焊接控制装置以及焊接控制方法
1.相关申请的交叉引用
2.本国际申请要求2020年4月3日在日本专利局提交的日本发明专利申请第2020-67779号的优先权,并且日本发明专利申请第2020-67779号的全部内容通过引用而并入本文。
技术领域
3.本公开涉及焊接控制装置以及焊接控制方法。
背景技术:
4.在通过由两个电极对工件(即被焊接件)加压并供给电流而实施焊接的电阻焊接装置中,在工件会产生热膨胀。因此,有可能通过观测焊接过程中电极间距离的变动而能够判定出焊接质量。
5.在此,作为确认通过电阻焊接所实施的焊接质量的方法,设计了一种通过检测电极间距离的位移量来诊断焊接质量的方法(参照专利文献1)。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2016-203246号公报
技术实现要素:
9.发明要解决的问题
10.在上述焊接质量的诊断方法中,由于在焊接结束后进行质量诊断,因此,在焊接的质量未被满足时需要实施再焊接。结果导致产品的生产效率下降。
11.此外,在上述公报中,分别公开了用马达的编码器检测电极间距离的位移量的方法、以及通过焊枪臂的应变进行检测的方法。当用编码器检测位移量时,由于位移量不包含被焊枪臂支承的电极的位移,因此位移量的精度不充分。同样,当通过焊枪臂的应变检测位移量时,由于位移量不包含因马达导致位置改变的电极的位移,因此位移量的精度不充分。
12.本公开的一个方面优选提供一种能够提高生产效率以及焊接质量的焊接控制装置。
13.解决问题的技术方案
14.本公开的一个方案涉及一种焊接控制装置,其用于电阻焊接机,电阻焊接机具备:以夹着工件的方式而配置的第1电极和第2电极、支承第2电极的支承部、使第1电极相对于第2电极进行移动的马达、以及输出马达的旋转量的编码器。焊接控制装置具备:应变传感器,应变传感器构成为测量支承部的应变;以及控制部,控制部构成为控制电阻焊接机。
15.控制部具有位移量检测部和调整部,位移量检测部在电阻焊接机执行焊接的过程中,基于编码器所输出的马达的旋转量、以及应变传感器所输出的支承部的应变,来检测第1电极与第2电极的电极间距离的位移量,调整部在电阻焊接机执行焊接的过程中,基于位
移量检测部所检测到的位移量来调整电阻焊接机的焊接电流。
16.根据上述构成,在焊接过程中对电极间距离的位移量进行检测,并且实时地调整焊接电流,由此,能够减小扰动的影响。因此,能够提高焊接质量。此外,基于由编码器检测到的马达的旋转量、以及由应变传感器检测到的支承部的应变来检测位移量,因此,能够提高位移量的检测精度。从而能够提高生产效率以及焊接质量。
17.在本公开的一个方案中,控制部还可以具有厚度检测部,厚度检测部根据马达的旋转量来检测工件的焊接部位的总厚度。根据上述构成,能够使用工件w的总厚度来执行焊接控制。因此,能够促进焊接质量的提高。
18.在本公开的一个方案中,控制部还可以具有压力检测部,压力检测部根据支承部的应变来检测正在对工件施加的实际加压力。根据上述构成,能够使用正在对工件施加的实际加压力来执行焊接控制。因此,能够促进焊接质量的提高。
19.在本公开的一个方案中,控制部还可以具有厚度检测部和压力检测部,厚度检测部根据马达的旋转量来检测工件的焊接部位的总厚度,压力检测部根据支承部的应变来检测正在对工件施加的实际加压力。调整部可以基于总厚度和实际加压力对电阻焊接机的焊接电流的大小以及通电时间中的至少一者进行调整。根据上述构成,能够自动地设定适合于提高焊接质量的电流值以及通电时间。
20.在本公开的一个方案中,调整部可以基于位移量检测部所检测到的位移量使电阻焊接机开始实施焊接。根据上述构成,通过焊接控制装置执行稳定的控制,从而能够提高焊接质量。
21.在本公开的一个方案中,调整部可以向电阻焊接机供给脉冲电流,并且可以基于在供给脉冲电流时位移量检测部所检测到的位移量来检测扰动。根据上述构成,能够确认是否存在焊接的不良状况。
