1.本发明涉及一种盘状玻璃元件,其包括两个彼此相对的侧面,这两个侧面在侧向上通过若干边缘面相互连接,其中预设有在该边缘面或者每个边缘面中并排延伸的、形成细长凹进部分的丝状破损,并且其中该边缘面或者每个边缘面都斜向于侧面。其还涉及一种用于将玻璃基板分割成多个这种玻璃元件的方法,其中借助于穿孔激光器,沿着预设的切割线,在玻璃基板中产生由一系列丝状破损形成的穿孔,并且玻璃基板随后沿着该穿孔断裂,其中穿孔激光器被设定用于激光束在玻璃基板上相对于玻璃基板的法线倾斜地入射的情况。
背景技术:
2.为了切割或者切断玻璃或者玻璃元件,可以使用多种方法和构思。另外,在这种情况下,正是考虑到复杂的切割形状或者高精度要求,可以使用基于激光的方法,例如激光成丝切割。
3.在激光成丝切割(其也被称为丝化)中充分利用了非线性光学效应。为此使用适当选择的激光器,其在下文中也被称为“穿孔激光器”,其焦点向着待切割的玻璃元件的玻璃表面下进入到材料中。由于所谓的自聚焦,在焦点所在的位置处出现玻璃材料中的局部加热、形成局部应力并且出现折射率的变化。由此,起初较小的体积元件像透镜一样起作用,并且在其继续过程中可以产生其它这种丝。如果在此过程中,在玻璃上方引导激光束,则产生所谓的丝帘,其以穿孔的方式起作用并且可以作为用于例如通过断裂实现的后续切断步骤的起点。例如,根据us 2013/0126573 a1已知了该激光成丝的构思。
4.根据de 10 2015 111 491 a1,已知了一种开头所述类型的盘状玻璃元件,其中通过所引入的由丝状破损形成的穿孔在后续切断或者断裂过程中产生的侧向切断边缘被设计为斜向的,即相对于法线倾斜。这是通过将用于在玻璃基板中产生穿孔的穿孔激光器设定为以其激光束斜向于或者倾斜于玻璃基板的表面来实现的。根据de 10 2015 111 491 a1的启示,在分割玻璃元件的过程中,玻璃元件的在此过程中产生的斜向或倾斜的切断面或边缘面将特别地内部轮廓易于分离,即便是复杂的轮廓或者切割线。
技术实现要素:
5.本发明的目的现在在于,为了在多种可能应用中特别好的实用性,改进一种上文中所述类型的玻璃元件。此外,应给出一种上文中所述类型的特别适合于制造玻璃元件的方法。
6.关于玻璃元件,根据本发明,以如下方式实现该目的,即斜切设计的相应边缘面在其配备有丝状破损的区域内具有轮廓算术平均偏差(mittenrauwert)为至少0.3μm,并且优选地为最高2μm,在一种特别有利的设计方案中为约1μm的表面粗糙度。
7.在这种情况下,本发明基于这样的考虑,即在为了其后续应用而改善产品特性的
意义上,在已知的玻璃元件中原本出于便捷地分离或者产品切断而预设的斜切边缘导向件或者边棱导向件可以被用作玻璃元件的有利改进方案的基础。特别地,在这种情况下可以考虑到:这种斜切的侧边在光学上是显眼的,并且由此,无论是在手动再加工时,还是在机械再加工时,都可以比传统的“直线”边缘更容易被光学识别。替代地或者额外地,可以特别地为了适于后续的粘接,强化这种斜切的侧边。为了在便捷的光学可识别性和/或改善的粘接适用性这两种功能性上有针对性地改善玻璃元件,现在预设一个或多个边缘面区域内的表面的平整度或者粗糙度作为适用于此的参数。
8.在这种情况下,特别地考虑到:粗糙度一方面是光学可识别性的指标。此外,光泽度是一个标准,但是还有穿过具有多个较小的单个面的典型断裂面的散射光(漫射),因为玻璃脆性地断裂。特别地,在这种情况下要考虑到:常常很难识别断裂或者加工过的正常玻璃边缘。对比度通常很低,因为它是一种透明材料,其表面往往还可能是反射的。特别地,在具有标准工艺的激光改性切割过程中,获得了在法线方向上相对不显眼的高质量表面。现在,可以特别地通过以下方式在成品玻璃元件中考虑到这一点,即相较于玻璃元件的侧面的直接相邻的、通常具有极低的表面粗糙度的表面区域,可以通过现在预设的平整度,有针对性地产生对比度,可识别性可以通过该对比度得以显著改善。相反,所预设的表面粗糙度对于可粘接性是特别有益的,因为以此方式,能够特别简单地通过粘合剂,建立紧密的、材料配合的接触。
