1.本发明涉及海底光缆技术领域,具体涉及一种海缆不同铠装结构的缆型过渡接头以及应用于该缆型过渡接头的在线过渡方法。
背景技术:
2.由于海底不同的地质环境、不同的应用深度,尤其是跨越大洋或大洲的海底光缆系统往往包含多种不同的缆型,以适用不同的应用环境,而不同结构的海底光缆大多采用硬接头的方式进行连接。
3.目前比较通用的方式是采用接头盒将2种不同结构的海缆进行硬连接,但是接头盒的外径比海缆的外径大许多,而且弯曲半径很大,给导缆和施工带来麻烦,另一方面接头盒的重量较重,导缆和施工过程中需要专门的起重设备,消耗大量人力物力,而且接头盒的连接涉及到光纤的熔接,会产生一定的熔接损耗,不利于长距离通信。
4.综上所述,如果使用一根缆芯贯穿始终,在铠装层进行过渡来适应不同的环境,不仅可以保证大段长海底光缆缆芯的完整避免熔接损耗的产生,而且可以很好的避免由于接头带来的施工和使用风险,并可以减少接头盒的使用,降低海缆生产和施工的成本和难度。
5.因此需要开发一种海缆在线过渡工艺,避免由于接头带来的风险,降低海缆生产和施工的成本和难度。
技术实现要素:
[0006][0007]
本发明的目的在于提供一种海缆不同铠装结构的缆型过渡接头及其在线过渡方法,其主要解决现有的不同缆型的海缆的连接方式的不足等问题,能够实现da、sa、lw等海底光缆之间的在线过渡,从而保证大段长海底光缆缆芯的完整。
[0008]
为解决上述问题,本发明所采用的技术方案如下:
[0009]
一种海底光缆不同铠装结构的缆型过渡接头,其自内向外依次包括护套缆芯、第一层铠装海缆、第二层铠装海缆、强力纤维胶带以及最外层的聚丙烯外披层,所述护套缆芯贯穿整个海缆,所述缆型过渡接头的过渡段包括第一层铠装海缆和第二层铠装海缆之间的相互过渡以及护套缆芯和第一层铠装海缆之间的相互过渡,所述第一层铠装海缆和第二层铠装海缆的过渡钢丝与相邻的钢丝进行焊接,并且通过连接管填充去掉钢丝所产生的缝隙。
[0010]
进一步的方案是,所述聚丙烯外披层为沥青涂层及包覆在沥青涂层外面的 pp绳。
[0011]
更进一步的方案是,所述连接管为高强度热缩套管。
[0012]
更进一步的方案是,所述缆型过渡接头的过渡段包括3种缆型,分别为所述护套缆芯、第一层铠装海缆、第二层铠装海缆,其中,所述护套缆芯为无铠装的缆芯,所述第一层铠装海缆为单层铠装海缆,所述第二层铠装海缆为双层铠装海缆。
[0013]
更进一步的方案是,所述缆型过渡接头的过渡段包括4种过渡结构,分别为所述护
套缆芯向第一层铠装海缆过渡、第一层铠装海缆向第二层铠装海缆过渡、第一层铠装海缆向护套缆芯、第二层铠装海缆向第一层铠装海缆过渡。
[0014]
更进一步的方案是,所述过渡钢丝的焊接端头采用焊接方式将需要过渡的钢丝剪断后与相邻的钢丝进行焊接,在所述过渡钢丝剪断焊接完成后使用和钢丝等直径的高强度热缩套管套在钢丝端头并填满所产生的缝隙,直到所有需要过渡的钢丝都被该套管替代。
[0015]
更进一步的方案是,所述过渡钢丝的焊接端头使用强力纤维胶带固定在缆型过渡的标记处。
[0016]
更进一步的方案是,在所述缆型过渡接头的过渡段的钢丝处理完成后均匀涂覆沥青涂层并绕包pp绳。
