1.本实用新型涉及一种齿轮轴锁边槽的加工齿轮轴锁边槽的定位工装。
背景技术:
2.目前,如图1-2,齿轮轴90的小头端会设有锁边槽91,有些产品仅仅设有一个锁边槽91,这类产品比较好容易加工,利用机床上的钻刀92正常加工即可。
3.还有一类产品为两个锁边槽91,而且要求这两个锁边槽91对称分布。这类产品的第一个锁边槽91比较好加工,利用机床上的钻刀92正常加工即可;加工第二个锁边槽91前,需要将工件(齿轮轴90)旋转180
°
,将待加工的锁边槽91位置旋转到钻刀92的对应位置(第一次加工的位置),利用机床上的钻刀92再加工一次即可。其中难点在于:第二次加工前的工件的定位比较难,如果定位不准确,会造成第二个锁边槽91的加工位置有偏差。
技术实现要素:
4.本实用新型要解决的技术问题:如何设计出一种加工齿轮轴锁边槽的定位工装,方便进行第二次加工前的工件定位。
5.本实用新型的技术方案具体为:
6.一种加工齿轮轴锁边槽的定位工装,包括固定体与定位体,固定体包括固定座与定位板,固定座上固定两个铰接板,定位板铰接在两个铰接板之间,定位体包括两端通透的套筒,套筒的套壁设有螺孔,螺孔螺纹配合螺栓,套筒的径向方向固定翅板,翅板的外端部设有定位槽,两个定位槽沿套筒轴线对称,当定位板位于定位槽内时,定位板的两个侧面与定位槽的两个槽壁之间的接触均为面接触。
7.螺栓为蝶形螺栓或者t型螺栓。
8.两个翅板通过连接板连接,且两个翅板与连接板一体成型,连接板设有通孔,套筒穿在该通孔内,且连接板与套筒焊接固定。
9.相对于现有技术,本实用新型的技术效果为,本实用新型将定位工装,利用其对称的两个定位槽,比较方便实现第二次加工前的工件定位,方便了齿轮轴锁边槽的加工。
附图说明
10.图1是现有技术的示意图。
11.图2为图1中工件的左视示意图。
12.图3为定位工装的示意图。
13.图4为定位工装使用状态的示意图(一)。
14.图5为定位工装使用状态的示意图(二)。
15.图6为定位套筒的示意图。
16.图7为定位槽与定位板配合的示意图。
具体实施方式
17.下面结合附图及其具体实施方式详细介绍本实用新型。
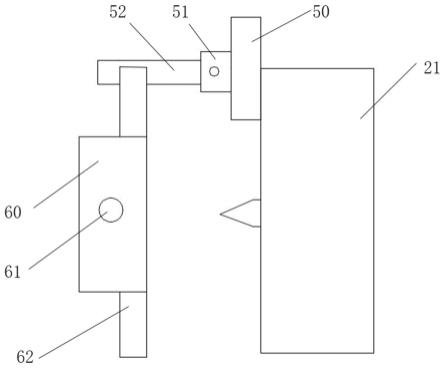
18.如图3,一种加工齿轮轴锁边槽的定位工装,包括固定体与定位体,固定体固定在静止拨盘21上,定位体固定在工件90上,固定体包括固定座50与定位板52,固定座50固定在静止拨盘21上,固定座50上固定两个铰接板51,定位板52铰接在两个铰接板51之间。
19.如图6-7,定位体包括两端通透的套筒60,套筒60的套壁设有螺孔61,螺孔61螺纹配合螺栓64,套筒60的径向方向固定翅板62,翅板62的外端部设有定位槽63,两个定位槽63沿套筒60轴线对称,当定位板52位于定位槽63内时,定位板52的两个侧面与定位槽63的两个槽壁之间的接触均为面接触。
20.为了操作方便,螺栓64为蝶形螺栓或者t型螺栓(图7为t型螺栓)。这样,可以直接用手拧螺栓,可以不借助工具。
21.为了牢固,两个翅板62通过连接板66连接,且两个翅板62与连接板66一体成型,连接板66设有通孔,套筒60穿在该通孔内,且连接板66与套筒60焊接固定。
22.其工作原理为:
23.需要使用时,先进行一次定位,包括:
24.如图5,先松开螺栓64,将套筒60套在工件90的大头端的合适位置,再拧紧螺栓64,使工件90与套筒60固定在一起。
