所述保护气氛为sf6和co2的混合气体。其中sf6体积含量为0.1~1%。
14.作为优选方案,步骤a中,所述纯镁、纯镍、镁锂中间合金的预热条件均为:在200℃下预热3h以上。优选为预热3-24h;包括3-5h、5-10h、10-15h、15-20h、20-24h等。也可预热更长时间。
15.作为优选方案,步骤b中采用镁合金转液泵进行浇注。且1个小时内完成浇注。本发明通过镁合金转液泵进行熔体浇注,在提高浇注效率、减少li元素烧损的同时,相对于常规浇包浇注,更能够有效减少镍元素的比重偏析:镁合金转液泵在浇注镁合金熔体的同时,也能够在熔体内部对熔体进行有效的搅拌,搅拌能够有效减少熔铸过程中镍元素由于比重较大带来的比重偏析。
16.作为优选方案,步骤b中镁合金熔体的浇注温度控制在660~680℃。
17.与现有技术相比,本发明具有如下的有益效果:
18.(1)本发明中储氢镁合金的主要合金元素为ni和li,其中ni为惰性金属,在大气中熔炼时不易烧损;尽管li为活泼金属,但本发明体系中以镁锂中间合金的形式可以在大气环境下进行熔配(含li合金通常需要在真空环境中熔炼)。与mg-ni-na合金只能在非氧化环境下熔炼相比,mg-ni-li合金可以在大气环境下熔体,生产效率显著提升。
19.(2)本发明中通过微量li元素的添加,显著改变了mg2ni相的形貌,同时明显增强了mg-ni合金的吸放氢能力:与mg-15ni合金相比,微量li元素加入,充氢8小时合金吸氢量增幅可达12%;该增幅较mg-ni-cu合金显著。
20.(3)本发明制备的mg-ni-li储氢合金铸锭通过切削后粉碎等工艺即可获得微细粉体、粉体压制成型后即可进行储氢,并且充放氢效果良好,大大的简化了高容量mg-ni-na储氢材料的制备工序,显著降低了储氢镁合金的制造成本,便于低成本大规模批量生产储氢镁合金,从而推动储氢镁合金的应用。
附图说明
21.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
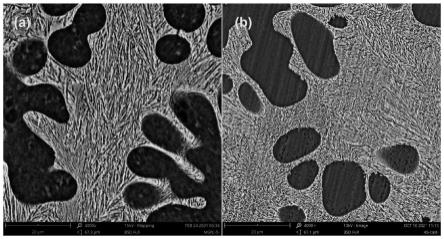
22.图1为微量li元素加入与否mg-15ni合金显微组织的差异:图1(a)为对比例1中mg-15ni合金的显微组织,其mg2ni相呈短棒状和长条状;图1(b)为实施例2中mg-15ni-0.1li合金的显微组织,中mg2ni相呈颗粒状和短棒状。与mg-15ni合金相比,mg-15ni-0.1li合金中的mg2ni相尺寸显著细化。
具体实施方式
23.下面结合实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员
进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干调整和改进。这些都属于本发明的保护范围。
24.实施例1
25.本实施例为采用储氢镁合金及其制备方法单次制备300公斤mg-15ni-0.05li储氢镁合金。具体方法如下:
26.步骤a:镁合金熔配。
27.在大气环境下,将45kg纯镍片(15wt.%ni)、3kgmg-10li中间合金(考虑到li元素在大气中的烧损,此处加入量为0.10wt.%)分别在200℃下预热3h;将252kg纯镁放进300kg坩埚内在0.1%sf6和99.9%co2的混合气体保护气氛下中进行熔化,待纯镁熔化后熔体加热至700~740℃时,加入已预热的纯镍片;待纯镍熔化后,降温至670~690℃,加入镁锂中间合金;待镁锂中间合金熔化后,搅拌并清理熔体表面,然后将镁合金熔体在700~720℃静置。
28.步骤b:铸造成型。
29.mg-ni-li合金熔体静置20分钟后,降温至660-680℃,采用镁合金转液泵30分钟内将镁合金熔体浇注成锭,转液泵的取料口位于坩埚中下部位置,浇注过程中采用0.1%sf6和99.9%co2的混合气体保护,获得单锭为5.0kg的储氢镁合金铸锭若干。铸锭通过后续切削粉碎即可获得储氢镁合金粉体。
30.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压制成的圆柱试样进行储氢能力测试,结果如表1所示,3.1mpa初始压力下、340℃充氢8小时后,mg-15ni-0.05li合金吸氢量平均值为6.12wt%,与未添加li元素的mg-15ni合金(吸氢量平均值为5.85wt%,对比例1)相比,mg-15ni-0.05li合金吸氢量平均值增加了4.62%。
31.实施例2
32.本实施例为采用储氢镁合金及其制备方法单次制备300公斤mg-15ni-0.1li储氢镁合金。具体方法如下:
33.步骤a:镁合金熔配。
34.在大气环境下,将45kg纯镍片(15wt.%ni)、4.5kgmg-10li中间合金(考虑到li元素在大气中的烧损,此处加入量为0.15wt.%)分别在200℃下预热3h;将250.5kg纯镁放进300kg坩埚内在0.1%sf6和99.9%co2的混合气体保护气氛下中进行熔化,待纯镁熔化后熔体加热至700~740℃时,加入已预热的纯镍片;待纯镍熔化后,降温至670~690℃,加入镁锂中间合金;待镁锂中间合金熔化后,搅拌并清理熔体表面,然后将镁合金熔体在700~720℃静置。