[0017]
一种海底光缆不同铠装结构的缆型过渡接头的在线过渡方法,所述海缆不同铠装结构的缆型过渡接头是采用上述的海缆不同铠装结构的缆型过渡接头,该方法包括以下步骤:在需要缆型过渡的位置做缆型过渡标识并停机;剪断一根需要过渡的钢丝,将高强度热塑套管套在钢丝端头上,并进行热缩加固,在钢丝上需要焊接的地方使用稀盐酸除去表面的锌层以提高焊接强度;将处理好的钢丝焊接在一块,以预定的速度进行钢丝绞合铠装,并用高强度热缩套管填充钢丝剪掉后产生的缝隙,逐根钢丝按照上述操作进行处理,直至所有需要过渡的钢丝被高强度热缩套管所代替;在需要过渡的钢丝处理完毕后使用高强度的纤维胶带将钢丝端头缠紧,并在处理完成后的缆芯均匀涂覆上沥青并双层反向绕包pp绳。
[0018]
进一步的方案是,所述缆型过渡接头的过渡段的生产速度≤2米/min,钢丝端头之间的距离≥1.5米。
[0019]
由此可见,本发明提供的一种新型海底光缆不同铠装结构的在线过渡接头以及工艺,在整个海缆的生产过程中保持一整根护套缆芯,在该段缆芯上生产不同铠装结构的海缆。所以,本发明工艺简单方便容易实现,而且不涉及到护套缆芯的更换,在海缆施工过程中更加安全,提高了产品的质量可靠性,缆型过渡段的钢丝端头采用特殊的焊接工艺进行连接,焊接后的接头几乎和本体强度相当,而且不会增加过渡段海缆的外径,不会对海缆的运输和施工造成阻碍,使用特质的填充条对钢丝过渡后产生的缝隙进行填充,保持外观的圆整,整个海缆过渡都均匀涂覆沥青,并绕包包覆层。
[0020]
下面结合附图和具体实施方式对本发明作进一步详细说明。
附图说明
[0021]
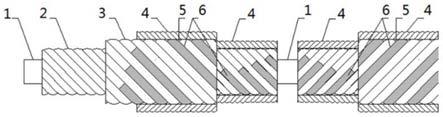
图1是本发明一种海缆不同铠装结构的缆型过渡接头实施例关于3种缆型以及4种过渡结构的结构示意图。
[0022]
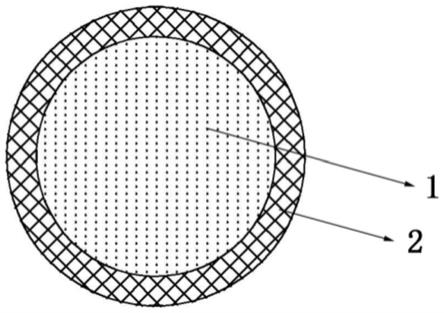
图2是本发明一种海缆不同铠装结构的缆型过渡接头实施例中3种缆型的剖面结构示意图。
[0023]
图3是本发明一种海缆不同铠装结构的缆型过渡接头实施例中关于钢丝焊接的结构示意图。
具体实施方式
[0024]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发
明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0025]
一种海缆不同铠装结构的缆型过渡接头实施例:
[0026]
参见图1至图3,一种海缆不同铠装结构的缆型过渡接头,其自内向外依次包括护套缆芯1、第一层铠装海缆2、第二层铠装海缆3、强力纤维胶带以及最外层的聚丙烯外披层,护套缆芯1贯穿整个海缆,缆型过渡接头的过渡段包括第一层铠装海缆2和第二层铠装海缆3之间的相互过渡以及护套缆芯1和第一层铠装海缆2之间的相互过渡,第一层铠装海缆2和第二层铠装海缆3的过渡钢丝与相邻的钢丝进行焊接,并且通过连接管填充去掉钢丝所产生的缝隙。其中,本实施例的连接管为高强度热缩套管6。
[0027]
在本实施例中,聚丙烯外披层为沥青涂层5及包覆在沥青涂层5外面的pp 绳4。
