1.本发明属于金属表面处理技术领域,具体涉及一种铝合金型材表面木纹图案成型方法及铝合金型材。
背景技术:
2.铝型材具有较强的抗腐蚀性、非铁磁性、可成形性及回收性,因此广泛应用于日常生产生活中。随着人们对产品包装与装饰要求的提高,铝型材的生产要求也随之提高,大部分人喜欢接近自然的居住环境,但是用木材来装修实用性低,且容易侵蚀腐朽,高档木材价格昂贵。
3.为了适应市场的需要,现有的铝合金型材表面需要进行各种木纹印制,这样避免了在装修时进行二次处理,满足人们的需求。但是现有的木纹铝合金型材存在一定的使用寿命问题,主要是由于其表面的木纹图案与铝合金的结合强度决定的,现有技术主要通过在铝合金的表面形成阳极氧化层以提高木纹图案与铝合金之间的结合强度,但木纹图案本身与阳极氧化层的结合强度不高,同时木纹图案也容易受外部剐蹭而脱落。
技术实现要素:
4.针对上述存在的技术问题,本发明提供了一种铝合金型材表面木纹图案成型方法及铝合金型材,以解决现有铝合金型材的仿木纹图案的耐磨性不足的问题,该铝合金型材表面木纹图案成型方法及铝合金型材能够有效提高木纹图案的结合强度,提高使用寿命。
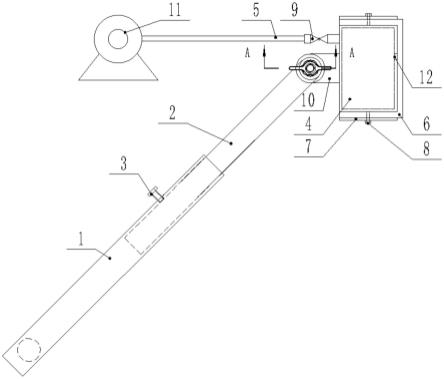
5.本发明提供了一种铝合金型材表面木纹图案成型方法,包括以下操作步骤:
6.步骤一:将铝合金型材置于阳极氧化槽中进行阳极氧化处理,阳极氧化槽中为酸液或碱液,在铝合金型材的表面形成多孔的阳极氧化层;
7.步骤二:将铝合金型材从阳极氧化槽中取出清洗干燥,采用二氧化硅靶材进行磁控溅射,在阳极氧化层的孔洞中形成二氧化硅层,将溅射后的铝合金型材重新置于阳极氧化槽中浸泡处理,浸泡后再使用硅烷偶联剂进行表面处理;
8.步骤三:在铝合金型材的表面喷涂pvdf氟碳粉末,烘烤固化;
9.步骤四:在铝合金型材的表面覆盖木纹膜,木纹膜外部套上热缩套管,烘烤进行热转印,转印完成后将热缩套管和木纹膜去除。
10.进一步的,在进行阳极氧化处理之前,对铝合金型材进行清洗除油处理,再对铝合金型材进行碱蚀处理。
11.进一步的,在进行碱蚀处理之后,对铝合金型材的表面进行抛光处理。
12.进一步的,所述磁控溅射的过程中,控制真空度为0.9-1.3
×
10-4
pa,功率为50-70w,保护气体为氩气。
13.进一步的,所述硅烷偶联剂选自氨基硅烷偶联剂或环氧基硅烷偶联剂。
14.进一步的,所述氨基硅烷偶联剂n-(2-氨乙基)-3-氨丙基三甲氧基硅烷,所述环氧基硅烷偶联剂选自γ-环氧丙氧基丙基三丁氧基硅烷。
15.进一步的,所述热转印过程在真空条件下进行,同时对所述铝合金型材施加超声波处理。
16.进一步的,所述热转印过程控制真空度为0.2-0.5,温度为147℃-167℃
17.本发明还提供了一种铝合金型材,由如上所述的方法制备得到。
18.根据本发明提供的铝合金型材表面木纹图案成型方法,采用了pvdf氟碳粉末形成转印木纹的底层,其与转印木纹具有较好的结合强度,同时,为了提高pvdf氟碳粉末熔融后与阳极氧化层之间的结合强度,通过磁控溅射在阳极氧化层的孔洞表面沉积有二氧化硅层,同时通过阳极氧化槽中的酸液或碱液对该二氧化硅层进行处理,使二氧化硅层带有硅羟基或羧基,进而利于与硅烷偶联剂通过的水解缩合结合,提高了与pvdf氟碳粉末之间的亲和性,从而得到了一种高稳定性的木纹图案,有效避免木纹图案的脱落,延长使用寿命。
具体实施方式
19.本发明公开了一种鱼腥草超微粉末制备方法,该鱼腥草超微粉末制备方法能够有效提高生产效率和得到的鱼腥草超微粉末的质量。
20.下面对本发明中的技术方案进行清楚、完整地描述,显然,所描述的仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.本发明提供了一种铝合金型材表面木纹图案成型方法,包括以下操作步骤:
22.步骤一:将铝合金型材置于阳极氧化槽中进行阳极氧化处理,阳极氧化槽中为酸液或碱液,在铝合金型材的表面形成多孔的阳极氧化层;
23.步骤二:将铝合金型材从阳极氧化槽中取出清洗干燥,采用二氧化硅靶材进行磁控溅射,在阳极氧化层的孔洞中形成二氧化硅层,将溅射后的铝合金型材重新置于阳极氧化槽中浸泡处理,浸泡后再使用硅烷偶联剂进行表面处理;
24.步骤三:在铝合金型材的表面喷涂pvdf氟碳粉末,烘烤固化;
25.步骤四:在铝合金型材的表面覆盖木纹膜,木纹膜外部套上热缩套管,烘烤进行热转印,转印完成后将热缩套管和木纹膜去除。
26.根据本发明提供的铝合金型材表面木纹图案成型方法,采用了pvdf氟碳粉末形成转印木纹的底层,其与转印木纹具有较好的结合强度,同时,为了提高pvdf氟碳粉末熔融后与阳极氧化层之间的结合强度,通过磁控溅射在阳极氧化层的孔洞表面沉积有二氧化硅层,同时通过阳极氧化槽中的酸液或碱液对该二氧化硅层进行处理,使二氧化硅层带有硅羟基或羧基,进而利于与硅烷偶联剂通过的水解缩合结合,提高了与pvdf氟碳粉末之间的亲和性,从而得到了一种高稳定性的木纹图案,有效避免木纹图案的脱落,延长使用寿命。
27.在一实施例中,在进行阳极氧化处理之前,对铝合金型材进行清洗除油处理,再对铝合金型材进行碱蚀处理。
28.在一实施例中,在进行碱蚀处理之后,对铝合金型材的表面进行抛光处理。
29.在一实施例中,所述磁控溅射的过程中,控制真空度为0.9-1.3
×
10-4
pa,功率为50-70w,保护气体为氩气。
30.在一实施例中,所述硅烷偶联剂选自氨基硅烷偶联剂或环氧基硅烷偶联剂。
31.在一实施例中,所述氨基硅烷偶联剂n-(2-氨乙基)-3-氨丙基三甲氧基硅烷,所述
环氧基硅烷偶联剂选自γ-环氧丙氧基丙基三丁氧基硅烷。
32.在一实施例中,所述热转印过程在真空条件下进行,同时对所述铝合金型材施加超声波处理。
33.所述热缩套管在加热条件下能够对所述木纹膜产生紧缩压合作用,有利于将所述木纹膜上的转印图案压合至所述铝合金型材上,通过真空条件的作用,有利于排除所述热缩套管中的气泡,同时所述pvdf氟碳粉末在热转印过程中会软化,对所述铝合金型材施加超声波处理,有利于热转印图案在pvdf氟碳粉末层中的渗透,提高结合强度。
34.在一实施例中,所述热转印过程控制真空度为0.2-0.5,温度为147℃-167℃。
35.本发明还提供了一种铝合金型材,由如上所述的方法制备得到。
36.以下通过具体实施例对本发明进行进一步解释:
37.实施例1
38.步骤一:对铝合金型材进行清洗除油处理,再对铝合金型材进行碱蚀处理。在进行碱蚀处理之后,对铝合金型材的表面进行抛光处理。将铝合金型材置于阳极氧化槽中进行阳极氧化处理,阳极氧化槽中为酸液,在铝合金型材的表面形成多孔的阳极氧化层;
39.步骤二:将铝合金型材从阳极氧化槽中取出清洗干燥,采用二氧化硅靶材进行磁控溅射,控制真空度为1.1
×
10-4
pa,功率为60w,保护气体为氩气,在阳极氧化层的孔洞中形成二氧化硅层,将溅射后的铝合金型材重新置于阳极氧化槽中浸泡处理,浸泡后再使用硅烷偶联剂进行表面处理;
40.步骤三:在铝合金型材的表面喷涂pvdf氟碳粉末,烘烤固化;
41.步骤四:在铝合金型材的表面覆盖木纹膜,木纹膜外部套上热缩套管,对所述铝合金型材施加超声波处理,烘烤进行热转印,控制真空度为0.3,温度为165℃。
42.转印完成后将热缩套管和木纹膜去除。
43.实施例2
44.步骤一:对铝合金型材进行清洗除油处理,再对铝合金型材进行碱蚀处理。在进行碱蚀处理之后,对铝合金型材的表面进行抛光处理。将铝合金型材置于阳极氧化槽中进行阳极氧化处理,阳极氧化槽中为酸液,在铝合金型材的表面形成多孔的阳极氧化层;