25.如图4-5,先使动拨盘33、前顶尖34整体向左移动,使前顶尖34与后顶尖22之间的空间足够大,同时,顺时针旋转52、使其位于高位,用手托着工件90与套筒60放在加工位置,且使工件90的右端抵在后顶尖22上,再旋转工件90,使其中一个定位槽63(下称第一定位槽)在最上面,此时,逆时针旋转52、使其卡在第一定位槽内,最后,使动拨盘33、前顶尖34整体向右移动,使工件固定在前顶尖34与后顶尖22之间。
26.这样一次定位完毕。
27.此时可以进行第一个锁边槽的加工,鉴于加工锁边槽为现有技术,不再赘述。
28.第一个锁边槽加工完毕后,进行二次定位,包括:
29.如图4-5,顺时针旋转52、使其位于高位,使动拨盘33、前顶尖34整体向左移动,使工件90能够转动,用手托着工件90进行旋转180
°
,使另一个定位槽63(下称第二定位槽)在最上面,此时,逆时针旋转52、使其卡在第二定位槽内,最后,使动拨盘33、前顶尖34整体向右移动,使工件固定在前顶尖34与后顶尖22之间。
30.这样二次定位完毕。
31.此时可以进行第二个锁边槽的加工,鉴于加工锁边槽为现有技术,不再赘述。
32.因为两个定位槽63沿套筒60轴线对称设置,这样加工出来的两个锁边槽也是沿套筒60轴线(也是工件90的轴线)对称设置,非常精确。
33.需要说明的是,如果齿轮轴的轴径与套筒60的内径不匹配时,就需要更换合适的套筒60在进行定位。
34.其他内容参见现有技术。
35.以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型整体构思前提下,还可以作出若干改变和改进,这些也应该视为本实用新型的保护范围。
技术特征:
1.一种加工齿轮轴锁边槽的定位工装,包括固定体与定位体,其特征在于:固定体包括固定座(50)与定位板(52),固定座(50)上固定两个铰接板(51),定位板(52)铰接在两个铰接板(51)之间,定位体包括两端通透的套筒(60),套筒(60)的套壁设有螺孔(61),螺孔(61)螺纹配合螺栓(64),套筒(60)的径向方向固定翅板(62),翅板(62)的外端部设有定位槽(63),两个定位槽(63)沿套筒(60)轴线对称,当定位板(52)位于定位槽(63)内时,定位板(52)的两个侧面与定位槽(63)的两个槽壁之间的接触均为面接触。2.如权利要求1所述的加工齿轮轴锁边槽的定位工装,其特征在于:螺栓(64)为蝶形螺栓或者t型螺栓。3.如权利要求2所述的加工齿轮轴锁边槽的定位工装,其特征在于:两个翅板(62)通过连接板(66)连接,且两个翅板(62)与连接板(66)一体成型,连接板(66)设有通孔,套筒(60)穿在该通孔内,且连接板(66)与套筒(60)焊接固定。
技术总结
一种加工齿轮轴锁边槽的定位工装,包括固定体与定位体,固定体包括固定座与定位板,固定座上固定两个铰接板,定位板铰接在两个铰接板之间,定位体包括两端通透的套筒,套筒的套壁设有螺孔,螺孔螺纹配合螺栓,套筒的径向方向固定翅板,翅板的外端部设有定位槽,两个定位槽沿套筒轴线对称,当定位板位于定位槽内时,定位板的两个侧面与定位槽的两个槽壁之间的接触均为面接触。相对于现有技术,本实用新型的技术效果为,本实用新型将定位工装,利用其对称的两个定位槽,比较方便实现第二次加工前的工件定位,方便了齿轮轴锁边槽的加工。方便了齿轮轴锁边槽的加工。方便了齿轮轴锁边槽的加工。
技术研发人员:屈炎超 胡红彦 郑书芳 郑孝真 侯保欣 张书权 梁少康
受保护的技术使用者:郑州华威齿轮有限公司
技术研发日:2021.12.15
技术公布日:2022/6/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。