[0028]
在本实施例中,缆型过渡接头的过渡段包括3种缆型,分别为护套缆芯1、第一层铠装海缆2、第二层铠装海缆3,其中,护套缆芯1为无铠装的缆芯(lw),第一层铠装海缆2为单层铠装海缆(sa),第二层铠装海缆3为双层铠装海缆 (da)。
[0029]
在本实施例中,缆型过渡接头的过渡段包括4种过渡结构,分别为护套缆芯1向第一层铠装海缆2过渡、第一层铠装海缆2向第二层铠装海缆3过渡、第一层铠装海缆2向护套缆芯1、第二层铠装海缆3向第一层铠装海缆2过渡。其中,无铠装的缆芯向单层铠装海缆过渡(lw-sa)、单层铠装海缆向双层铠装海缆过渡(sa-da)、单层铠装海缆向无铠装的缆芯过渡(sa-lw)、双层铠装海缆向单层铠装海缆过渡(da-sa)。
[0030]
在本实施例中,过渡钢丝的焊接端头采用焊接方式将需要过渡的钢丝剪断后与相邻的钢丝进行焊接,在过渡钢丝剪断焊接完成后使用和钢丝等直径的高强度热缩套管6套在钢丝端头并填满所产生的缝隙,直到所有需要过渡的钢丝都被该套管替代。
[0031]
在本实施例中,过渡钢丝的焊接端头使用强力纤维胶带固定在缆型过渡的标记处。
[0032]
在本实施例中,在缆型过渡接头的过渡段的钢丝处理完成后均匀涂覆沥青涂层5后绕包pp绳4。
[0033]
由此可见,本发明在生产过程中使用一根缆芯贯穿始终,可以实现多种缆型的无光纤接头的缆型过渡,不仅成本低廉,而且操作比现有的接头盒硬连接方式更加简便,生产耗时短,无大的外径波动,储存、运输、施工等都有着无可替代的优势;可实现一根缆芯不仅可实现0-1500米水深复杂岩石地形、高危险拖船危害区域和高磨损区域的使用、也可应用于1000米-8000米水深、粗糙表面的海床、中度磨损环境或有可能被海洋食物撕咬的环境。
[0034]
一种海缆不同铠装结构的缆型过渡接头的在线过渡方法实施例一:
[0035]
一种海缆不同铠装结构的缆型过渡接头的在线过渡方法,该海缆不同铠装结构的缆型过渡接头是采用上述的海缆不同铠装结构的缆型过渡接头,该方法包括以下步骤:
[0036]
首先,执行步骤s1,在需要缆型过渡的位置做缆型过渡标识并停机。
[0037]
接着,执行步骤s2,剪断一根需要过渡的钢丝,并将钢丝的端头打磨细一点,将高强度热塑套管套在钢丝端头上,并进行热缩加固,在钢丝上需要焊接的地方使用稀盐酸除去表面的锌层以提高焊接强度。
[0038]
然后,执行步骤s3,使用特殊的焊接方式将将处理好的钢丝焊接在一块,焊接长度≥5cm;以1米/min的速度进行钢丝绞合铠装,并用高强度热缩套管6 填充钢丝剪掉后产生
的缝隙,逐根钢丝按照上述操作进行处理,直至所有需要过渡的钢丝被高强度热缩套管6所代替,相邻钢丝端头之间的距离在1.5米以上。
[0039]
然后,执行步骤s4,在需要过渡的钢丝处理完毕后使用高强度的纤维胶带将钢丝端头缠紧,并在处理完成后的缆芯均匀涂覆上沥青并双层反向绕包上pp 绳4。
[0040]
其中,本发明的缆型过渡接头的过渡段的生产速度≤2米/min,钢丝端头之间的距离≥1.5米。
[0041]
在本发明一个较佳实施实例中,高强度热缩套管6为高强度、耐候性优异的聚对苯二甲酸丁二醇酯(pbt)。
