1.本发明涉及构成燃料电池的隔板一体型密封垫及其制造方法。
背景技术:
2.以往,已知有在构成燃料电池的隔板上一体成型有由橡胶等弹性体构成的密封垫的技术。在使用碳作为隔板的材料时,在隔板的表面涂布粘接剂后,需要将密封垫一体成型,因此导致了制造工序的增加。另外,由于隔板与密封垫的热膨胀率相差大,因此在高温环境下,也存在密封垫容易从隔板剥离的问题。此外,还存在当密封垫从隔板剥离时无法再利用的问题。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开第2019-114326号公报;
6.专利文献2:日本特开第2012-21640号公报;
7.专利文献3:日本特开第2009-193687号公报;
8.专利文献4:日本特开第2008-177001号公报;
9.专利文献5:国际公开第2018/123807号。
技术实现要素:
10.发明所要解决的问题
11.本发明的目的在于,提供一种能够减少制造工序并且使密封垫难以从隔板剥离的隔板一体型密封垫及其制造方法。
12.用于解决问题的手段
13.本发明为了解决上述课题而采用了以下方法。
14.即,本发明的隔板一体型密封垫为具备与构成燃料电池的隔板一体地设置的密封垫的隔板一体型密封垫,所述隔板一体型密封垫的特征在于,
15.所述隔板由添加了热塑性第一树脂材料的碳构成,
16.并且,所述密封垫由与第一树脂材料具有相溶性的热塑性第二树脂材料构成。
17.根据本发明,密封垫由与隔板材料中添加的第一树脂材料具有相溶性的热塑性第二树脂材料构成。因此,如果将密封垫直接与隔板一体成型,则在第一树脂材料和第二树脂材料相溶混合后变成固化的状态。因此,能够在不使用粘接剂的情况下将密封垫一体地设置于隔板。另外,由于热膨胀率的不同,也不会容易剥离。
18.另外,本发明的其他隔板一体型密封垫为具备与构成燃料电池的隔板一体地设置的密封垫的隔板一体型密封垫,所述隔板一体型密封垫的特征在于,
19.所述隔板由添加了热塑性第一树脂材料的碳构成,
20.并且,所述密封垫由与第一树脂材料具有相溶性的热塑性第二树脂材料和橡胶材料的混合材料构成。
21.根据本发明,能够得到与上述发明相同的效果。另外,在本发明中,由于密封垫容易伸缩,因此能够抑制由于密封垫的热收缩而导致隔板变形,并且,无论设置密封垫的部分的间隙如何变化,都能够稳定地发挥密封功能。
22.可以在所述隔板的与所述密封垫的熔接部分形成有多个凹凸。
23.由此,能够扩大隔板与密封垫的熔接部分的面积,因此能够提高固定力。
24.另外,本发明的隔板一体型密封垫的制造方法为构成燃料电池的隔板一体型密封垫的制造方法,所述制造方法的特征在于,包括以下工序:
25.在注塑成型模具中安装隔板,所述隔板由添加了热塑性第一树脂材料的碳材料构成;以及
26.通过与第一树脂材料具有相溶性的热塑性第二树脂材料,将密封垫与所述隔板一体成型。
27.另外,本发明的其他隔板一体型密封垫的制造方法为构成燃料电池的隔板一体型密封垫的制造方法,所述制造方法的特征在于,包括以下工序:
28.在注塑成型模具中安装隔板,所述隔板由添加了热塑性第一树脂材料的碳材料构成;以及
29.通过与第一树脂材料具有相溶性的热塑性第二树脂材料和橡胶材料的混合材料,将密封垫与所述隔板一体成型。
30.其中,可以在所述隔板的表面预先形成的多个凹凸部分的表面上一体成型密封垫。
31.发明效果
32.如上所述,根据本发明,能够减少制造工序并且使密封垫难以从隔板剥离。
附图说明
33.图1是示出本发明实施例1的燃料电池的一部分的剖视图。
34.图2是本发明实施例1的隔板一体型密封垫的俯视图。
35.图3是本发明实施例1的隔板一体型密封垫的制造工序图。
36.图4是示出本发明实施例1的隔板一体型密封垫的各种变形例的剖视图。