22.本公开的另一个方案涉及一种焊接控制方法,是使用电阻焊接机的焊接控制方法,电阻焊接机具备:以夹着工件的方式而配置的第1电极和第2电极、支承第2电极的支承部、使第1电极相对于第2电极进行移动的马达、以及输出马达的旋转量的编码器。
23.焊接控制方法包括以下工序:在电阻焊接机执行焊接的过程中,基于编码器所输出的马达的旋转量、以及支承部的应变,来检测第1电极与第2电极的电极间距离的位移量的工序;以及在电阻焊接机执行焊接的过程中,基于检测到的位移量来调整电阻焊接机的焊接电流的工序。
24.根据上述构成,通过上述实时地调整焊接电流、以及提高位移量的检测精度,而能够提高生产效率以及焊接质量。
25.在本公开的一个方案中,还可以包括根据马达的旋转量来检测工件的焊接部位的总厚度的工序。
26.在本公开的一个方案中,还可以包括根据支承部的应变来检测正在对工件施加的实际加压力的工序。
27.在本公开的一个方案中,还可以包括:根据马达的旋转量来检测工件的焊接部位的总厚度的工序;根据支承部的应变来检测正在对工件施加的实际加压力的工序;以及基于总厚度和实际加压力对电阻焊接机的焊接电流的大小以及通电时间中的至少一者进行调整的工序。
28.在本公开的一个方案中,还可以包括基于检测到的位移量使电阻焊接机开始实施焊接的工序。
29.在本公开的一个方案中,还可以包括向电阻焊接机供给脉冲电流,并且基于在供给脉冲电流时检测到的位移量来检测扰动的工序。
附图说明
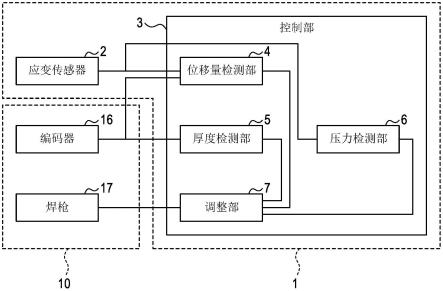
30.图1是概略性示出实施方式中的焊接控制装置的构成的框图。
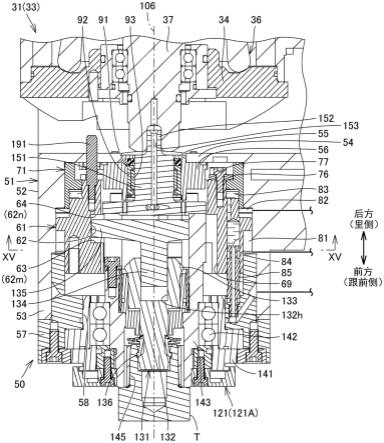
31.图2是示出实施方式中的电阻焊接机的示意图。
32.图3是示出焊接电流以及位移量随时间变化的一个示例的图。
33.图4是示出焊接电流以及位移量随时间变化的一个示例的图。
34.图5是示出焊接电流以及位移量随时间变化的一个示例的图。
35.图6是示出焊接电流以及位移量随时间变化的一个示例的图。
36.图7是示出焊接电流、位移量以及实际加压力随时间变化的一个示例的图。
37.图8是示出焊接电流以及位移量随时间变化的一个示例的图。
38.图9是示出焊接电流以及位移量随时间变化的一个示例的图。
39.图10是概略性示出控制部所执行的处理的流程图。
40.图11是示出与图2不同的实施方式中的电阻焊接机的示意图。
41.图12是示出焊接电流以及位移量随时间变化的一个示例的图。
42.附图标记的说明
[0043]1…
焊接控制装置;2
…
应变传感器;2a
…
第1应变传感器;
[0044]
2b
…
第2应变传感器;3
…
控制部;4
…
位移量检测部;5
…
厚度检测部;
[0045]6…
压力检测部;7
…
调整部;10
…
电阻焊接机;11
…
第1电极;
[0046]
12
…
第2电极;13
…
支承部;14
…
马达;15
…
传递体;16
…
编码器;
[0047]
17
…
焊枪;20
…
电阻焊接机;21
…
第1电极;22
…
第2电极;
[0048]
23a
…
第1支承部;23b
…
第2支承部;24
…
马达;25
…
传递体;
[0049]
26
…
编码器;27
…
焊枪。
具体实施方式
[0050]
以下参照附图对应用了本公开的实施方式进行说明。
[0051]
[1.第1实施方式]
[0052]
[1-1.构成]
[0053]
图1所示的焊接控制装置1用于控制图2所示的电阻焊接机10。
[0054]
《电阻焊接机》
[0055]
电阻焊接机10在厚度方向上对作为工件w而配置的第1板p1和第2板p2实施电阻焊接。工件w包括第1板p1以及第2板p2,第1板p1从上方叠合于第2板p2。
[0056]
电阻焊接机10具备第1电极11、第2电极12、支承部13、马达14、传递体15、以及编码器16。第1电极11、第2电极12以及支承部13构成c型焊枪17。
[0057]
第1电极11配置在工件w的上方。第2电极12配置成在工件w的下方与第1电极11共同在厚度方向上夹着工件w。第1电极11以及第2电极12分别在焊接时抵接工件w。从焊接控