9.在这种情况下,“配备有丝状破损的区域”与边缘面的其它区域的区分优选地根据以下标准实现,即通常以恒定的相互间的额定间距放置单个丝,使得“配备有丝状破损的区域”止于以超过该额定间距两倍的间距相对于相应丝放置紧接着的相邻丝的位置。
10.本发明的有利设计方案是从属权利要求的主题。
11.特别是在通常选择的这种玻璃元件的其它参数上,诸如玻璃厚度或者横向扩张,斜切设计的相应边缘面在其配备有丝状破损的区域内尤其优选地具有轮廓算术平均偏差为约1μm的表面粗糙度。
12.在一种特别有利的改进方案中,还选择玻璃元件的有针对性地适用于支持待改善的功能性的其它几何参数。不同于在已知的玻璃元件中以在此追求的便捷地相互分离元件的设计目标而预设的设计标准,现在,特别优选地,边缘面相对于侧面的法线倾斜0.5
°
到3
°
的倾斜角。由此,特别优选地,预设有边缘面相对于侧面的法线的相对较小的倾斜角。特别地,在一种格外优选的实施方案中,在选择用于倾斜角的参数时,考虑到各种设计标准的组合:一方面普遍力争避免一般而言有偏差的角度,因为在构件侧往往还指定90
°
的角度。在这一意义上,追求相对较小的角度。然而,与此相对,角度的增加意味着越来越轻松的可识别性;俯视图中的加工面的加倍一般也意味着能见度加倍好。就这一方面而言,优选地在遵守构件侧预设的边界条件的情况下,优选更大的倾斜角。
13.如还令人惊讶地证明的,通过有针对性地设定表面粗糙度可达到的效果和功能性可特别好地用于厚度相对较小的玻璃元件。因此,特别优选地,玻璃元件的厚度为最高6mm,优选地为最高3mm。
14.在方法方面,以如下方式实现所述目的,即在玻璃基板中产生形成穿孔的丝,使得在断裂后产生的、包括由丝决定的破损的边缘面具有轮廓算术平均偏差为至少0.3μm并且优选地为最高2μm,在一种特别有利的设计方案中为约1μm的表面粗糙度。
15.在这种情况下,特别地,考虑到了以下认识,即边缘的光学性能对于可识别性是决定性的。除了诸如光密度、断裂图中的边界面尺寸、脆性等材料特性外,这一性能还通过加工确定(抛光、研磨、断裂
……
)。在激光改性切割过程中边缘的表面由至少两个表面区域构成,即丝本身和丝之间的断裂区域。边缘表面以及特别是其表面粗糙度会受丝的数量、定尺寸、位置和设计的影响。非常多的、尺寸较小的、低间距的丝引起粗糙度相对较低的表面。相反,较大的丝放大了表面粗糙度。在断裂过程中例如在中间通过改性产生的半通道是表面的一部分,因此也对表面粗糙度有贡献。改性之间的断裂面确定剩余的表面特性。因此,在设定表面粗糙度时,还要注意自由断裂面与丝断裂面的比例。此外,还可以考虑,除了正常的改性之外,还以固定的间距引入有意突出(例如特别大或者小等)的改性,以达到期望的表面粗糙度。
16.有利地,在制造穿孔或者说形成其的丝时,穿孔激光器被设定为倾斜于玻璃基板的法线,使得形成在玻璃基板内的丝状破损以其纵向方向,相对于玻璃基板的法线倾斜0.5
°
到3
°
之间的倾斜角。在这种情况下,有必要考虑到:根据折射定律,玻璃基板中的丝轴向方向并非必须对应于激光传播方向,即在基板上入射的激光束的方向。
