1.该申请要求基于在2020年2月26日提交的韩国专利申请10-2020-0023657号的优先权权益,并且该韩国专利申请的全部内容通过引用并入本文中。
2.本发明涉及一种用于检查焊接缺陷的方法,更特别地,本发明涉及一种用于检查在锂二次电池中的电极接线片和电极接线片之间或者电极接线片和电极引线之间的焊接部上是否存在由于弱焊接引起的焊接缺陷的方法。
背景技术:
3.通常,与不能被充电的一次电池不同,二次电池意味着能够被充电和放电的电池,并且被广泛地使用在诸如移动电话、笔记本计算机、摄像机或电动车辆这样的电子装置中。特别地,锂二次电池具有比镍镉电池或镍氢电池大的容量,并且因为单位重量的能量密度高,所以锂二次电池的使用程度正在快速地增加。
4.此外,锂二次电池根据具有正电极/分隔件/负电极结构的电极组件的结构来分类。其代表性示例包括:果冻卷电极组件,在该果冻卷电极组件中,长片型正电极和负电极在分隔件被置于其间的情况下被缠绕;堆叠电极组件,在该堆叠电极组件中,被切割为预定尺寸单位的多个正电极和负电极在分隔件被置于其间的情况下被顺序地堆叠;和堆叠/可折叠电极组件,在该堆叠/可折叠电极组件中,双单体或全单体被缠绕,在所述双单体或全单体中,预定单位的正电极和负电极在分隔件被置于其间的情况下被堆叠。
5.近年来,具有被嵌入在铝层压板的袋形电池外壳中的堆叠型或者堆叠/折叠型电极组件的袋型电池由于其制造成本低且重量轻而已经吸引了很多关注,并且其使用量正在逐渐地增加。
6.锂二次电池主要使用锂类氧化物和碳材料来分别作为正电极活性材料和负电极活性材料。锂二次电池包括:电极组件,在该电极组件中,分别涂覆有正电极活性材料和负电极活性材料的正电极板和负电极板在分隔件被置于其间的情况下被置放;和外部材料,该外部材料将电极组件与电解质一起地密封并存储。
7.此时,从多个正电极板延伸的多个正电极接线片和从多个负电极板延伸的多个负电极接线片被形成在电极组件中,并且所述多个正电极接线片和所述多个负电极接线片通过焊接分别与正电极引线和负电极引线联接。在这里,多个正电极接线片和多个负电极接线片形成电极接线片,并且正电极引线和负电极引线形成电极引线。
8.类似地,当电极接线片和电极引线被焊接时,如果在电极接线片之间以及在电极接线片和电极引线之间进行了弱焊接,则可能产生焊接缺陷。因此,需要检查是否存在由于这种弱焊接引起的焊接缺陷的过程。
9.传统上,为了检查焊接部上的由于弱焊接引起的焊接缺陷,通过在相反方向上拉拽焊接部来测量抗拉强度。然而,当使用这种方法时,电极接线片或者电极引线可能在测量抗拉强度的过程中受到损坏。因此,不能进行全面调查。
10.韩国专利2017-0125707公开了一项技术,该技术将通过联接电极箔元件和端子所
产生的焊接部划分成多个部段,通过将电流施加到每个部段来测量每个部段的电阻,然后如果测量出的电阻大于阈值电阻,则确定存在焊接缺陷。然而,在以上文献中,在推导阈值电阻时使用焊接部中的电阻和抗拉强度之间的相关性,因此为了推导出阈值电阻,测量焊接部的抗拉强度的过程是必不可少的。
11.然而,传统上,通过在相反方向上拉拽焊接部来测量焊接部的抗拉强度可能引起误差。因此,从抗拉强度和电阻之间的相关性推导出的阈值电阻值的可靠性不高。
12.因此,需要如下技术,该技术关于用于在允许全面调查的同时以优良的检测能力检查焊接部的弱焊接的方法。
技术实现要素:
13.技术问题
14.这样,本发明被设计成解决以上问题,并且本发明的目的在于提供一种用于在允许全面调查的同时以优良的检测能力检查焊接部的弱焊接的方法。
15.技术方案