制装置1供给的焊接电流经由工件w而在第1电极11与第2电极12之间流动。
[0058]
支承部13是支承第2电极12的焊枪托。第2电极12从支承部13的前端部朝上方突出。通过支承部13将第2电极12保持在规定的位置(即高度)。
[0059]
马达14通过使传递体15旋转,而使第1电极11相对于第2电极12在上下方向上移动。即,马达14通过使第1电极11在上下方向上移动,来改变第1电极11与第2电极12的电极间距离。
[0060]
此外,马达14通过改变第1电极11与第2电极12的电极间距离,来调整由第1电极11以及第2电极12对工件w施加的加压力(即,电阻焊接机10的焊接压力)。
[0061]
传递体15将马达14的旋转运动转换成第1电极11在上下方向上的直线运动。作为传递体15,例如使用滚珠丝杠。
[0062]
编码器16输出马达14的旋转量。具体而言,编码器16向焊接控制装置1输出作为脉冲数的马达14的旋转量。编码器16可以直接向焊接控制装置1输出马达14的旋转量,也可以经由电阻焊接机10所具备的机器人控制器(省略图示)向焊接控制装置1输出马达14的旋转量。
[0063]
马达14的旋转量与第1电极11在上下方向上的位置(即高度)相关。尤其是当传递体15为滚珠丝杠时,马达14的旋转量与第1电极11的位移量呈线性关系。
[0064]
《焊接控制装置》
[0065]
如图1所示,焊接控制装置1具备应变传感器2和控制部3。
[0066]
(应变传感器)
[0067]
应变传感器2安装在支承部13。应变传感器2构成为测量焊枪17加压时在支承部13产生的应变。作为应变传感器2,可以使用例如压电传感器、应变片等。
[0068]
(控制部)
[0069]
控制部3构成为,与电阻焊接机10电连接,并对电阻焊接机10进行控制。
[0070]
控制部3例如由计算机构成,该计算机具备例如微型处理器;ram、rom等储存介质;以及输入输出部。控制部3包括位移量检测部4、厚度检测部5、压力检测部6、以及调整部7。
[0071]
(位移量检测部)
[0072]
位移量检测部4在电阻焊接机10执行焊接的过程中,基于从编码器16直接输出或者经由机器人控制器输出的马达14的旋转位置、以及应变传感器2输出的支承部13的应变,来检测第1电极11与第2电极12的电极间距离的位移量。
[0073]
具体而言,若工件w在焊接时产生膨胀,则会向上顶压第1电极11。从而致使马达14经由传递体15而进行旋转。位移量检测部4从编码器16获取马达14的旋转量,并通过使用马达14的旋转量与第1电极11的位置的函数,来检测第1电极11的位置的位移量。
[0074]
此外,若工件w产生膨胀,则会朝下按压第2电极12。从而在支承部13产生应变。位移量检测部4从应变传感器2获取支承部13的应变,并通过使用支承部13的应变与第2电极12的位置的函数,来检测第2电极12的位置的位移量。
[0075]
位移量检测部4将第1电极11的位置的位移量和第2电极12的位置的位移量相加,从而检测第1电极11与第2电极12的电极间距离。此外,位移量检测部4从焊接开始直至结束持续检测电极间距离。
[0076]
图3示出位移量检测的一个示例。图3示出在使焊接电流c固定不变而进行焊接时
所检测到的因马达14的旋转量而引起的第1电极11的位移量d1、因支承部13的应变而引起的第2电极12的位移量d2、以及因马达14的旋转量和支承部13的应变而引起的电极间距离的位移量d3各自随时间的变化。电极间距离的位移量d3的波形与通过激光测量器测量到的电极间距离的位移量d0的波形的形状基本相同。
[0077]
(厚度检测部)
[0078]
厚度检测部5根据马达14的旋转量来检测工件w的焊接部位的总厚度。在电阻焊接机10开始实施焊接之前或者在执行焊接的过程中对总厚度进行检测。
[0079]
具体而言,厚度检测部5根据以下差值来计算工件w的焊接部位的总厚度,所述差值为:在不存在工件w的状态下通过第1电极11对第2电极12加压时的第1电极11的基准位置与在焊接时通过第1电极11对工件w加压时的第1电极11的位置的差值。