[0042]
在本发明一个较佳实施实例中,在步骤s2和s3中,钢丝焊接端头使用稀盐酸处理掉表面锌层后并使用砂纸进行打磨,并用无尘纸进行擦拭,采用焊接精度较高的氩弧焊焊接技术进行焊接。
[0043]
在本发明一个较佳实施实例中,在步骤s3中,使用pbt套管包裹住钢丝端头后使用热烘枪将其吹塑平整,使其牢固地与钢丝连接,连接头与其他铠装钢丝一起绞合出了铠装模具后开始进行钢丝焊接操作。
[0044]
在本发明一个较佳实施实例中,在步骤s4中,所有需要过渡钢丝处理完毕后,所有的钢丝被pbt套管所替代后剪断pbt套管,所有的pbt套管端头需保持平整,并减少pp绳4根数保证过渡后的海缆外观平整,得到的海缆缆型过渡接头。
[0045]
在本实施例中,本发明提供了一种海底光缆不同铠装结构的过渡接头,该海缆过渡接头的结构包括最内层的护套缆芯1、单层铠装海缆、高强度热缩套管 6、强力纤维胶带和最外层的聚丙烯外披层;该过渡接头始终保持最内层的护套缆芯1完整地从头贯穿到尾,缆芯过渡接头的过渡段包括单层铠装海缆和护套缆芯1之间的过渡(sa-lw)。
[0046]
上述的海底光缆不同铠装结构的在线过渡工艺,其具体包括以下步骤:
[0047]
(1)在线生产大长度的等直径lw海缆,并对生产的缆芯进行单层钢丝铠装。
[0048]
(2)单层铠装层生产完成后,在绞合模口前剪断一根钢丝,将钢丝端头打磨细一些,将该段钢丝的另一个端头重新放到钢丝放线盘上,并将该盘钢丝卸下,替换上一盘与钢丝等直径的高强度热缩套管6。
[0049]
(3)将高强度热缩套管6套在靠近绞合模口的钢丝端头上,并用热烘枪将连接处烘平整,使热塑套管紧紧包裹住钢丝端头,使用稀盐酸将钢丝端头以及相邻钢丝需要焊接的部分表面锌层去除干净,并用砂纸打磨光滑。
[0050]
(4)启动设备缓慢转动绞笼让钢丝端头开过绞合模具后停机,将剪断的钢丝和相邻钢丝焊接在一起,焊接长度在5cm以上,并在焊接点和钢丝端头缠绕一层纤维胶带。
[0051]
(5)逐个处理每根铠装钢丝,相邻钢丝接头之间的距离要大于1.5米,缆型过渡段的处理过程中,护套缆芯1、单层铠装钢丝、高强度热缩套管6表面都要均匀涂覆沥青,并绕包上2层pp绳4。
[0052]
(6)待所有的钢丝过渡完毕后,只剩下高强度热缩套管6绕包缆芯,将所有套管剪断并保证平齐,使用强力胶带缠绕固定,只剩下护套缆芯1后,去掉 pp绳4绕包,并将pp绳4缠绕美观,即完成sa-lw缆型过渡接头的生产。
[0053]
(7)整个钢丝过渡的生产过程中,生产速度不超过2米/min,而且随时按需要停机。
[0054]
由此可见,本发明提供的一种新型海底光缆不同铠装结构的在线过渡接头以及工
艺,在整个海缆的生产过程中保持一整根护套缆芯1,在该段缆芯上生产不同铠装结构的海缆。所以,本发明工艺简单方便容易实现,而且不涉及到护套缆芯1的更换,在海缆施工过程中更加安全,提高了产品的质量可靠性,缆型过渡段的钢丝端头采用特殊的焊接工艺进行连接,焊接后的接头几乎和本体强度相当,而且不会增加过渡段海缆的外径,不会对海缆的运输和施工造成阻碍,使用特质的填充条对钢丝过渡后产生的缝隙进行填充,保持外观的圆整,整个海缆过渡都均匀涂覆沥青,并绕包包覆层。
