1.本发明涉及通过多注射陶瓷和/或金属陶瓷而获得的物品。更具体地,本发明涉及一种通过注射不同颜色的陶瓷和/或金属陶瓷而制成的钟表部件如表圈。
背景技术:
2.钟表部件通常由注射的颜色不同的塑料材料制成。因此有可能获得具有多种不同颜色的中间部件和表圈。对于通过烧结获得的陶瓷或金属陶瓷,制造具有多种不同颜色的部件要复杂得多。这是因为,在烧结过程中观察到可能达到30%的显著收缩。收缩量取决于几个因素,其中尤其是材料的选择和所注射的材料的体积。在双注射方法或更一般地多注射方法中,可能会导致烧结过程中收缩的差异,这种收缩的差异将导致各种材料之间的接合处断开连接。更具体地,在注射形成的表圈的情况下,观察到与材料之间的径向收缩差异有关的间隙。如果两种材料的注射的材料体积不同,这种差异就更加明显,典型的就是一种材料与另一种材料相比仅占据圆的一小圆弧的情况。
3.为了克服这一缺陷,在文献ep 2 746 243中已经提出注射单一材料,并在烧结之前用包含作为颜料的金属的溶液浸渍未烧制体的一部分。这种方法的缺点是很难在着色部分的质量中获得均匀的颜色。
技术实现要素:
4.本发明的目的是通过提出一种新颖的用于注射多材料的方法来克服上述缺点,该方法限制了所注射的不同材料之间的收缩差异。
5.为此,本发明涉及一种制造方法,该制造方法在注射步骤期间使用插入件,该插入件具有呈凸起或凹部形式的结构,该插入件旨在于所注射的第一材料上压印出用于所注射的第二材料的附接表面。该附接表面使得能够保持所注射的第二材料,以减少在烧结步骤期间的收缩并防止这两种材料在机加工步骤期间脱离接合。
6.更准确说,根据本发明的制造物品的方法包括以下步骤:
[0007]-提供至少一种第一材料和至少一种第二材料,所述第一材料与所述第二材料的区别在于它们的化学成分不同,所述第一材料和所述第二材料是陶瓷或金属陶瓷,
[0008]-提供具有型腔的模具,该型腔包括设置有呈凸起或凹部形式的结构的型腔部分,该结构旨在使所述第一材料上形成附接表面,
[0009]-将所述第一材料注射到设置有所述型腔部分的型腔中,以便将所述结构压印在所述第一材料的一部分上并从而在所述第一材料的所述一部分上形成所述附接表面,
[0010]-至少在所述附接表面处将所述第二材料注射到所述第一材料上以形成未烧制体,
[0011]-烧结所述未烧制体以形成坯件,
[0012]-精加工所述坯件以获得所述物品。
[0013]
该方法在所述烧结步骤之前和/或之后还包括机加工步骤:相应地为所述未烧制
体和/或所述坯件确定尺寸并且部分地去除所述第二材料以便露出所述第一材料。
[0014]
本发明还涉及由该制造方法得到的由陶瓷和/或金属陶瓷制成的物品。根据本发明的物品包括至少两种不同的材料,所述至少两种不同的材料通过它们的颜色或者更一般地通过它们的美学外观和/或它们的机械特性区分开。根据本发明,所述物品包括其中两种材料交织的部分。优选地,该物品包括其中所述材料中的一种材料填充形成于另一种材料上的凹部的部分。
[0015]
本发明的其他特征和优点将在下面参考附图以非限制性示例的方式给出的优选实施例的描述中显现。
附图说明
[0016]
图1示出了模具的固定部件的双型腔的三维视图,其中两个型腔中的一个包括具有根据本发明的呈凸起形式的结构的插入件;
[0017]
图2示出了具有呈凸起形式的结构的插入件的三维视图;
