具有改善的颜色和划痕外观的丙烯酸类固体表面的制备方法
1.优先权
2.本技术要求2019年10月2日提交的名称为“method for producing acrylic solid surface with improved color and scratch appearance”的美国临时专利申请第62/909,312号的优先权,该申请的公开内容以引用方式并入本文。
背景技术:
3.通常,着色的、发黑的、有色的、暗纹的和/或图案化的聚合物材料(“着色塑料”)对于在多种应用,诸如消费品和聚合物/复合建筑材料中使用是期望的。这种着色塑料为形成它们的物体提供改进的外观和美学特征。通常,可将颜料(包括微粉化颜料)或染料添加到聚合物材料中以产生用于各种工业、商业和住宅用途的着色塑料产品。
4.然而,传统的着色聚合物材料可能褪色,失去颜色,或经历美学上令人不愉快的颜色变化。传统的染料可能从聚合物材料中浸出,或者可能通过热降解或暴露于辐射(诸如紫外线电磁辐射,来自阳光的光漂白等)引起的降解而失去颜色或漂白。浸出是共混在卤化聚烯烃中的染料和颜料的特殊问题。因此,包括此类染料和颜料的聚合物材料可具有不良的色牢度。
5.另外,传统颜料和染料在聚合物材料内的均匀分散可能是困难的。不良的分散导致着色聚合物材料内的漩涡和颜色可变性。此外,染料和颜料在塑料制品内的不良分散可能导致不期望的机械性能。因此,增容剂通常用于在聚合物材料内分散染料和颜料。此类增容剂包括有助于分散染料或颜料的各种有机化合物。另外,可使用高剪切机械方法分散染料、颜料和微粉化颜料。然而,增容剂通常是昂贵的,并且还可能不利地影响着色聚合物材料的机械性能。矿物填充的聚合物的着色可能甚至更具有挑战性,因为人们必须用无机填料诸如碳酸钙、滑石、三水合氧化铝等来解决聚合材料的固有增白。
6.因此,在工业中持续需要提供具有改进的坚牢度、稳定性和耐漂白性和颜色浸出的着色塑料。
技术实现要素:
7.可将分散的微粉化颜料(例如炭黑和/或金属氧化物诸如氧化铁和硫化锌)诸如得自penn color的11b3323以约0.5重量%至5重量%添加到aristech的聚合物(例如,丙烯酸类)固体表面组合物中,得到具有富集的颜色和改善的表面划痕外观的固体表面丙烯酸类组合物。其他颜料可包括11r3335(60%红色氧化铁);11y3336(45%黄色氧化铁);11w3338,55%白色硫化锌。微粉化颜料的添加用非常小的,良好分散的颜料颗粒覆盖三水合铝(ath)填料的表面,这有助于覆盖/遮盖ath的白色,并可以为固体表面提供独特的,富集的颜色外观。微粉化颜料的使用有助于表面刮痕呈现较少的白色,因为改善的白色ath的覆盖度。
附图说明
8.图1.富集颜色的固体表面的划痕可见性。
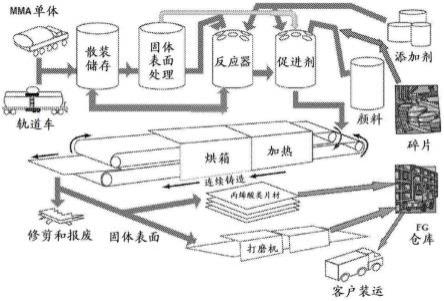
9.图2.丙烯酸类固体表面的制造工艺步骤。
具体实施方式
10.该技术涉及分散的微粉化颜料(例如,炭黑和金属氧化物,包括但不限于氧化铁和硫化锌),诸如得自penn color的11b3323,其可以约0.5重量%至5重量%,或约0.5重量%至2.5重量%,或0.51重量%添加到aristech的丙烯酸类固体表面制剂中,得到具有富集的颜色和改善的表面划痕外观的固体表面。微粉化炭黑颜料也可分散在液体载体诸如苯甲酸酯、丙烯酸丁酯、甲基丙烯酸甲酯或甲基丙烯酸正丁酯中以向聚合物材料提供更好的着色。
11.在一个实施方案中,可以是丙烯酸类聚合物的聚合物材料包括分散在填料增强聚合物基质中的颜料。颜料通过分子间力诸如与增强填料的表面的氢键而粘结到增强填料的表面。此类填料可包括水合氧化铝颗粒。