17.尽管已经阐述了通过边缘面区域内所预设的表面粗糙度的设定可实现的玻璃元件功能特性的改善,边缘面的倾斜设计还提供了在分割玻璃基板时取出或者分离玻璃元件过程中已知的优点。因此,在从邻接的构件或者周围材料中切断或者分离构件时,斜向截面特别地在平行于法线的取出方向上有积极作用,因为由此得到取出斜面。因此,构件一般通过表面粗糙度相互啮合。取出斜面(即取出方向上的开放的、发散的取向)降低在取出时由于砂眼或者边缘爆开而造成的损坏风险。因此,通过取出斜面方便了取出自动化或者甚至由此才使得取出自动化成为可能。为了更进一步促进这一点,在一种在其它方面被视为独立创造性的替代的或者额外的有利改进方案中,预设有额外的措施,以便于玻璃元件的相互切断或分离。为此,有利地,在穿孔周围的区域内引入丝状破损后,局部地加热或者局部地冷却玻璃基板。由此,有针对性地在玻璃基板的所引入的穿孔周围产生热应力或者机械应力,其扩大了切断间隙并且由此减少取出过程中的“啮合”。
18.通过本发明实现的优点特别地在于:通过有针对性地设定边缘面的表面粗糙度,可以为了大量后续应用并且在其功能性方面强化并且改善玻璃元件。除了可通过斜切设计的边缘面但原则上如当前预设的也通过设置得相对小的倾斜角实现的取出或者分离构件的便捷性,由于改善的光学可识别性,由此使得便捷的再加工也自动化,和/或可实现改善的可粘接性。
19.特别地,例如在装入更复杂的系统中时或者在加工成最终产品时,玻璃元件的用户可以出于美观原因或者工艺相关的原因,将在激光成丝过程中工艺相关地产生的破损视为关键性的,例如在如显示器的光射入时,由于通过诸如砂眼等边缘破损而产生的散射光。正是由于当前(甚至在以只稍微与90
°
有偏差的角度进行切割的情况下)改善的构件的取出,可以将这种干扰效应保持得很低。然而,正是对于特别优选地预设的相对较低的构件强度,这些偏差被视为并非特别具有干扰性或者被接受。因此,通过目前预设的对边缘表面特性有针对性的利用,可以改善可识别性,而不用忍受所提到的缺点。
附图说明
20.根据附图,更详细地阐述本发明的实施方案。在附图中:
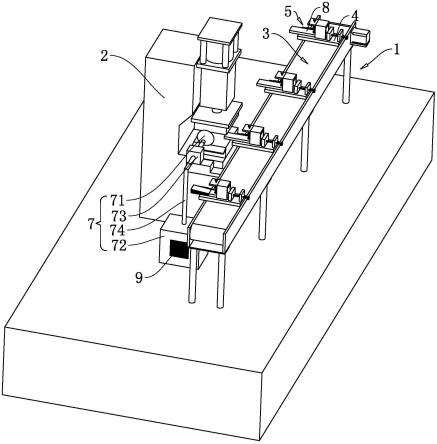
21.图1示意性地示出了用于切割玻璃元件的切割系统,
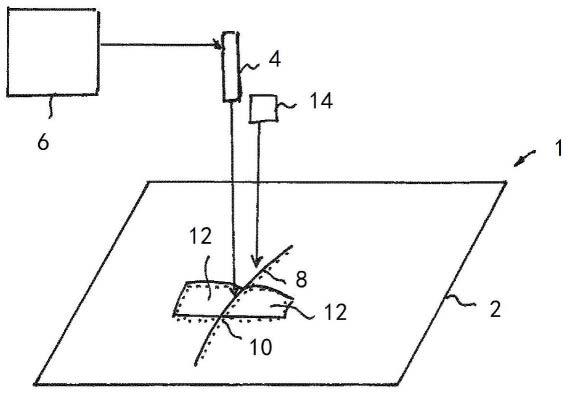
22.图2示意性地、局部地示出了引入了丝的玻璃基板,并且
23.图3示出了玻璃元件。
具体实施方式
24.在所有附图中,相同部分都用同一附图标记来标明。
25.根据图1的切割系统1被预设用于通过激光成丝切割来切割玻璃基板2。为此,切割系统1包括设计用于丝化的穿孔激光器4,可通过所属的控制装置6对其进行控制。通过借助于控制装置6进行操控,可以沿着可预先给定的切割线8,在待切割的玻璃基板2的表面上引导穿孔激光器4的聚焦点。由于穿孔激光器4的设计,在焦点所在的位置处出现玻璃材料中的局部受热、形成局部应力并且出现折射率的变化,使得最终由于玻璃材料中的非线性光学效应,沿着切割线8,产生所谓的丝,这些丝形成期望的穿孔10。
26.为了将玻璃基板2实际切割,即为了将其分割成单个玻璃元件12,也就是说,为了沿着分割线8和穿孔10分离各部分,紧接于丝化,即在引入穿孔10后,预设断裂过程。为了便于或者帮助将玻璃元件12相互切断或者分离,在玻璃基板2的引入的穿孔10的周围预设引入热应力或者机械应力。为此,在一种实施方案中,在穿孔10周围的区域内引入形成穿孔10的丝后,局部地加热玻璃基板2;然而,替代地,还可以预设局部冷却。在一种实施方案中,为了局部加热的目的,预设有可局部地相对于玻璃基板2的表面定位的加热装置14。