35.步骤b:铸造成型。
36.mg-ni-li合金熔体静置20分钟后,降温至660-680℃,采用镁合金转液泵30分钟内将镁合金熔体浇注成锭,转液泵的取料口位于坩埚中下部位置,浇注过程中采用0.1%sf6和99.9%co2的混合气体保护,获得单锭为5.0kg的储氢镁合金铸锭若干。铸锭通过后续切削粉碎即可获得储氢镁合金粉体。
37.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压
制成的圆柱试样进行储氢能力测试,结果如表1所示,3.1mpa初始压力下、340℃充氢8小时后,mg-15ni-0.1li合金吸氢量平均值为6.56wt%,与未添加li元素的mg-15ni合金(吸氢量平均值为5.85wt%,对比例1)相比,mg-15ni-0.1li合金吸氢量平均值增加了12.14%。
38.实施例3
39.本实施例为采用储氢镁合金及其制备方法单次制备300公斤mg-15ni-0.2li储氢镁合金。具体方法如下:
40.步骤a:镁合金熔配。
41.在大气环境下,将45kg纯镍片(15wt.%ni)、7.5kgmg-10li中间合金(虑到li元素在大气中的烧损,此处加入量为0.25wt.%)分别在200℃下预热3h;将247.5kg纯镁放进300kg坩埚内在0.1%sf6和99.9%co2的混合气体保护气氛下中进行熔化,待纯镁熔化后熔体加热至700~740℃时,加入已预热的纯镍片;待纯镍熔化后,降温至670~690℃,加入镁锂中间合金;待镁锂中间合金熔化后,搅拌并清理熔体表面,然后将镁合金熔体在700~720℃静置。
42.步骤b:铸造成型。
43.mg-ni-li合金熔体静置20分钟后,降温至660-680℃,采用镁合金转液泵30分钟内将镁合金熔体浇注成锭,转液泵的取料口位于坩埚中下部位置,浇注过程中采用0.1%sf6和99.9%co2的混合气体保护,获得单锭为5.0kg的储氢镁合金铸锭若干。铸锭通过后续切削粉碎即可获得储氢镁合金粉体。
44.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压制成的圆柱试样进行储氢能力测试,结果如表1所示,3.1mpa初始压力下、340℃充氢8小时后,mg-15ni-0.2li合金吸氢量平均值为6.34wt%,与未添加li元素的mg-15ni合金(吸氢量平均值为5.85wt%,对比例1)相比,mg-15ni-0.2li合金吸氢量平均值增加了8.38%。
45.实施例4
46.本实施例为采用储氢镁合金及其制备方法单次制备300公斤mg-15ni-0.25li储氢镁合金。具体方法如下:
47.步骤a:镁合金熔配。
48.在大气环境下,将45kg纯镍片(15wt.%ni)、9kgmg-10li中间合金(虑到li元素在大气中的烧损,此处加入量为0.30wt.%)分别在200℃下预热3h;将246kg纯镁放进300kg坩埚内在0.1%sf6和99.9%co2的混合气体保护气氛下中进行熔化,待纯镁熔化后熔体加热至700~740℃时,加入已预热的纯镍片;待纯镍熔化后,降温至670~690℃,加入镁锂中间合金;待镁锂中间合金熔化后,搅拌并清理熔体表面,然后将镁合金熔体在700~720℃静置。
49.步骤b:铸造成型。
50.mg-ni-li合金熔体静置20分钟后,降温至660-680℃,采用镁合金转液泵30分钟内将镁合金熔体浇注成锭,转液泵的取料口位于坩埚中下部位置,浇注过程中采用0.1%sf6和99.9%co2的混合气体保护,获得单锭为5.0kg的储氢镁合金铸锭若干。铸锭通过后续切削粉碎即可获得储氢镁合金粉体。
51.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压
制成的圆柱试样进行储氢能力测试,结果如表1所示,3.1mpa初始压力下、340℃充氢8小时后,mg-15ni-0.25li合金吸氢量平均值为6.13wt%,与未添加li元素的mg-15ni合金(吸氢量平均值为5.85wt%,对比例1)相比,mg-15ni-0.25li合金吸氢量平均值增加了4.79%。
52.实施例5
53.本实施例为采用储氢镁合金及其制备方法单次制备800公斤mg-15ni-0.1li储氢镁合金。具体方法如下:
54.步骤a:镁合金熔配。
55.在大气环境下,将120kg纯镍片(15wt.%ni)、13.6kgmg-10li中间合金(虑到li元素在大气中的烧损,此处加入量为0.17wt.%)分别在200℃下预热3h;将666.4kg纯镁放进800kg坩埚内在0.1%sf6和99.9%co2的混合气体保护气氛下中进行熔化,待纯镁熔化后熔体加热至700~740℃时,加入已预热的纯镍片;待纯镍熔化后,降温至670~690℃,加入镁锂中间合金;待镁锂中间合金熔化后,搅拌并清理熔体表面,然后将镁合金熔体在700~720℃静置。