37.图5是本发明实施例2的隔板一体型密封垫的说明图。
具体实施方式
38.以下,参照附图基于实施例对本发明的实施方式进行示例性的详细说明。但是,该实施例中记载的构成部件的尺寸、材质、形状、其相对配置等,在没有特别的说明时,不意味着将本发明的范围限定于此。
39.《实施例1》
40.参照图1至图3对本发明的实施例1的隔板一体型密封垫及其制造方法进行说明。图1是示出本发明实施例1的燃料电池的一部分的剖视图,是概略地示出燃料电池的一部分的剖视图。图2是本发明实施例1的隔板一体型密封垫的俯视图。需要说明的是,图1中的剖视图中的隔板的剖视图相当于图2中的aa线的剖视图。图3是本发明实施例1的隔板一体型密封垫的制造工序图。
41.《燃料电池》
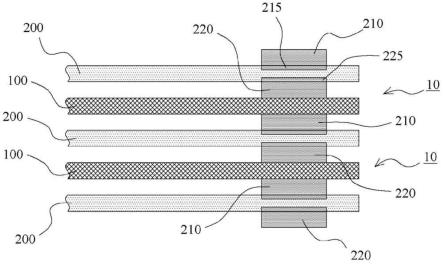
42.参照图1及图2对具有本实施例的隔板的燃料电池进行说明。通常,燃料电池被构成为由多个单体电池组成的电池组。在图1中,示出了由多个单体电池组成的电池组中的一部分的示意性剖视图。如图1所示,电池组被构造为mea(membrane electrode assembly:膜电极组件)100和隔板200交替层叠。然后,由mea100和设置于其两面的一对隔板200构成单体电池10。需要说明的是,在电池组中,在供冷却液流动的部位,也存在隔板200彼此相邻地设置而mea100没有介入的部位。
43.mea100包括电解质膜和设置在电解质膜的两面的一对气体扩散层。另外,在隔板200形成有供燃料气体、氧化剂气体或冷却液等流动的流路201。
44.并且,在mea100与隔板200之间,为了防止燃料气体、氧化剂气体或冷却液等泄漏,而设置有具有弹性的密封垫210、220。在本实施例中,在隔板200上一体地设置有密封垫210、220。这种在隔板200上一体地设置有密封垫210、220的部件被称为“隔板一体型密封垫”。
45.《隔板》
46.参照图1及图2对燃料电池所具备的隔板200进行更加详细说明。在隔板200上设置有在隔板200的表面形成的流路201和多个歧管202。本实施例的隔板200由添加了热塑性第一树脂材料的碳构成。需要说明的是,通常,作为脆性材料的碳比较脆,针对这个缺点,通过在碳中添加第一树脂材料,能够弥补这样的缺点。
47.流路201被用作供燃料气体、氧化剂气体或冷却液等流动的流路。另外,歧管202是为了将燃料气体、氧化剂气体以及冷却液等分配到各电池而设置的。并且,为了防止上述的燃料气体等泄漏到外部等,在形成有流路201的区域的周围以及歧管202的周围,与隔板200分别一体地设置有密封垫210、220。需要说明的是,在图2中,用粗线表示设置密封垫210的部位。本实施例的密封垫210、220由与第一树脂材料具有相溶性的热塑性第二树脂材料构成。需要说明的是,可以列举pp(聚丙烯)和pe(聚乙烯)作为第一树脂材料和第二树脂材料的具体例子。另外,pp与pe具有相容性。
48.《隔板一体型密封垫的制造方法》
49.特别地,参照图3对本实施例的隔板一体型密封垫的制造方法进行说明。本实施例的隔板一体型密封垫通过注塑成型在隔板200上一体地成型有密封垫210、220。本实施例的注塑成型中使用的模具(注塑成型模具)具有上模510和下模520。在上模510设置有用于向型腔c注入树脂材料(第二树脂材料)的浇口511。
50.首先,在注塑成型模具上安装隔板200(参照图3的(a))。然后,从浇口511注入第二树脂材料210x(图3的(a)中,向箭头方向注入)。