45.步骤二:将铝合金型材从阳极氧化槽中取出清洗干燥,采用二氧化硅靶材进行磁控溅射,控制真空度为1.1
×
10-4
pa,功率为60w,保护气体为氩气,在阳极氧化层的孔洞中形成二氧化硅层,将溅射后的铝合金型材重新置于阳极氧化槽中浸泡处理,浸泡后再使用硅烷偶联剂进行表面处理;
46.步骤三:在铝合金型材的表面喷涂pvdf氟碳粉末,烘烤固化;
47.步骤四:在铝合金型材的表面覆盖木纹膜,木纹膜外部套上热缩套管,烘烤进行热转印,控制真空度为0.3,温度为165℃。
48.转印完成后将热缩套管和木纹膜去除。
49.对比例1
50.步骤一:对铝合金型材进行清洗除油处理,再对铝合金型材进行碱蚀处理。在进行碱蚀处理之后,对铝合金型材的表面进行抛光处理。将铝合金型材置于阳极氧化槽中进行阳极氧化处理,阳极氧化槽中为酸液,在铝合金型材的表面形成多孔的阳极氧化层;
51.步骤二:将铝合金型材从阳极氧化槽中取出清洗干燥,使用硅烷偶联剂进行表面
处理;
52.步骤三:在铝合金型材的表面喷涂pvdf氟碳粉末,烘烤固化;
53.步骤四:在铝合金型材的表面覆盖木纹膜,木纹膜外部套上热缩套管,对所述铝合金型材施加超声波处理,烘烤进行热转印,控制真空度为0.3,温度为165℃。
54.转印完成后将热缩套管和木纹膜去除。
55.对比例2
56.步骤一:对铝合金型材进行清洗除油处理,再对铝合金型材进行碱蚀处理。在进行碱蚀处理之后,对铝合金型材的表面进行抛光处理。将铝合金型材置于阳极氧化槽中进行阳极氧化处理,阳极氧化槽中为酸液,在铝合金型材的表面形成多孔的阳极氧化层;
57.步骤二:将铝合金型材从阳极氧化槽中取出清洗干燥,采用二氧化硅靶材进行磁控溅射,控制真空度为1.1
×
10-4
pa,功率为60w,保护气体为氩气,在阳极氧化层的孔洞中形成二氧化硅层,使用硅烷偶联剂进行表面处理;
58.步骤三:在铝合金型材的表面喷涂pvdf氟碳粉末,烘烤固化;
59.步骤四:在铝合金型材的表面覆盖木纹膜,木纹膜外部套上热缩套管,对所述铝合金型材施加超声波处理,烘烤进行热转印,控制真空度为0.3,温度为165℃。
60.转印完成后将热缩套管和木纹膜去除。
61.对比例3
62.步骤一:对铝合金型材进行清洗除油处理,再对铝合金型材进行碱蚀处理。在进行碱蚀处理之后,对铝合金型材的表面进行抛光处理。将铝合金型材置于阳极氧化槽中进行阳极氧化处理,阳极氧化槽中为酸液,在铝合金型材的表面形成多孔的阳极氧化层;
63.步骤二:将铝合金型材从阳极氧化槽中取出清洗干燥,采用二氧化硅靶材进行磁控溅射,控制真空度为1.1
×
10-4
pa,功率为60w,保护气体为氩气,在阳极氧化层的孔洞中形成二氧化硅层,将溅射后的铝合金型材重新置于阳极氧化槽中浸泡处理,浸泡后清洗干燥;
64.步骤三:在铝合金型材的表面喷涂pvdf氟碳粉末,烘烤固化;
65.步骤四:在铝合金型材的表面覆盖木纹膜,木纹膜外部套上热缩套管,对所述铝合金型材施加超声波处理,烘烤进行热转印,控制真空度为0.3,温度为165℃。
66.转印完成后将热缩套管和木纹膜去除。
67.结果测试
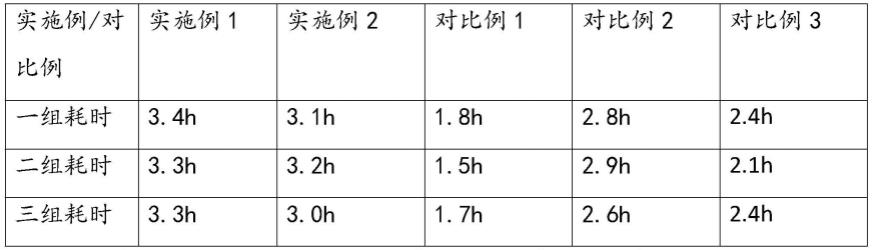
68.将上述实施例和对比例制备得到的铝型材裁切多个试片,使用压缩空气把碳化硅磨料加速喷射到试片的表面,记录其木纹图案出现磨损的时间,检测结果如下表所示:
[0069][0070]
由上表测试数据可知,相比于现有的木纹形成方式,本发明提供的铝合金型材表面木纹图案成型方法能够有效提高木纹图案的结合强度,延长其使用寿命。
[0071]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。