56.步骤b:铸造成型。
57.mg-ni-li合金熔体静置20分钟后,降温至660-680℃,采用镁合金转液泵60分钟内将镁合金熔体浇注成锭,转液泵的取料口位于坩埚中下部位置,浇注过程中采用0.1%sf6和99.9%co2的混合气体保护,获得单锭为5.0kg的储氢镁合金铸锭若干。铸锭通过后续切削粉碎即可获得储氢镁合金粉体。
58.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压制成的圆柱试样进行储氢能力测试,结果如表1所示,3.1mpa初始压力下、340℃充氢8小时后,mg-15ni-0.1li合金吸氢量平均值为6.44wt%,与未添加li元素的mg-15ni合金(吸氢量平均值为5.85wt%,对比例1)相比,mg-15ni-0.1li合金吸氢量平均值增加了10.09%。
59.对比例1
60.本对比例与实施例1的采用的制备方法基本相同,不同之处仅在于:本对比例未添加li元素,仅得到mg-15ni合金铸锭。
61.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压制成的圆柱试样进行储氢能力测试。在3.1mpa初始压力下、340℃充氢8小时后,mg-15ni合金吸氢量均值为5.85wt%,明显低于本方明中提供的含锂合金。
62.图1为微量li元素加入与否mg-15ni合金显微组织的差异:图1(a)为对比例1中mg-15ni合金的显微组织,其mg2ni相呈短棒状和长条状;图1(b)为实施例2中mg-15ni-0.1li合金的显微组织,中mg2ni相呈颗粒状和短棒状。与mg-15ni合金相比,mg-15ni-0.1li合金中的mg2ni相显著细化了。微量li元素的加入,显著细化了mg2ni相,进而显著改善mg-ni合金的充放氢动力学,促进氢气分解成氢原子并促进金属氢化物的形成。
63.对比例2
64.本实施例与实施例1的采用的制备方法基本相同,不同之处仅在于:本对比例中铸锭中li元素含量为0.3wt.%(添加li元素量为0.35wt%,即300kg中加入10.5kgmg-10li中间合金),得到的mg-15ni-0.3li合金铸锭。
65.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压制成的圆柱试样进行储氢能力测试。在3.1mpa初始压力下、340℃充氢8小时后,mg-15ni-0.3li合金吸氢量平均值为5.96wt.%,与未添加li元素的mg-15ni合金(吸氢量平均值为5.85wt%,对比例1)相比,mg-15ni-0.3li合金吸氢量平均值仅增加了1.88%,与实施例相比,li元素含量增加至0.3wt.%时,其对mg-15ni合金储氢能力的改善效果显著下降。
66.对比例3
67.本对比例与实施例2的采用的制备方法基本相同,不同之处仅在于:本对比例采用添加0.1zn元素代替li元素,得到mg-15ni-0.1zn合金铸锭。
68.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压制成的圆柱试样进行储氢能力测试。在3.1mpa初始压力下、340℃充氢8小时后,mg-15ni-0.1zn合金吸氢量平均值仅为5.65wt%,显著低于实施例2的mg-15ni-0.1li合金(吸氢量平均值为6.56wt%),甚至低于对比例1的mg-15ni合金(吸氢量平均值为5.85wt%)。
69.对比例4
70.本对比例与实施例2的采用的制备方法基本相同,不同之处仅在于:本对比例采用添加0.05na元素代替li元素,得到mg-15ni-0.05na合金铸锭。合金配置时需考虑到金属na元素的烧损。
71.选取最后浇注的镁合金储氢铸锭通过常规切削粉碎成粒径《80目的细粉,细粉压制成的圆柱试样进行储氢能力测试。在3.1mpa初始压力下、340℃充氢8小时后,mg-15ni-0.05na合金吸氢量平均值仅为5.34wt%,显著低于实施例2的mg-15ni-0.1li合金(吸氢量平均值为6.56wt%),甚至低于对比例1的mg-15ni合金(吸氢量平均值为5.85wt%)。
72.表1、实施例和对比例中各合金在340℃和3.1mpa条件下充氢8小时的吸氢量
[0073][0074]
结果对比表明:少量li元素的加入可显著增加合金的吸氢量。
[0075]
综上所述,本发明通过微量li元素的引入显著细化了镁镍合金中mg2ni相,明显提
高了镁镍合金的储氢能力,与现有mg-ni-na储氢镁合金相比,本发明中提供mg-ni-li储氢镁合金能够在大气环境下批量生产,更有利于镁镍基储氢合金的推广应用。
[0076]
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。