51.由此,在构成隔板200的碳材料中添加的第一树脂材料与第二树脂材料210x具有相溶性,因此隔板200的表面附近的第一树脂材料的一部分熔化,变成第一树脂材料与第二树脂材料210x均匀混合的状态(参照图3的(b))。另外,在注塑成型时,从浇口511注塑的处于熔化状态的第二树脂材料210x的温度约为180℃至220℃左右。之后,当温度降低时,混合的第一树脂材料和第二树脂材料210x固化。另外,在图1、3中,符号215表示第一树脂材料与第二树脂材料210x混合的部分。以下,将该部分称为熔接部215。另外,图1还示出了密封垫220中的熔接部225。
52.之后,从模具中取出隔板200。在与隔板200一体成型的密封垫210y上,变成残留有浇口痕迹210ya的状态(参照图3的(c))。因此,期望进行去除浇口痕迹210ya的后处理等。通过进行后处理,可以得到表面为平面状的密封垫210与隔板200一体地设置的隔板一体型密封垫。
53.需要说明的是,在以上说明中,对在隔板200的一个表面上一体地设置密封垫210时的制造工序进行了说明。然而,也可以在下模520上设置浇口,将密封垫210和密封垫220同时一体成型于隔板200。
54.《本实施例的隔板一体型密封垫及其制造方法的优点》
55.根据本实施例的隔板一体型密封垫及其制造方法,密封垫210、220由与隔板200的材料中添加的第一树脂材料具有相溶性的热塑性第二树脂材料构成。因此,如果将密封垫210、220直接一体成型于隔板200,则变成第一树脂材料和第二树脂材料熔化混合后固化的状态。即,通过第一树脂材料与第二树脂材料混合而成的熔接部215、225,密封垫210、220一体地固定于隔板200。因此,可以在不使用粘接剂的情况下将密封垫210、220一体地设置于隔板200。由此,也不需要涂布粘接剂的工序。需要说明的是,第一树脂材料和第二树脂材料只要具有相溶性,则可以是相同的材料,也可以是不同的材料。
56.另外,由于第一树脂材料与第二树脂材料的热膨胀率也不会相差较大,因此,能够抑制由于热膨胀率的差异而导致密封垫210、220从隔板200剥离的情况。而且,由于密封垫210、220由热塑性的树脂材料构成,因此即使密封垫210、220从隔板200剥离,只要再加热,也能够熔接于隔板200,因此可以再利用。
57.《其他》
58.参照图4,对本实施例的隔板一体型密封垫的各种变形例进行说明。图4是示出本发明实施例1的隔板一体型密封垫的各种变形例的示意性剖视图。
59.即使在隔板200的表面上的密封垫210、220熔接的部分为平面,如上所述,也可通过第一树脂材料与第二树脂材料混合形成的熔接部215、225固定,因此能够获得一定的固定力。然而,根据使用环境等,有时也需要更高的固定力。在这种情况下,可以在隔板200的表面上的熔接密封垫210、220的部位预先形成凹凸。
60.例如,在图4的(a)中示出了通过在隔板200a的表面设置截面为矩形的多个凹凸203a、且在该凹凸203a的部分一体地成型密封垫210a而获得的隔板一体型密封垫的剖视图。在这种情况下,沿着凹凸203a形成有熔接部215a,能够扩大隔板200a与密封垫210a的熔接部215a的面积,因此能够提高固定力。
61.另外,在图4的(b)中示出了通过在隔板200b的表面设置截面为大致圆弧形的多个凹凸203b、且在该凹凸203b的部分一体地成型密封垫210b而获得的隔板一体型密封垫的剖视图。在这种情况下,沿着凹凸203b形成有熔接部215b,能够扩大隔板200b与密封垫210b的熔接部215b的面积,因此也能够提高固定力。
62.需要说明的是,如上所述,在电池组中,在供冷却液流动的部位,存在隔板彼此相邻地设置而mea没有介入的部位。在这种情况下,为了使冷却液不泄漏,在隔板彼此之间也需要密封垫。在这种情况下,也可以对一对隔板分别一体地设置密封垫。
63.例如,在图4的(c)中示出了在一对隔板200c分别一体地设置密封垫210c的隔板一体型密封垫的剖视图。在这种隔板一体型密封垫中,也可以在各隔板200c上分别设置多个