16.用于实现本发明的以上目标的一种用于检查焊接缺陷的方法包括:阈值电阻设定步骤(s100),所述阈值电阻设定步骤测量样本组的焊接部的电阻,并且推导成为弱焊接的评价标准的阈值电阻值;电阻测量步骤(s200),所述电阻测量步骤测量所要检查的焊接部的电阻值;和步骤(s300),如果在所述电阻测量步骤中测量出的电阻值超过所述阈值电阻值,则所述步骤确定为弱焊接,其中,所述阈值电阻设定步骤(s100)和电阻测量步骤(s200)包括:使用具有纳欧到微欧单位的分辨率的微电阻测量仪器来测量电阻。
17.在一个具体示例中,所述电阻测量步骤(s200)包括:通过允许两个电阻测量探针接触所述焊接部来测量电阻。
18.在一个具体示例中,该方法可以进一步包括:通过允许一个电阻测量探针接触所述焊接部的一端并且允许另一个电阻测量探针接触所述焊接部的另一端来测量所述焊接部的总电阻。
19.在一个具体示例中,所述电阻测量探针包括电压探针和电流探针。
20.在一个具体示例中,所述电阻测量步骤(s200)包括:通过4线型测量方案来测量所述焊接部的电阻。
21.在一个具体示例中,所述电阻测量步骤(s200)包括:通过直流方案来测量所述焊接部的电阻。
22.在一个具体示例中,所述阈值电阻设定步骤(s100)包括:数据构建步骤(s110),所述数据构建步骤测量所述样本组的纳欧和微欧单位的微电阻,并且存储测量出的微电阻;以及阈值电阻值推导步骤(s120),所述阈值电阻值推导步骤通过利用统计方案处理由所述数据构建步骤(s110)累积的数据来推导阈值。
23.在一个具体示例中,所述样本组的对象的数目等于或大于100,000。
24.在一个具体示例中,所述样本组的电阻值形成正态分布曲线。
25.在一个具体示例中,所述阈值电阻值是平均值 6δ。
26.在一个具体示例中,所述焊接部通过超声波焊接而形成。此时,通过允许所述电阻测量探针接触所述焊接部的界面来测量电阻。
27.在一个具体示例中,所述焊接部通过激光焊接而形成。此时,通过允许所述电阻测量探针接触所述焊接部的外周表面来测量电阻。
28.本发明的用于检查焊接缺陷的方法优选地被应用于在袋型二次电池的电极引线和电极接线片之间的焊接部或者在电极接线片和电极接线片之间的焊接部。
29.有利效果
30.根据本发明的焊接缺陷检查方法,测量了样本组的电阻,从测量出的电阻值的正态分布曲线来设定阈值电阻值,并且当测量所述样本组和所要检查的焊接部的电阻时,通过使用具有纳欧到微欧水平的分辨率的微电阻测量仪器来精确地测量电阻,由此显示出对弱焊接缺陷的优良的检测能力。
附图说明
31.图1是示意本发明的检查焊接缺陷的方法的流程图。
32.图2是示出焊接强度和电阻之间的相关性的视图。
33.图3是根据本发明的实施例的样本组的电阻值的正态分布曲线。
34.图4是示出根据本发明的实施例的测量电阻的方法的示意图。
35.图5是示出根据本发明的另一实施例的测量电阻的方法的示意图。
36.图6是本发明的电阻测量探针的示意图。
37.图7是示出根据本发明实施例的测量通过超声波焊接形成的焊接部的电阻的方法的示意图。
38.图8是示出根据本发明实施例的测量通过激光焊接形成的焊接部的电阻的方法的示意图。
具体实施方式
39.在下文中,将参考附图详细描述本发明的优选实施例。在本说明书和权利要求中使用的术语和词语不应该被解释为限于普通或词典术语,并且发明人可以适当地限定术语的概念从而最好地描述其本发明。术语和词语应该被解释为与本发明的技术思想一致的含义和概念。
40.相应地,在说明书中描述的实施例和在绘图中描述的构造仅仅是本发明的最优选的实施例,而不代表本发明的所有的技术思想。应该理解,在提交本技术时可能存在替代它们的各种等同和变型。
41.而且,在整个说明书中,当一个元件被称作“包括”一个元件时,应该理解该元件也可以包括其他元件,除非另有具体声明。
