1.本实用新型涉及孔洞缺陷检测技术领域,尤其是一种偏光片多工位孔洞检测装置。
背景技术:
2.由于偏光片产品存在翘曲的情况,检测孔洞的视觉工位对于产品平整度有要求,所以需要在吸附治具上进行检测。现有的偏光片多工位孔洞检测装置,采用上吸式吸附治具,由于产品重力与翘曲等因素影响,吸附的效果不佳,导致成像虚焦,设备过检较多;现有检测工位的光源为背光,吸附治具上需要开孔将产品孔洞处完全露出,且为满足产品吸附效果,开孔大小有要求,不同产品的尺寸、孔洞位置都不一样,换型时无法完全覆盖;现有的设备采用转盘式结构上料,空间有限,无法通过增加上料仓来提升效率。
技术实现要素:
3.本实用新型要解决的技术问题是:为了克服现有技术中存在的不足,提供一种偏光片多工位孔洞检测装置。
4.本实用新型解决其技术问题所采用的技术方案是:一种偏光片多工位孔洞检测装置,包括产品上料仓、上料搬运组件、双张剔除组件、检测吸附治具组件、下料搬运组件、坏品传输流道和好品传输流道。
5.所述的产品上料仓侧边设有吹料杆组件、下方设有上料仓移动模组,上料仓移动模组在xy向控制吹料杆组件完成产品的夹紧定位,上料仓移动模组在z向控制产品上料仓的移动。
6.优选的,所述的产品上料仓采用直线型排列结构,设有多料仓,根据位置大小和产能需求,可以增加料仓数量。
7.所述的上料搬运组件设于产品上料仓上方,下料搬运组件设于吸附治具上方,
8.所述上料搬运组件和下料搬运组件的作用端设有配合吸取产品的吸板和吸盘,同时均设有与第二移动模组滑动连接的抬升丝杆组件,所述的抬升丝杆组件连接有驱动装置以搬运产品。
9.所述的上料搬运组件吸取产品上料仓上的产品,将产品搬运至双张剔除组件。
10.所述的下料搬运组件将产品从吸附治具上取出,将坏品落到坏品传输流道上并收入坏品收料盒内,将好品落到好品传输流道上并流入相应的对接设备。
11.所述的双张剔除组件包括双张检测光电、双张传输流道和双张收料盒,产品通过双张检测光电,将双张产品剔除到双张传输流道上并收入双张收料盒。
12.所述的检测吸附治具组件包括吸附治具和位于吸附治具上方的孔洞检测工位,所述的吸附治具连接于第一移动模组上,吸附治具包括相互配合用以吸取产品的吸板和吸盘。产品放于吸附治具上,通过第一移动模组将产品移动到孔洞检测工位下方完成孔洞检测。
13.将原有的上吸式吸附治具改为下吸式吸附治具,不需要考虑产品的重力,吸附的效果更好;吸附效果越好,成像虚焦的情况越少,过检越少,提高了设备的稳定性。
14.通过第一移动模组和第二移动模组的配合移动,实现检测吸附治具组件对产品的孔洞检测,吸附治具的开孔大小只需要考虑产品从产品上料仓抓取搬运到吸附治具上的偏移量,现有的吸附治具可满足这一偏移量,所以当产品换型时,可以不更换吸附治具,大大节省了时间。
15.工作时,人工将产品放置在产品上料仓内,通过上料仓移动模组在xy向上控制吹料杆组件完成产品的夹紧定位;然后通过上料仓移动模组在竖向上抬升产品上料仓使产品被上方的上料搬运组件吸取;接着上料搬运组件通过第二移动模组搬运产品经过双张剔除组件的检测,将双张产品剔除,其余产品被搬运至吸附治具上;然后通过第一移动模组控制吸附治具将产品移动到孔洞检测工位下方完成孔洞检测;随后通过第二移动模组控制下料搬运组件将产品从吸附治具上取出,将坏品落到坏品传输流道上并收入坏品收料盒内,将好品落到好品传输流道上并流入相应的对接设备。
16.本实用新型的有益效果是:本实用新型的偏光片多工位孔洞检测装置,采用移载搬运式上料,多个料仓同时上料,通过增加料仓的数量,提升了产能。下吸式吸附治具,不需要考虑产品的重力,吸附的效果更好;吸附效果越好,成像虚焦的情况越少,过检越少,提高了设备的稳定性。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