凹凸203c,在这些凹凸203c的部分一体地设置密封垫210c。由此,沿着凹凸203c形成有熔接部215c,能够扩大隔板200c与密封垫210c的熔接部215c的面积,因此能够提高固定力。
64.《实施例2》
65.图5示出了本发明的实施例2。在本实施例中,示出了密封垫的材料与上述实施例1不同的情况下的结构。由于其他的基本结构和作用与实施例1相同,因此对相同的结构部分标记相同的符号,并适当省略对其的说明。
66.图5是本发明实施例2的隔板一体型密封垫的说明图。图5的(a)是将上述实施例1的结构的一部分放大后的剖视图。图5的(b)是将本发明实施例2的隔板一体型密封垫的一部分放大后的剖视图。图5的(c)是示出本发明实施例2的隔板一体型密封垫的状态的剖视图。
67.如上述实施例1那样,由第二树脂材料构成的密封垫210和主要成分由碳构成的隔板200的热膨胀率不同。由此,在隔板200上一体成型密封垫210之后,若这些温度降低,则与隔板200相比,密封垫210的收缩变大。因此,通过密封垫210的收缩(参照图5的(a)中的箭头),对隔板200作用使隔板200收缩的力。由此,由于隔板200及密封垫210的尺寸形状等,担心隔板200的一部分弯曲变形。
68.因此,在本实施例中,对能够抑制产生这样的不良情况的隔板一体型密封垫进行说明。如图5的(b)所示,在本实施例的隔板一体型密封垫中,与实施例1相同,也包括隔板200和密封垫210s。另外,这些隔板200和密封垫210s通过熔接部215一体地固定。需要说明的是,关于隔板200的结构,由于与上述实施例1相同,因此省略说明。
69.在本实施例中,密封垫210s的材料由与第一树脂材料具有相溶性的热塑性第二树脂材料和橡胶材料的混合材料构成,这一点与上述实施例1不同。作为第一树脂材料和第二树脂材料的具体示例,可以列举pp(聚丙烯)和pe(聚乙烯)。另外,可以列举epdm作为橡胶材料的具体示例。需要说明的是,通过双轴混炼挤出机将第二树脂材料和橡胶材料以任意比例进行干混合后的材料混炼,可以得到成型材料。需要说明的是,在通过注塑成形将密封垫210s一体成型于隔板200时,只要将上述混炼后的成型材料制成颗粒状来使用即可。
70.如上所述,在本实施例中,仅是密封垫210s的材料与实施例1不同。而本实施例的隔板一体型密封垫的制造方法与实施例1相同,因此省略说明。
71.在本实施例的隔板一体型密封垫及其制造方法中,也能够得到与上述实施例1同样的效果。另外,在本实施例中,密封垫210s的材料由第二树脂材料与橡胶材料的混合材料构成。因此,与实施例1中的密封垫210相比,密封垫210s容易伸缩。由此,能够抑制由于密封垫210s的热收缩而导致隔板200变形。另外,无论配置了密封垫210s的部分的间隙如何变化,都能够稳定地发挥密封功能。即,例如,如图5的(c)所示,在将密封垫210s配置于一对隔板200之间时,无论隔板之间的间隙变宽还是变窄,通过密封垫210s的伸缩都能够稳定地发挥密封功能。需要说明的是,该图左侧表示间隙宽的状态,该图右侧表示间隙窄的状态(h1>h2)。
72.需要说明的是,在上述图4所示的各种变形例中,当然也能够应用本实施例所示的密封垫210s。
73.符号说明
74.10:单体电池
75.200、200a、200b、200c:隔板
76.201:流路
77.202:歧管
78.203a、203b、203c:凹凸
79.210、220、210a、210b、210c、210s:密封垫
80.210y:密封垫
81.210ya:浇口痕迹
82.215、225、215a、215b、215c:熔接部
83.510:上模
84.511:浇口
85.520:下模
86.c:型腔
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。