27.切割系统1被设计用于便捷地取出或者分割在分离时产生的玻璃元件12。在这种情况下,特别地,考虑到了以下认识,即原则上,在穿孔激光切割或者改性激光切割过程中产生无间隙的切断。如果随后要将玻璃元件12相互分开或者将其从周围的大块材料中分开,则这往往无法无破损地进行。另外,随着诸如半径、角或者多边形等切割走向越来越复杂,切断和取出愈发困难。典型的取出破损是切断边缘处的砂眼、凸边或者裂纹。为了抵抗这一结果并且使取出或者分割玻璃元件12容易,在引入形成穿孔10的丝时,穿孔激光器4被设定用于激光束在玻璃基板2上相对于玻璃基板的由箭头16标明的法线倾斜地入射的情况。
28.激光束这一斜向或者倾斜的入射引起玻璃基板2中产生的丝状破损也倾斜于或者斜向于玻璃基板2的法线延伸。这一点示意性地在图2中示出。如此处可识别的,相对于玻璃基板2的法线以角度α到达的激光脉冲18在玻璃基板2中被折射。由于光的折射,在玻璃基板2的材料的折射率为n的情况下,光相对于法线以角度β在玻璃基板2内传播,其中可根据关系式sinβ=(1/n)
·
sinα,由激光脉冲18的入射角推导出该角度。因此,在激光脉冲18斜向入射的情况下,在玻璃基板2中也产生斜向延伸的改性或者丝状破损。
29.在玻璃基板2的后续断裂或者分离过程中,对应地产生具有斜向或者倾斜地延伸的边缘面20的玻璃元件12。因此,如根据图3中局部放大的图示可见,作为分离过程的结果,存在具有两个彼此相对的侧面22的盘状玻璃元件12,这两个侧面在侧向上通过若干边缘面20相互连接。在这种情况下,边缘面20以倾斜角β倾斜,或者被定向为倾斜于侧面22的法线,也就是说,其斜向于侧面22延伸。取决于工艺和制造,作为之前引入到玻璃基板2中的穿孔
10的遗迹,在边缘面20中存在并排延伸的、形成细长凹进部分的丝状破损24。
30.除了通过边缘面20的斜向取向实现的取出和分离的便捷性,玻璃元件12还被设计为在多种可能应用中有特别好的实用性。在这种情况下,基础在于以下认识,即在提供额外的功能性(目前情况下特别地是光学可识别性和/或可粘接性)的意义上,可以有针对性改良地实施斜向设计的边缘面20。为了实现这一结果,边缘面20在其配备有丝状破损24的区域内具有轮廓算术平均偏差为约1μm的表面粗糙度。
31.在这种情况下,在丝化步骤过程中,通过适当的参数选择和过程控制,设定所预设的表面粗糙度。在这种情况下,特别是丝的数量、定尺寸、位置和设计是对于所产生的表面粗糙度而言重要的参数,并且对应于期望的表面粗糙度,适当地选择并设定这些参数。此外,还可以考虑,除了正常的改性之外,还以固定的间距引入刻意突出(例如特别大或者小等)的改性,以达到期望的表面粗糙度。
32.在更好理解的意义上,特别是在边缘面20的倾斜角方面,图3中的图示仅理解为示意图并且不是按比例的。更确切地说,在一种实施方案中,鉴于其尺寸和几何参数,玻璃元件12被设计有边缘面20相对于侧面22的法线的相对较小的约2
°
的倾斜角β。由此,以特别有益的方式考虑到了多种设计标准。特别地,通过这样选择倾斜角β,一方面可以形成足够的、便于取出或分离的取出斜面,其中另一方面,在例如为显示器耦合输入光时,可以将诸如由于如砂眼等边缘破损而造成的散射光等干扰效应保持得特别低。而且,由于所预设的边缘面的表面粗糙度,对于所预设的相对较小的倾角β,有可能提供显著改善的光学可识别性和改善的可粘接性。
33.附图标记列表
[0034]1ꢀꢀꢀ
切割系统
[0035]2ꢀꢀꢀ
玻璃元件
[0036]4ꢀꢀꢀ
穿孔激光器
[0037]6ꢀꢀꢀ
控制装置
[0038]8ꢀꢀꢀ
切割线
[0039]
10
ꢀꢀ
穿孔
[0040]
12
ꢀꢀ
玻璃元件
[0041]
14
ꢀꢀ
加热装置
[0042]
16
ꢀꢀ
箭头
[0043]
18
ꢀꢀ
激光脉冲
[0044]
20
ꢀꢀ
边缘面
[0045]
22
ꢀꢀ
侧面
[0046]
24
ꢀꢀ
破损。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。