[0080]
(压力检测部)
[0081]
压力检测部6根据支承部13的应变来检测正在对工件w施加的实际加压力。在电阻焊接机10开始实施焊接之前或者在执行焊接的过程中对实际加压力进行检测。
[0082]
具体而言,压力检测部6利用公知的应力-应变曲线和胡克定律,并根据应变的大小(即,应变传感器2的输出)来计算当前对工件w施加的实际加压力。由于对第1电极11与第2电极12之间作用较高的加压力,因此,支承部13在应力-应变曲线的弹性变形区域中产生变形。因此,按照胡克定律,应变与实际加压力成比例。
[0083]
(调整部)
[0084]
调整部7基于位移量检测部4所检测到的电极间距离的位移量、厚度检测部5所检测到的总厚度、以及压力检测部6所检测到的实际加压力,来调整电阻焊接机10(即焊枪17)的焊接电流。
[0085]
具体而言,调整部7在电阻焊接机10执行焊接的过程中对焊接电流进行调整,以使得电极间距离的位移量的变化速度达到适当的大小。图4示出在以第1电流c11进行焊接的第1情形下的电极间距离的位移量d11、以及在以小于第1电流c11的第2电流c12进行焊接的第2情形下的电极间距离的位移量d12各自随时间的变化的一个示例。
[0086]
在图4中,第1情形的位移量d11的增加速度大于第2情形的位移量d12的增加速度。此外,在第1情形获得的焊接熔核的直径大于在第2情形获得的焊接熔核的直径。
[0087]
此外,图5示出以第3电流c13进行焊接的第3情形下的电极间距离的位移量d13、以及在以大于第3电流c13的第4电流c14进行焊接的第4情形下的电极间距离的位移量d14各自随时间的变化的一个示例。
[0088]
在图5中,第4情形的位移量d14的变化速度大于第3情形的位移量d13的变化速度。此外,在第3情形下,焊接时未产生飞溅,而在第4情形下产生飞溅。
[0089]
以上述关系作为基准,调整部7对焊枪17的焊接电流的大小进行设定,以获得可形成具有充分大小的焊接熔核且抑制焊接时产生飞溅的位移量的变化速度。通过以如上方式抑制飞溅的产生,而能够获得提高焊接质量、改善作业环境、以及削减后续工序中的工件w的清扫工时等效果。
[0090]
此外,调整部7在电阻焊接机10执行焊接的过程中对电极间距离的位移量达到饱和后的通电时间进行调整。图6示出接通第5电流c15的第5情形下的电极间距离的位移量d15、以及接通大小与第5电流c15相同的第6电流c16的第6情形下的电极间距离的位移量
d16各自随时间的变化的一个示例。
[0091]
在第5情形,在位移量d15达到饱和后也持续接通着焊接电流。而在第6情形,在位移量d16达到饱和后立即切断焊接电流。此外,在第5情形获得的焊接熔核的直径大于在第6情形获得的焊接熔核的直径。以上述关系作为基准,调整部7对位移量达到饱和后的焊接电流的接通时间进行设定,以形成具有充分大小的焊接熔核。
[0092]
另外,调整部7配合着正在对工件w施加的实际加压力来调整焊接电流的大小。图7示出在接通第7电流c17的第7情形下的电极间距离的位移量d17、以及在接通比第7电流c17大的第8电流c18的第8情形下的电极间距离的位移量d18各自随时间的变化的一个示例。此外,图7还示出第7情形下的实际加压力s17以及第8情形下的实际加压力s18。
[0093]
在第7情形,位移量d17以及实际加压力s17平缓地变化。而在第8情形,位移量d18以及实际加压力s18急剧下降。此外,在第7情形,焊接时未产生飞溅,而在第8情形产生飞溅。以上述关系作为基准,调整部7对实际加压力进行监控并同时对焊接电流的大小进行调整,以使得焊接时不产生飞溅。
[0094]
此外,调整部7根据总厚度以及实际加压力来设定有效的焊接电流的大小(例如,焊接开始的电流值、最低电流值、最大电流值、电流的变化速度等)以及通电时间(例如,最小通电时间、最大通电时间等)。在电阻焊接机10开始实施焊接之前或者在执行焊接的过程中对焊接电流的大小以及通电时间进行设定。