42.图1是根据本发明的用于检查焊接缺陷的方法的流程图。参考图1,本发明的用于检查焊接缺陷的方法包括:阈值电阻设定步骤(s100),所述阈值电阻设定步骤用于测量样本组的焊接部的电阻,并且推导成为弱焊接的评价标准的阈值电阻值;电阻测量步骤(s200),所述电阻测量步骤测量所要检查的焊接部的电阻值;以及步骤(s300),如果在所述电阻测量步骤中测量出的电阻值超过阈值电阻值,则所述步骤确定为弱焊接,其中,所述阈值电阻设定步骤(s100)和电阻测量步骤(s200)包括使用具有纳欧到微欧单位的分辨率的微电阻测量仪器来测量电阻。
43.本发明的发明人已经发现,具有低焊接强度的焊接部的电阻值大于具有正常焊接强度的焊接部的电阻值,这已经将其引向本发明。参考图2,已经以22kgf或更大的正常焊接强度焊接的焊接部的电阻值小于已经以小于22kgf的弱焊接强度焊接的焊接部的电阻值。传统上,存在通过测量焊接部的电阻并且将测量出的电阻值与阈值电阻值进行比较来检查焊接缺陷的技术。然而,在该传统技术中,推导阈值电阻值的方法并不具体,或者因为当推导阈值电阻值时使用焊接部的抗拉强度与电阻之间的相关性,所以需要测量焊接部的抗拉强度的过程。
44.然而,本发明的特征在于,在不依赖于焊接部的抗拉强度与电阻之间的相关性的同时,在推导阈值电阻值时引入统计方案,并且通过经由增加分辨率而以高达纳欧到微欧级的水平测量电阻来精确地测量电阻。
45.即,当测量形成大量样本组的对象的电阻时,测量出的电阻值形成正态分布曲线。在该正态分布曲线中,从统计概率的观点来看,具有大偏差的对象可以被容易地假定为是有缺陷的,因此预定偏差被确定为阈值电阻值。此外,该方案基于这样的前提:用于所述样本组的数据是可靠的。因此,在设定阈值的过程中,使用能够针对所述样本组以高达纳欧到微欧的水平来精确地测量电阻的微电阻测量仪器,并且当测量所要检查的对象的电阻时,使用能够以高达纳欧到微欧级的水平来精确地测量电阻的微电阻测量仪器。类似地,在本发明中,当推导阈值电阻值时,从大量的样本组中统计性地推导阈值电阻值。因此,与传统技术不同,不需要单独地测量焊接部的抗拉强度来设定阈值电阻值。
46.首先,将描述所述阈值电阻设定步骤(s100)。
47.根据本发明的实施例的阈值电阻设定步骤(s100)包括:数据构建步骤(s110),所述数据构建步骤测量样本组的纳欧和微欧单位的微电阻,并且存储测量出的微电阻;和阈值电阻值推导步骤(s120):所述阈值电阻值推导步骤通过利用统计方案处理由所述数据构建步骤(s110)累积的数据来推导阈值。
48.所述数据构建步骤(s110)包括测量形成样本组的对象的焊接部的电阻的过程。此时,所述样本组的对象的数目为至少100,000,优选为200,000,就可靠性而言,优选的是具有尽可能多的样本组对象。
49.在所述数据构建步骤(s110)中,通过使用具有纳欧(nω)到微欧(uω)单位的分辨率的微电阻测量仪器来测量所述样本组的对象的电阻。这是为了累积更可靠的数据。此外,以与在所述电阻测量步骤(s200)中测量焊接部的电阻的方案相同的方式来执行所述微电阻测量方法。
50.所述阈值电阻值推导步骤(s120)包括通过用统计方案处理由所述数据构建步骤(s110)累积的数据来推导阈值电阻值。根据本发明的实施例的统计处理方法是为了获得所述样本组的对象的电阻值的正态分布曲线,并且以所述正态分布曲线中的 6δ值作为阈值电阻值。
51.图3示出根据本发明实施例的样本组的电阻的分布曲线的示例。参考图3,当所述样本组如在图3中那样示出正态分布曲线时,大多数对象具有接近平均值(μ)的值,而具有与所述平均值(μ)明显偏离的值的对象的数目少。因此,具有与所述平均值明显偏离的值的对象可以被随机假定为是有缺陷的。具体地,具有1δ(标准偏差)的偏差的对象出现的概率为大约32%,具有2δ的偏差的对象出现的概率为大约5%,具有3δ的偏差的对象出现的概率
为大约0.3%,具有4δ的偏差的对象出现的概率为大约0.01%,具有5δ的偏差的对象出现的概率为大约0.001%,并且具有6δ的偏差的对象出现的概率为大约0.0000001%。
