1.本发明涉及工业机器人领域,具体是一种复杂曲面零件快速自动化除漆装置及其除漆方法。
背景技术:
2.为了满足耐腐蚀、高强度等使用要求,复杂曲面零件表面往往除漆有多种不同漆层。在对零件进行修复的过程中,首先需要对零件进行除漆工艺。在零件的使用过程中,由于的作用,漆层发生剥落、氧化等,零件表面形貌复杂,用单一的工艺参数进行除漆操作工艺质量差,而且容易对零件表面造成损伤。目前进行零件维修时通常需要使用单一的加工参数去除零件表面的漆层,加工质量难以保证,给零件的除漆工艺造成了极大的困难。
3.如中国专利号109465753a中公开了一种航空零部件全自动喷砂除漆方法,包括以下步骤:(1)固定装夹、三维扫描得到三维点云信息、降噪膨胀区分配准处理得到完整三维模型、建立工件坐标系、计算喷砂路径、传输喷砂路径和喷砂处理、回复原位。该发明避免了人工示教编程和离线编程,提高了喷砂除漆效率。
4.该发明存在以下几个缺点:(1)该发明仅通过三维扫描得到零件形貌,忽略了漆层与零件表面基体层的差异,工艺参数不够准确;(2)该发明仅在除漆前进行零件扫描,在除漆过程中没有实施监测加工状态,缺少闭环反馈,难以避免加工过程中对零件表面的损伤。
技术实现要素:
5.为了解决上述问题,本发明提出一种复杂曲面零件快速自动化除漆装置及其除漆方法。
6.一种复杂曲面零件快速自动化除漆装置,包括:
7.图像识别装置,根据采集到的信息生成零件表面图像信息;
8.除漆装置,能够自动连接除漆喷丸并完成输送;
9.上位机,能够根据图像识别装置的图像信息进行除漆状态分析。
10.所述的图像识别装置包括能够采集除漆过程中零件的图像信息的两个摄像头、能够根据加工指令调整摄像头的姿态的控制器、根据两个摄像头采集到的信息生成零件表面图像信息的图像处理软件。
11.所述的控制器根据环境自动调整摄像头的焦距、光圈类参数。
12.所述的除漆装置包括多自由度机械臂以及机械臂控制器、驱动器以及用于连接外接的除漆喷丸输送系统的pem喷枪。
13.所述的机械臂能够装载pmb喷枪进行移动。
14.所述的上位机包含一套用于生成当前除漆零件的表面形貌的漆层判别和算法,能够判定当前所除漆层的状态设计相应工艺加工参数。
15.所述的工艺加工参数包括工艺参数、摄像头旋转角度和机械臂运动轨迹。
16.一种复杂曲面零件快速自动化除漆装置的除漆方法,其具体步骤如下:
17.s1、根据不同航空构件的图层颜色、纹理以及零件表面颜色、纹理,录入计算机,建立图层图像数据库;
18.s2、根据不同航空构件表面的硬度和耐磨性,建立零件表面性能数据库;
19.s3、将待除漆零件安装在工作台上;
20.s4、开启两个摄像头,摄像头根据当前光线环境自动调整亮度、对比度、焦距类参数;
21.s5、摄像头采集当前工件的姿态信息,对图像进行编码,得到两组编码矩阵,摄像头采集当前摄像头的空间位置和拍摄角度,形成位置姿态数据;
22.s6、摄像头将两组编码以及自身位置姿态向量、图像数据、当前亮度、对比度、焦距类信息发送至计算机;
23.s7、计算机调用软件,首先根据两个摄像头的自身位置姿态数据进行归一化,形成两个摄像头之间的空间位置转换向量;
24.s8、计算机调用软件,结合上述空间位置转换向量,对两个摄像头采集到的两组编码矩阵进行耦合,形成基于三维空间坐标的构件空间位置数据;