[0095]
并且,调整部7基于位移量检测部4所检测到的位移量使电阻焊接机10开始实施焊接。具体而言,调整部7使由电阻焊接机10实施的焊接待机到直至位移量的大小的变化减小以及/或者位移量变化速度的变化减小(即,位移量达到稳定)为止。在位移量达到稳定之后,调整部7使电阻焊接机10开始实施焊接。此外,既可以对待机过程中的电阻焊接机10供给电流,也可以不供给电流。
[0096]
此外,调整部7向电阻焊接机10供给脉冲电流,并且基于在供给脉冲电流时位移量检测部4所检测到的位移量来检测扰动。扰动是指,例如工件w的间隙、异物的咬入、向端部的偏移等。
[0097]
例如图8所示,如果在接通焊接电流c21之前接通了脉冲电流pc的情况下位移量d21的变化速度下降,则调整部7判断工件w的第1板p1与第2板p2之间产生了间隙。
[0098]
此外,例如图9所示,如果在接通焊接电流c22之前接通了脉冲电流pc的情况下位移量d22下降,则调整部7判断发生了异物的咬入或发生了向端部的偏移。
[0099]
[1-2.处理]
[0100]
以下参照图10的流程图对焊接控制装置1的控制部3所执行的处理的一个示例进行说明。
[0101]
在本处理中,首先控制部3对电阻焊接机10接通焊接电流,并开始实施焊接(步骤s100)。在开始实施焊接后,控制部3检测第1电极11与第2电极12的电极间距离的位移量(步骤s110)。接下来,控制部3基于检测到的位移量来调整电阻焊接机10的焊接电流(步骤s120)。
[0102]
在焊接持续的过程中,控制部3对焊接是否结束(即,焊接点是否到达结束点)进行判定(步骤s130)。在焊接已结束的情况下(s130:是),控制部3结束处理。在焊接尚未结束的情况下(s130:否),控制部3反复进行位移量的检测和焊接电流的调整,直至焊接结束为止。
[0103]
[1-3.焊接控制方法]
[0104]
通过控制部3来执行本实施方式的焊接控制方法。即,本实施方式的焊接控制方法包括以下工序:使电阻焊接机10开始实施焊接的工序;对电极间距离的位移量进行检测的工序;基于位移量对电阻焊接机10的焊接电流进行调整的工序;对工件w的焊接部位的总厚度进行检测的工序;对正在施加到工件w的实际加压力进行检测的工序;基于总厚度和实际加压力对电阻焊接机10的焊接电流的大小以及通电时间中的至少一者进行调整的工序;以及基于位移量对扰动进行检测的工序。
[0105]
[1-4.效果]
[0106]
根据以上详述的实施方式,能够获得以下效果。
[0107]
(1a)在电阻焊接机10执行焊接的过程中对电极间距离的位移量进行检测,并且实时地调整焊接电流,由此,能够减小扰动的影响。因此,能够提高焊接质量。此外,基于由编码器16检测到的马达14的旋转量、以及由应变传感器2检测到的支承部13的应变来检测位移量,因此,能够提高位移量的检测精度。从而能够提高生产效率以及焊接质量。
[0108]
(1b)能够通过厚度检测部5,并使用工件w的总厚度来执行焊接控制。因此,能够促进焊接质量的提高。
[0109]
(1c)能够通过压力检测部6,并使用正在对工件w施加的实际加压力来执行焊接控制。因此,能够促进焊接质量的提高。
[0110]
(1d)基于总厚度和实际加压力对电阻焊接机10的焊接电流的大小以及通电时间中的至少一者进行调整,由此,能够自动地设定适合于提高焊接质量的电流值以及通电时间。
[0111]
(1e)基于位移量检测部4所检测到的位移量使电阻焊接机10开始实施焊接,由此,通过焊接控制装置1执行稳定的控制,从而能够提高焊接质量。
[0112]
(1f)基于在供给脉冲电流时位移量检测部4所检测到的位移量来检测扰动,由此,能够确认是否存在焊接的不良状况。
[0113]
[2.第2实施方式]
[0114]
[2-1.构成]
[0115]
第2实施方式的焊接控制装置用于控制图11所示的电阻焊接机20。
[0116]
电阻焊接机20在厚度方向上对作为工件w而配置的第1板p1和第2板p2实施电阻焊接。电阻焊接机20具备第1电极21、第2电极22、第1支承部23a、第2支承部23b、马达24、传递体25、以及编码器26。