[0018]
图3示出了分别在右侧注射第一材料和在左侧注射第二材料时模具的剖视图;
[0019]
图4示出了由材料的双注射得到的未烧制体的三维视图;
[0020]
图5a示出了在为获得双色表圈而进行了机加工后的未烧制主体的三维视图;
[0021]
图5b示出了图5a的未烧制体的一半;
[0022]
图6示出了根据本发明的制造方法得到的表圈的平面图。
具体实施方式
[0023]
本发明涉及一种通过注射制造物品或制品的方法,该物品或制品用为金属陶瓷或陶瓷的至少两种不同的材料生产。不同的材料是指通过它们的美学外观特别是它们的颜色和/或通过它们的机械特性而区别分开的材料。这表现为化学成分的不同。这可以是以下两种情况:具有用于改变颜色的不同颜料的相同的基础材料;或者不同的基础材料。例如,它可以是这样的情况,即采用基于氧化锆的相同的基础材料,该基础材料一方面具有用于获得黑色材料的黑色颜料,另一方面具有用于获得白色的氧化铝。更一般地,陶瓷可以是氮化物、碳化物、和/或氧化物。同样,金属陶瓷可包括金属粘合剂相和包含碳化物、氮化物和/或氧化物的陶瓷相,该金属粘合剂选自例如贵金属元素如钌、铑、钯、锇、铱、铂、金、和银。
[0024]
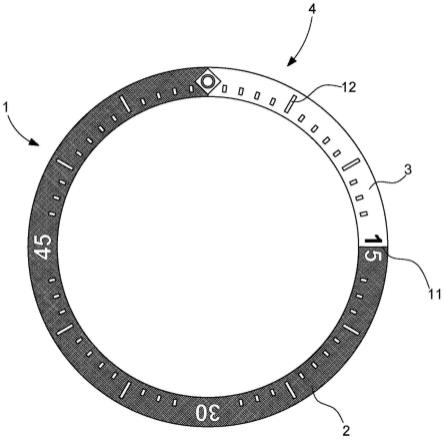
根据本发明的物品可以是装饰性物品或制品如表、珠宝、手镯、链等的组成元件。在钟表领域,该物品可以是外部部件,例如中间部件、后盖、表圈、推动件/按钮、表链的链节、表盘、指针、表盘分度件/刻度等。它也可以是机芯部件如振荡质量体、圆盘等。作为说明,该物品是由两种不同颜色(例如黑色和白色)的陶瓷2和3制成的表圈1,其中一种颜色占据表圈的圆的四分之一,另一种颜色占据该圆的剩余四分之三,如图6所示。根据本发明,该物品包括部分4,在部分4中,所述两种材料2和3叠置/重叠,更具体说,所述两种材料2和3交织/拼接(图5b)。“交织/拼接”意味着这两种材料中的一种材料在其表面上具有填充有另一种材料的结构。在图5b中,可以看到两种材料2和3,这两种材料叠置在一起,其中一者的交织部位于在另一者的表面上所形成的凹部2a中。
[0025]
通过注射不同的材料以形成未烧制体或生坯体并通过烧结所述未烧制体来生产所述物品。下面的阐述针对包括两种不同材料(但它可以是包括三种、四种等不同材料的情
况)的物品的制造方法,其中为相继注射的材料中的每种材料生产附接表面。
[0026]
该制造方法包括以下步骤(参照图1至6):
[0027]-提供至少一种第一材料2和第二材料3,所述第一材料与所述第二材料的区别在于它们的化学成分存在差异,所述第一材料和所述第二材料是陶瓷或金属陶瓷。因此,第一和第二材料可以两者均是陶瓷或者两者均是金属陶瓷,或者一种材料可以是陶瓷而另一种材料是金属陶瓷;
[0028]-提供具有型腔6的模具5,该型腔包括也称为插入件的型腔部分7,该型腔部分7包括旨在形成第一注射材料上的附接表面的、呈凸起或凹部形式的结构(图1)。优选地,所述结构呈凸起的形式。这种结构优选是不连续的。因此,该结构可通过多个柱7a(图2)或凹部形成。为更好地保持所述材料,这种不连续的结构与连续的结构如凹槽或榫舌相比是有利的。优选地,凹部或柱的深度或高度分别至少为0.2毫米。优选地,柱或凹部的数量为每10mm2表面积1至10个,更优选1至3个;