25.s9、三维轮廓转换;计算机将三维数据矩阵导入三维绘图程序,生成待除漆零件的三维轮廓和表面形貌;
26.s10、计算机调用图像处理软件,根据两个摄像头的亮度、焦距、对比度等信息,对两个摄像头采集到的图像信息进行滤波等类预处理;
27.s11、计算机调用软件,根据两个摄像头的空间位置转换向量,为两组预处理以后的图像信息服役不同的权重,进行加权耦合,得到的待加工工件真实颜色信息;
28.s12、计算机调用图层信息数据库,对当前工件表面的颜色及形貌信息进行对比,分析当前工件表面的涂层;
29.s13、上位机根据零件位置姿态、表面形貌、涂层初步设定加工轨迹、加工参数,
30.s14、计算机将加工信号发送至控制器,控制机械臂接近零件表面,根据加工轨迹开始除漆;
31.s15、除漆过程中,摄像头实时捕捉零件当前除漆区域的图像信息,重复步骤s10-步骤s12;
32.s16、除漆过程中,摄像头实时采集当前自身的空间位置姿态以及零件的位置姿态,发送至计算机;
33.s17、上位机根据摄像头采集到的姿态,重新生成零件的三维模型,对初设定加工轨迹进行优化调整,上位机根据摄像头采集到的零件表面图像信息,判断当前所除漆层的状态,进行工艺参数的优化,将相关控制信号发送至机械臂和摄像头;
34.s18、机械臂根据上位机信号进行位置姿态的调整,保证除漆过程中pmb喷枪始终沿着零件表面法向进行喷涂,实现均匀除漆;
35.s19、pmb喷枪根据上位机信号进行加工参数的调整,对于不同漆层选取最佳的加工参数进行加工;
36.s20、摄像头根据上位机信号进行位置姿态的调整,保证摄像头能够捕捉到当前加工区域信息;
37.s21、重复步骤s4-步骤s20,直至完成所有除漆工作。
38.本发明的有益效果是:采用摄像头图像识别、上位机模型生成轨迹的方法,能够摆脱传统无数模零件实现自动化除漆前必须进行三维建模的弊端,既节约了逆向建模设备的成本投入,也简化了工作流程,减轻了对复杂零件逆向建模的技术依赖;本发明能够对加工过程中的姿态进行调整,对除漆工艺参数进行同步实时优化。
附图说明
39.下面结合附图和实施例对本发明进一步说明。
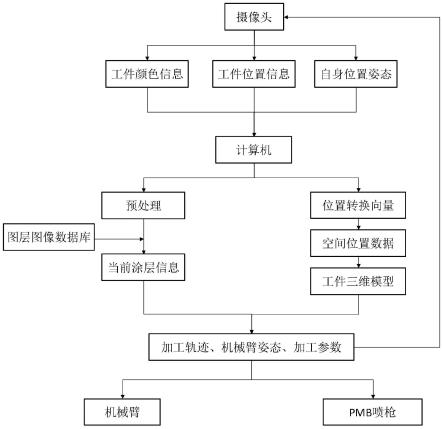
40.图1为本发明的流程结构示意图。
具体实施方式
41.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面对本发明进一步阐述。
42.如图1所示,一种复杂曲面零件快速自动化除漆装置,包括:
43.图像识别装置,根据采集到的信息生成零件表面图像信息;
44.除漆装置,能够自动连接除漆喷丸并完成输送;
45.上位机,能够根据图像识别装置的图像信息进行除漆状态分析。
46.所述的图像识别装置包括能够采集除漆过程中零件的图像信息的两个摄像头、能够根据加工指令调整摄像头的姿态的控制器、根据两个摄像头采集到的信息生成零件表面图像信息的图像处理软件。
47.所述的控制器根据环境自动调整摄像头的焦距、光圈类参数。
48.所述的除漆装置包括多自由度机械臂以及机械臂控制器、驱动器以及用于连接外接的除漆喷丸输送系统的pem喷枪。
49.所述的机械臂能够装载pmb喷枪进行移动。
50.所述的上位机包含一套用于生成当前除漆零件的表面形貌的漆层判别和算法,能够判定当前所除漆层的状态设计相应工艺加工参数。