[0117]
第1电极21、第2电极22、第1支承部23a以及第2支承部23b构成x型焊枪27。第1电极21、第2电极22、马达24以及编码器26与图2的电阻焊接机10的第1电极11、第2电极12、马达14以及编码器16相同。
[0118]
第1支承部23a是支承第1电极21的焊枪臂。第1支承部23a构成为,通过传递体25使第1支承部23a能够相对于第2支承部23b进行摆动。通过第1支承部23a的摆动来调整第1电极21与工件w的位置、以及第1电极21与第2电极22的位置。
[0119]
第2支承部23b是支承第2电极22的焊枪托。传递体25通过马达24的驱动力使第1支承部23a摆动。因此,马达24使第1电极21相对于第2电极22进行移动。
[0120]
本实施方式的焊接控制装置除以下所说明的内容外,与第1实施方式的焊接控制
装置1相同。
[0121]
在本实施方式中,焊接控制装置具有测量第1支承部23a的应变的第1应变传感器2a、以及测量第2支承部23b的应变的第2应变传感器2b。此外,焊接控制装置的位移量检测部基于编码器26所输出的马达24的旋转量、第1应变传感器2a所输出的第1支承部23a的应变、以及第2应变传感器2b所输出的第2支承部23b的应变,来检测第1电极21与第2电极22的电极间距离的位移量。
[0122]
具体而言,位移量检测部根据如下位移量来检测第1电极21与第2电极22的电极间距离,所述位移量为:根据马达24的旋转量而计算出的第1电极21的位移量;根据第1支承部23a的应变而计算出第1电极21的位置的位移量;以及根据第2支承部23b的应变而计算出的第2电极22的位置的位移量。
[0123]
图12示出位移量检测的一个示例。图12示出了使焊接电流c固定不变而进行焊接时由位移量检测部检测到的电极间距离的位移量d3随时间的变化。电极间距离的位移量d3的波形与通过激光测量器测量到的电极间距离的位移量d0的波形的形状基本相同。
[0124]
此外,在本实施方式中,也可以省略第1应变传感器2a以及第2应变传感器2b中的一者。不过,通过使用两个应变传感器,能够提高位移量的检测精度。
[0125]
[2-2.效果]
[0126]
根据以上详述的实施方式,能够获得以下效果。
[0127]
(2a)针对利用第1支承部23a的摆动而使第1电极21相对于第2电极22进行移动的电阻焊接机20,也能够提高位移量的检测精度。从而能够提高生产效率以及焊接质量。
[0128]
[3.其他实施方式]
[0129]
以上对本公开的实施方式进行了说明,不过,本公开不限于上述实施方式,能够采用各种实施方式。
[0130]
(3a)在上述实施方式的焊接控制装置中,控制部也可以不具备厚度检测部以及压力检测部。
[0131]
(3b)在上述实施方式的焊接控制装置中,调整部也可以不必基于位移量使电阻焊接机开始实施焊接。此外,调整部也可以不必基于供给脉冲电流时的位移量来检测扰动。
[0132]
(3c)上述实施方式的焊接控制装置也能够用于在水平方向上对工件w加压(即,在第1板p1和第2板沿水平方向叠合的状态下进行焊接)的电阻焊接机。
[0133]
(3d)上述实施方式的焊接控制装置也能够用于通过马达使第1电极以及第2电极双方进行移动(例如,第2实施方式的电阻焊接机20构成为通过马达24使第2支承部23b也进行摆动)的电阻焊接机。
[0134]
(3e)可以由多个构成元素分担上述实施方式中的一个构成元素所具有的功能,或者可以将多个构成元素所具有的功能统合到一个构成元素中。此外,可以省略上述实施方式的构成的一部分。此外,可以将上述实施方式的构成的至少一部分添加到上述其他实施方式的构成中,或者可以将上述实施方式的构成的至少一部分与上述其他实施方式的构成进行置换等。此外,由记载在权利要求中的语句确定的技术思想所包含的所有方式均为本公开的实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。