[0029]-将所述第一材料2注射到设置有插入件7的型腔6中,以便在所述第一材料2的一部分上压印出所述结构并从而形成用于第二材料3的附接结构;
[0030]-至少在所述附接表面处将第二材料3注射到第一材料2上以形成未烧制体8(图3和图4);
[0031]-烧结未烧制体8以形成坯件;
[0032]-精加工所述坯件以形成所述物品。
[0033]
该方法在烧结之前进一步包括优选在未烧制体上实施的机加工步骤,使得材料不会太硬。在该机加工步骤中,第二材料被至少部分地去除,以便露出第一材料。本发明不排除该机加工步骤部分在烧结之前实施且部分在烧结之后实施。
[0034]
如果材料已经注入了有机粘合剂体系(石蜡、聚乙烯等),该方法可以任选地包括烧结步骤之前的脱粘步骤)。
[0035]
在所示的示例中,注射装置包括具有固定部件5a的模具5,固定部件5a由两个型腔6形成,其中第一型腔6a旨在用于注射第一材料2,第二型腔6b旨在用于注射第二材料3(图1)。第一型腔6a包括具有呈凸起形式的结构的插入件7。在该示例中,插入件被附接到型腔,但该插入件也可与该型腔的其余部分成为一体件/单件。在注射时,第一材料2被注射到由固定部件5a和可移动部件5b形成的模具5中,如图3右侧所示。接下来,带有注射的第一材料2的可移动部件5b在另一型腔6b的固定部件5a上移动,以实施第二材料3的注射(图3的左侧)。具有呈凸起形式的结构的插入件7旨在于第一材料2上压印出凹部2a,该凹部2a将在第二材料3的注射过程中用作附接部。在所示的示例中,该示例涉及在同一平面内具有两种颜色的表圈,插入件7相对于型腔6a的平面突出,从而形成凹陷部9(图3的左侧),该凹陷部将在第二次注射期间被第二材料3填充。图4示出了由第二材料3叠置在第一材料2上的双注射产生的未烧制体8。为了形成表圈,浇口处部分10被切割掉并且表圈的内径内侧部分被挖空。同样,除了填充所述凹陷部的层之外,将第二材料3构成的层去除,从而获得图5a中的坯件。去除第二材料使得能够露出第一材料并获得两种材料并置在同一平面中的表圈。借助于在第一材料上形成的附接表面,第二材料在烧结步骤期间被保持,这使得能够在两种材料之间获得没有任何间隙的完美接合点11。该制造方法在烧结之后包括精加工步骤,该精加工步骤在于抛光经烧结的坯件的表面,并且在适用的情况下蚀刻该表面,例如在表圈1的
情况下蚀刻刻度12(图6)。典型地,根据图6的表圈1通过注射白色的锆和黑色的锆并且通过在氧化气氛下于1400℃的温度下烧结48小时而获得。
[0036]
附图标记列表
[0037]
(1)表圈
[0038]
(2)第一材料,也称为陶瓷
[0039]
(2a)凹部
[0040]
(3)第二材料,也称为陶瓷
[0041]
(4)物品的部分
[0042]
(5)模具
[0043]
(5a)固定部件
[0044]
(5b)可移动部件
[0045]
(6)型腔
[0046]
(6a)第一型腔
[0047]
(6b)第二型腔
[0048]
(7)插入件,也称为型腔部分
[0049]
(7a)柱
[0050]
(8)未烧制体
[0051]
(9)凹陷部
[0052]
(10)未烧制体的浇口处部分
[0053]
(11)接合点
[0054]
(12)刻度
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。