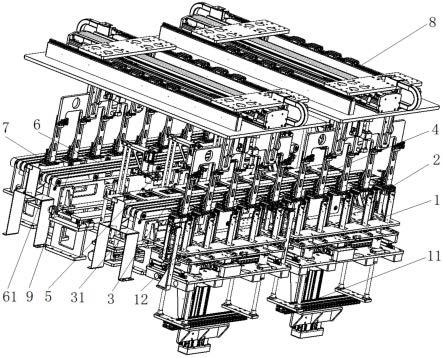
18.图1是本实用新型的结构示意图;
19.图2是本实用新型检测吸附治具组件处的结构示意图;
20.图3是本实用新型吸附治具的结构示意图。
21.图中标号:1-产品上料仓,2-上料搬运组件,3-双张剔除组件,4-吸附治具,5-孔洞检测工位,6-坏品传输流道,7-好品传输流道,8-纵向移动模组,9-下料搬运组件,11-上料仓移动模组,12-吹料杆组件,31-双张收料盒,41-横向移动模组,42-吸板,43-吸盘,61-坏品收料盒。
具体实施方式
22.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.图1-图3所示的一种偏光片多工位孔洞检测装置,包括产品上料仓1、上料搬运组件2、双张剔除组件3、检测吸附治具组件、下料搬运组件9、坏品传输流道6和好品传输流道
7。
24.所述的产品上料仓1环侧设有吹料杆组件12、下方设有上料仓移动模组11,上料仓移动模组11在xy向控制吹料杆组件12完成产品的夹紧定位,上料仓移动模组11在z向控制产品上料仓1的移动。
25.所述的产品上料仓1采用直线型排列结构,设有10个料仓同时上料,提升了产能。
26.所述的上料搬运组件2设于产品上料仓1上方,下料搬运组件9设于吸附治具4上方,
27.所述上料搬运组件2和下料搬运组件9的作用端设有配合吸取产品的吸板和吸盘,同时均设有与第二移动模组8滑动连接的抬升丝杆组件,所述的抬升丝杆组件连接有直线电机以搬运产品。
28.所述的上料搬运组件2吸取产品上料仓1上的产品,将产品搬运至双张剔除组件3。
29.所述的下料搬运组件9将产品从吸附治具4上取出,将坏品落到坏品传输流道6上并收入坏品收料盒61内,将好品落到好品传输流道7上并流入相应的对接设备。
30.所述的双张剔除组件3包括双张检测光电、双张传输流道和双张收料盒31,产品通过双张检测光电,将双张产品剔除到双张传输流道上并收入双张收料盒31。
31.所述的检测吸附治具组件包括吸附治具4和位于吸附治具4上方的孔洞检测工位5,所述的吸附治具4连接于横向移动模组41上,吸附治具4上设有相互配合用以吸取产品的吸板42和吸盘43,所述的吸板42位于吸附治具4上方,所述的吸盘43穿过吸板42和吸附治具4,且吸附治具4、吸板42和吸盘43的上端面齐平。产品放于吸附治具4上,通过横向移动模组41将产品移动到孔洞检测工位5下方完成孔洞检测。
32.将原有的上吸式吸附治具改为下吸式吸附治具,不需要考虑产品的重力,吸附的效果更好;吸附效果越好,成像虚焦的情况越少,过检越少,提高了设备的稳定性。
33.通过横向移动模组41和纵向移动模组8的配合移动,实现检测吸附治具组件对产品的孔洞检测,吸附治具4的开孔大小只需要考虑产品从产品上料仓1抓取搬运到吸附治具4上的偏移量,现有的吸附治具4可满足这一偏移量,所以当产品换型时,可以不更换吸附治具4,大大节省了时间。
34.工作时,人工将产品放置在产品上料仓1内,通过上料仓移动模组11在xy向上控制吹料杆组件12完成产品的夹紧定位;然后通过上料仓移动模组11在竖向上抬升产品上料仓1使产品被上方的上料搬运组件2吸取;接着上料搬运组件2通过纵向移动模组8搬运产品经过双张剔除组件3的检测,将双张产品剔除,其余产品被搬运至吸附治具4上;然后通过横向移动模组41控制吸附治具4将产品移动到孔洞检测工位5下方完成孔洞检测;随后通过纵向移动模组8控制下料搬运组件9将产品从吸附治具4上取出,将坏品落到坏品传输流道6上并收入坏品收料盒61内,将好品落到好品传输流道7上并流入相应的对接设备。
35.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。