12.通常,聚合物材料的丙烯酸类固体表面包括三水合氧化铝(ath)(cas号21645-51-2,也称为氢氧化铝或三氢氧化铝),其具有下式:al(oh)3。在特定实施方案中,水合氧化铝颗粒材料不含非氧化铝陶瓷材料,以及特别是不含二氧化硅和铝硅酸盐材料。注意,产品诸如onyx elite 339或onyx elite 300可用作ath。onyx elite 339由平均直径为16微米的球形颗粒构成。ath的分子结构中的水含量为35%。使用已经用偶联剂化学处理的ath是特别有利的。偶联剂可包括甲基丙烯酰氧基硅烷诸如3-甲基丙烯酰氧基丙基三甲氧基硅烷或得自byk的专有偶联剂诸如c8002。
13.分散的微粉化颜料用非常小的,良好分散的微粉化颜料颗粒覆盖三水合氧化铝(ath)填料的表面,这有助于覆盖ath的白色,并为固体表面提供独特的,富集的颜色外观。由于白色ath的改善的覆盖度,其还有助于在美容上使任何表面划痕呈现较少的白色。本发明的典型组合物包含下述内容,向其中添加约1.27重量%的微粉化炭黑颜料。
14.典型生产工艺的实施例1。参见图2。该方法绝不是限制性的,而仅仅作为可以如何形成聚合物材料的说明性实例。
15.实施例1方法中使用的化学品
[0016][0017]
筒仓过程:
[0018]
1)计量加入ssi、mma、byk1142和硅烷ath并在3安培下在筒仓室混合罐中混合15分钟以形成分散体。
[0019]
2)将分散体送到储罐。其继续混合并再循环直到其需要进一步处理。
[0020]
3)然后使用250至400微米过滤器将分散体过滤到促进剂中。其以60至90rpm在促进剂中混合直到其需要进一步加工。
[0021]
促进剂过程:
[0022]
4)来自步骤3的组合物接下来添加以下化学品,在60至90rpm下混合:该化学品包括(1)正十二烷基硫醇;(2)乙二醇;(3)二甲基丙烯酸酯;随后转移(4)zelec ne,和(5)mma;然后是转移的(6)磷酸三异辛酯和(7)另外的mma。
[0023]
5)将150磅ssi添加到大罐中,然后添加颜料,并在高剪切下混合20分钟。然后使用多管例如4英寸多管将其转移到混合容器中。
[0024]
a.如果添加任何沉淀二氧化硅诸如neosil或aerosil,则在该阶段添加约0.1重量%至1重量%。
[0025]
b.如果产品是花岗岩,碎片可包括丙烯酸类、丙烯酸类固体表面、聚酯、聚碳酸酯或在该阶段添加的类似碎片。
[0026]
6)现在开始真空脱气循环。脱气时间为约30分钟至约2小时,但约90分钟为平均脱气时间。
[0027]
7)现在添加引发剂化学品。一旦脱气循环完成,分散体即准备浇注。
[0028]
浇注机头
[0029]
8)当浇注到连续铸造机的头部时,应关闭分散混合容器中的搅拌器。
[0030]
9)释放真空,并将少量压力(10psi)施加在促进剂上,以帮助材料流出促进剂。
[0031]
10)然后使用多管,优选2英寸多管将分散体泵送通过约200至600微米的筒式过滤
器和20刮板混合器至机器的头部。
[0032]
a.如果使用头套,则在该阶段结束时添加。
[0033]
11)分散体在其浇注到机器皮带上时以约1英寸/秒和约6英寸的移动振荡。
[0034]
12)通过给机器加垫片,保持扭矩和保持所需速度来实现所需的厚度。
[0035]
13)该机器通常可以约70英寸/分钟的平均速度运行。
[0036]
锯线
[0037]
14)一旦产品离开机器,就进行质量保证(qa)检查,其可包括颜色、厚度、污染、热稳定性等。
[0038]
15)如果通过qa检查,则将其切割并放在托盘上。
[0039]
16)然后将托盘送到托盘翻转器并翻转。顶部现在是底部,并且底部现在是顶部。
[0040]
砂磨
[0041]
17)打磨机从片材的顶部和底部打磨约5至15密耳。
[0042]
18)在该实施例中,打磨机打磨片材至0.472
″
的最终厚度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