51.所述的工艺加工参数包括工艺参数、摄像头旋转角度和机械臂运动轨迹,用于后续零件实际除漆。
52.采用摄像头图像识别、上位机模型生成轨迹的方法,能够摆脱传统无数模零件实现自动化除漆前必须进行三维建模的弊端,既节约了逆向建模设备的成本投入,也简化了工作流程,减轻了对复杂零件逆向建模的技术依赖;本发明能够对加工过程中的姿态进行调整,对除漆工艺参数进行同步实时优化。
53.一种复杂曲面零件快速自动化除漆装置的除漆方法,其具体步骤如下:
54.s1、根据不同航空构件的图层颜色、纹理以及零件表面颜色、纹理,录入计算机,建立图层图像数据库;
55.s2、根据不同航空构件表面的硬度和耐磨性,建立零件表面性能数据库;
56.s3、将待除漆零件安装在工作台上;
57.s4、开启两个摄像头,摄像头根据当前光线环境自动调整亮度、对比度、焦距类参数;
58.s5、摄像头采集当前工件的姿态信息,对图像进行编码,得到两组编码矩阵,摄像
头采集当前摄像头的空间位置和拍摄角度,形成位置姿态数据;
59.s6、摄像头将两组编码以及自身位置姿态向量、图像数据、当前亮度、对比度、焦距类信息发送至计算机;
60.s7、计算机调用软件,首先根据两个摄像头的自身位置姿态数据进行归一化,形成两个摄像头之间的空间位置转换向量;
61.s8、计算机调用软件,结合上述空间位置转换向量,对两个摄像头采集到的两组编码矩阵进行耦合,形成基于三维空间坐标的构件空间位置数据;
62.s9、三维轮廓转换;计算机将三维数据矩阵导入三维绘图程序,生成待除漆零件的三维轮廓和表面形貌;
63.s10、计算机调用图像处理软件,根据两个摄像头的亮度、焦距、对比度等信息,对两个摄像头采集到的图像信息进行滤波等类预处理;
64.s11、计算机调用软件,根据两个摄像头的空间位置转换向量,为两组预处理以后的图像信息服役不同的权重,进行加权耦合,得到的待加工工件真实颜色信息;
65.s12、计算机调用图层信息数据库,对当前工件表面的颜色及形貌信息进行对比,分析当前工件表面的涂层;
66.s13、上位机根据零件位置姿态、表面形貌、涂层初步设定加工轨迹、加工参数,
67.s14、计算机将加工信号发送至控制器,控制机械臂接近零件表面,根据加工轨迹开始除漆;
68.s15、除漆过程中,摄像头实时捕捉零件当前除漆区域的图像信息,重复步骤s10-步骤s12;
69.s16、除漆过程中,摄像头实时采集当前自身的空间位置姿态以及零件的位置姿态,发送至计算机;
70.s17、上位机根据摄像头采集到的姿态,重新生成零件的三维模型,对初设定加工轨迹进行优化调整,上位机根据摄像头采集到的零件表面图像信息,判断当前所除漆层的状态,进行工艺参数的优化,将相关控制信号发送至机械臂和摄像头;
71.s18、机械臂根据上位机信号进行位置姿态的调整,保证除漆过程中pmb喷枪始终沿着零件表面法向进行喷涂,实现均匀除漆;
72.s19、pmb喷枪根据上位机信号进行加工参数的调整,对于不同漆层选取最佳的加工参数进行加工;
73.s20、摄像头根据上位机信号进行位置姿态的调整,保证摄像头能够捕捉到当前加工区域信息;
74.s21、重复步骤s4-步骤s20,直至完成所有除漆工作。
75.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。