[0055]
一种海缆不同铠装结构的缆型过渡接头的在线过渡方法实施例二:
[0056]
本发明提供了一种海底光缆不同铠装结构的过渡接头,该海缆过渡接头的结构包括最内层的护套缆芯1、单层铠装海缆、双层铠装海缆、高强度热缩套管 6、强力纤维胶带和最外层的聚丙烯外披层;该过渡接头始终保持最内层的护套缆芯1完整地从头贯穿到尾,缆芯过渡接头的过渡段包括双层铠装海缆和单层铠装海缆之间的过渡(da-sa)。
[0057]
上述的海底光缆不同铠装结构的在线过渡工艺,其具体包括以下步骤:
[0058]
(1)在线生产大长度的等直径lw海缆,并对生产的缆芯进行双层钢丝铠装。
[0059]
(2)双层铠装层生产完成后,在绞合模口前剪断一根钢丝,将钢丝端头打磨细一些,将该段钢丝的另一个端头重新放到钢丝放线盘上,并将该盘钢丝卸下,替换上一盘与钢丝等直径的高强度热缩套管6。
[0060]
(3)将高强度热缩套管6套在靠近绞合模口的钢丝端头上,并用热烘枪将连接处烘平整,使热塑套管紧紧包裹住钢丝端头,使用稀盐酸将钢丝端头以及相邻钢丝需要焊接的部分表面锌层去除干净,并用砂纸打磨光滑。
[0061]
(4)启动设备缓慢转动绞笼让钢丝端头开过绞合模具后停机,将剪断的钢丝和相邻钢丝焊接在一起,焊接长度在5cm以上,并在焊接点和钢丝端头缠绕一层纤维胶带;
[0062]
(5)逐个处理每根铠装钢丝,相邻钢丝接头之间的距离要大于1.5米,缆型过渡段的处理过程中,护套缆芯1、单层铠装钢丝、双层铠装钢丝、高强度热缩套管6表面都要均匀涂覆沥青,并绕包上2层pp绳4。
[0063]
(6)待所有的钢丝过渡完毕后,只剩下高强度热缩套管6绕包单层铠装层,将所有套管剪断并保证平齐,使用强力胶带缠绕固定,只剩下单层铠装层后,减少pp绳4绕包根数,并将pp绳4缠绕美观,即完成da-sa缆型过渡接头的生产。
[0064]
(7)整个钢丝过渡的生产过程中,生产速度不超过2米/min,而且随时按需要停机;
[0065]
一种海缆不同铠装结构的缆型过渡接头的在线过渡方法实施例三:
[0066]
本发明提供了一种海底光缆不同铠装结构的过渡接头,该海缆过渡接头的结构包括最内层的护套缆芯1、单层铠装海缆、双层铠装海缆、高强度热缩套管 6、强力纤维胶带和最外层的聚丙烯外披层;该过渡接头始终保持最内层的护套缆芯1完整地从头贯穿到尾,缆芯过渡接头的过渡段包括单层铠装海缆和双层铠装海缆之间的过渡(sa-da)。
[0067]
上述的海底光缆不同铠装结构的在线过渡工艺,其具体包括以下步骤:
[0068]
(1)在线生产大长度的等直径lw海缆,并对生产的缆芯进行单层钢丝铠装,并在单层钢丝铠装层外再铠装一层高强度热缩套管6,而且套管端头平齐,并使用纤维胶带将套管缠绕在单层铠装钢丝上。
[0069]
(2)套管铠装层生产完成后,在绞合模口前剪断一根套管,并将该盘套管卸下,替换上一盘与套管等直径的钢丝;并将钢丝端头打磨细一些,并将钢丝端头拉到绞合模口前。
[0070]
(3)将高强度热缩套管6套在靠近绞合模口的钢丝端头上,并用热烘枪将连接处烘平整,使热塑套管紧紧包裹住钢丝端头。