52.这样,在本发明的实施例中,所述平均值和6δ之和被设定为阈值电阻值。
53.在下文中,将详细描述所述电阻测量步骤(s200)。
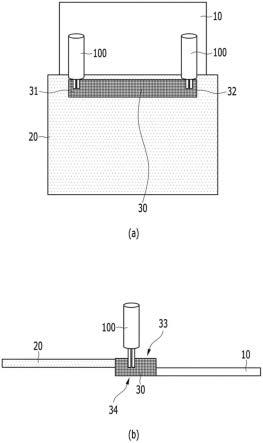
54.图4是示出根据本发明实施例的测量电阻的方法的示意图。参考图4,在本发明的电阻测量步骤(s200)中用于电阻测量的微电阻测量仪器包括两个电阻测量探针100,并且通过允许这两个电阻测量探针接触焊接部30来测量电阻。
55.能够通过允许一个电阻测量探针接触所述焊接部的一端31并且允许另一个电阻测量探针接触所述焊接部的另一端来测量整个焊接部30的电阻。
56.此外,如图4(b)中所示,所述焊接部30能够被划分成电极接线片20部的焊接部33以及电极引线10的焊接部34,如图4中所示,能够允许两个电阻测量探针均接触所述电极接线片20的焊接部33。与此不同,可以允许两个电阻测量探针均接触所述电极引线10部的焊接部34。可替代地,如图5中所示,可以允许一个电阻测量探针接触所述电极接线片20的焊接部33,并且可以允许其余一个电阻测量探针接触所述电极引线10的焊接部34,由此测量电阻。在以上实施例中,就检测弱焊接的检测能力而言,最优选的是以使得两个电阻测量探针均接触在所述电极接线片10的焊接部33上的形式来测量电阻。
57.图6示出本发明的电阻测量探针的示意图,参考图6,本发明的电阻测量探针100包括电流探针110和电压探针120。所述电流探针将电流施加到所要测量的焊接部,所述电压探针测量电压。这样,能够测量所述焊接部的电阻。
58.在本发明中,通过允许两个电阻测量探针接触所述焊接部来测量电阻。这样,能够通过4线型测量方案来测量所述焊接部的电阻。因为与2线型电阻测量方案相比较,4线型电阻测量方案较少受到接触电阻的影响,所以在能够甚至以纳欧单位测量电阻的4线型电阻测量方案中,能够更精确地测量微电阻。
59.在一个具体示例中,所述电阻测量步骤(s200)包括通过直流方案来测量焊接部的电阻。与交流方案相比较,直流方案具有能够进行高精度电阻测量的优点。
60.本发明的焊接缺陷检查方法能够广泛地应用于二次电池的焊接部,并且能够应用于根据各种焊接方案的焊接部。即,本发明的焊接缺陷检查方法能够应用于电池组中的电极接线片和电极接线片之间的焊接部、电极接线片和电极引线之间的焊接部以及电极引线和汇流条之间的焊接部,并且还可以应用于通过超声波焊接形成的焊接部和通过激光焊接形成的焊接部等。
61.图7是示出测量根据超声波焊接方案形成的焊接部的电阻的方法的示意图。参考图7,通过超声波焊接方案形成的焊接部30具有线或面的形式。这样,用于电阻测量的电阻测量探针的接触位置40位于所述焊接部的边界线上。能够通过允许电阻测量探针接触所述焊接部的边界线来测量整个焊接部的电阻。存在所述电阻测量探针的4个接触位置40。这里,电流探针接触所述接触位置40中的两个接触位置,电压探针接触所述接触位置40中的其余两个接触位置。
62.图8是示出测量根据激光焊接方案形成的焊接部的电阻的方法的示意图。参考图8,通过激光焊接方案形成的焊接部30具有点状形状。为了测量整个焊接部的电阻,期望的是以通过连接所述点中的位于最外部处的点而获得的虚拟线作为边界来确定外周表面上
的电阻测量探针的接触位置40。存在电阻测量探针的4个接触位置40。在这里,电流探针接触所述接触位置40中的两个接触位置,电压探针接触所述接触位置40中的其余两个接触位置。
63.根据本发明的焊接检查方法,测量样本组的电阻,从测量出的电阻值的正态分布曲线来设定阈值电阻值,并且当测量样本组和所要检查的焊接部的电阻时,通过使用具有纳欧到微欧级水平的分辨率的微电阻测量仪器来精确地测量电阻,由此显示出对弱焊接缺陷的优良检测能力。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。