[0071]
(4)启动设备缓慢转动绞笼让钢丝端头开过绞合模具后停机,使用纤维胶带将钢丝端头缠绕在单层铠装层上,减少一根套管所产生的缝隙使用钢丝进行填充。
[0072]
(5)按照以上操作处理下一根钢丝,并用稀盐酸将钢丝端头以及相邻钢丝需要焊接的部分表面锌层去除干净,并用砂纸打磨光滑;替代套管的钢丝和相邻钢丝焊接在一起,焊接长度在5cm以上,并在焊接点和钢丝端头缠绕一层纤维胶带。
[0073]
(6)钢丝逐个替代套管,相邻钢丝接头之间的距离要大于1.5米,缆型过渡段的处理过程中,护套缆芯1、单层铠装海缆、双层铠装海缆、高强度热缩套管6表面都要均匀涂覆沥青,并绕包上2层pp绳4。
[0074]
(7)待所有的钢丝过渡完毕后,单层铠装海缆上增加了双层铠装海缆,开始正常的双层钢丝铠装层的生产,即完成da-sa缆型过渡接头的生产。
[0075]
(8)整个钢丝过渡的生产过程中,生产速度不超过2米/min,而且随时按需要停机;
[0076]
一种海缆不同铠装结构的缆型过渡接头的在线过渡方法实施例四:
[0077]
本发明提供了一种海底光缆不同铠装结构的过渡接头,该海缆过渡接头的结构包括最内层的护套缆芯1、单层铠装海缆、高强度热缩套管6、强力纤维胶带和最外层的聚丙烯外披层;该过渡接头始终保持最内层的护套缆芯1完整地从头贯穿到尾,缆芯过渡接头的过渡段包括护套缆芯1和单层铠装海缆之间的过渡(lw-sa)。
[0078]
上述的海底光缆不同铠装结构的在线过渡工艺,其具体包括以下步骤:
[0079]
(1)在线生产大长度的等直径lw海缆,并对生产的缆芯铠装上一层高强度热缩套管6,而且套管端头平齐,并使用纤维胶带将套管缠绕在护套缆芯1上。
[0080]
(2)套管铠装层生产完成后,在绞合模口前剪断一根套管,并将该盘套管卸下,替换上一盘与套管等直径的钢丝;并将钢丝端头打磨细一些,并将钢丝端头拉到绞合模口前。
[0081]
(3)将高强度热缩套管6套在靠近绞合模口的钢丝端头上,并用热烘枪将连接处烘平整,使热塑套管紧紧包裹住钢丝端头。
[0082]
(4)启动设备缓慢转动绞笼让钢丝端头开过绞合模具后停机,使用纤维胶带将钢丝端头缠绕在单层铠装层上,减少一根套管所产生的缝隙使用钢丝进行填充。
[0083]
(5)按照以上操作处理下一根钢丝,并用稀盐酸将钢丝端头以及相邻钢丝需要焊接的部分表面锌层去除干净,并用砂纸打磨光滑;替代套管的钢丝和相邻钢丝焊接在一起,焊接长度在5cm以上,并在焊接点和钢丝端头缠绕一层纤维胶带。
[0084]
(6)钢丝逐个替代套管,相邻钢丝接头之间的距离要大于1.5米,缆型过渡段的处理过程中,护套缆芯1、单层铠装钢丝、高强度热缩套管6表面都要均匀涂覆沥青,并绕包上2层pp绳4。
[0085]
(7)待所有的钢丝过渡完毕后,护套缆芯1上增加了单层铠装海缆,开始正常的单层钢丝铠装的生产,即完成lw-sa缆型过渡接头的生产。
[0086]
(8)整个钢丝过渡的生产过程中,生产速度不超过2米/min,而且随时按需要停机。
[0087]
上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。