1.本技术涉及高速线材焊接用盘条领域,尤其涉及一种改善70kg级气保焊丝用钢拉拔性能的生产方法。尤其涉及一种改善含mn、ni、mo合金元素的金相组织为全贝氏体的气保焊丝用盘条拉拔性能的生产方法。
背景技术:
2.气保焊丝用钢的主要生产工艺流程为:铁水
→
转炉(电炉)冶炼
→
lf精炼
→
vd(rh)真空冶炼
→
中间包
→
连铸
→
连铸坯
→
高线车间
→
加热
→
粗轧
→
中轧
→
精轧(rsm)
→
吐丝
→
斯泰尔摩延迟冷却线
→
集卷
→
检验
→
包装
→
入库。
3.气保焊丝的主要制作流程为:(退火)
→
盘条
→
机械剥壳
→
酸洗
→
冲洗
→
烘干
→
粗拉拔
→
(退火)
→
精细拉拔
→
冲洗镀铜
→
冲洗
→
抛光
→
防锈处理
→
打轴绕盘
→
检验
→
包装
→
入库。
4.需要将φ5.5mm或φ6.5mm规格的盘条经过粗拉拔至φ2.3mm,然后进行再精细拉拔至成品焊丝规格(φ0.8-φ1.6mm),拉拔变形的总减面率达到92~98%。因此要求盘条有良好拉拔性能(塑性)。为了拉拔过程顺稳,高强度的焊丝制作过程中需要根据盘条或焊丝的强度,在拉拔之前或拉拔过程中进行退火软化处理。
5.对于55kg级别以下的气保焊丝用钢,金相组织为铁素体 珠光体 少量(体积百分含量<5%)贝氏体或ma硬相组织,以铁素体和珠光体为主的组织强度低、塑性好,用户可以实现免退火直接拉拔。
6.而对于60~65kg级别的气保焊丝用钢,盘条组织多为铁素体 贝氏体或ma组织(体积百分含量>10%)双相组织,贝氏体或ma组织强度高,塑性差,盘条强度达到650-850mpa,拉拔制丝过程中,由于铁素体和贝氏体两相塑性变形能力存在差异,导致变形协调能力不足,容易在相界面处产生局部应力集中,形成微裂纹成为焊丝拉拔脆断的断裂源。
7.专利cn201110412471.x,公开了一种70kg级别免退火焊丝钢盘条及其生产工艺,按重量百分比由以下组分组成:c:0.07~0.1%、mn:1.25~1.4%,si:0.4~0.6%,p≤0.02%,s≤0.02%,mo:0.2~0~0.55%,ni:0.5~1.0%,cu≤0.2%,ti≤0.2%,al≤0.1%,余量为fe。工艺,包括以下工序:坯料检验
→
钢坯加热
→
高压水除鳞
→
粗中轧、预精轧轧制
→
水冷1区
→
精轧机组
→
水冷2区
→
减定径轧制
→
水冷3区
→
吐丝
→
风冷
→
精整
→
入库。本发明采用控轧控冷工艺,对焊丝钢盘条进行过程控制,得到适宜拉拔的f p组织,具备良好的综合力学性能,焊丝厂可免退火多道次拉拔而不发生断丝。
8.专利cn201510559693.2,公开了一种70kg级别钒钛类焊接用钢热轧盘条的轧制方法,通过控制加热温度、减定径入口温度、吐丝温度和斯太尔摩冷却工艺来控制钒钛类焊接用钢的组织与性能,组织主要为铁素体 珠光体,并降低其抗拉强度,提高其延伸率与面缩率,从而提高其拉拔性能,在拉丝过程中免去了拉拔前的退火工艺,提高了拉拔时的生产效率。
9.但对于本发明所述的组织为贝氏体的70kg级气保焊丝用钢,盘条强度达到850~
1000mpa,为了改善拉拔性能,用户在拉拔之前和拉拔过程中,必须进行退火软化处理来降低强度到680-750mpa,才能进行顺稳的拉拔。
技术实现要素:
10.本技术提供了一种改善70kg级气保焊丝用钢拉拔性能的生产方法和70kg级气保焊丝用钢,以解决70kg级气保焊丝用钢在后续焊丝工序中需要进行退火处理的技术问题。
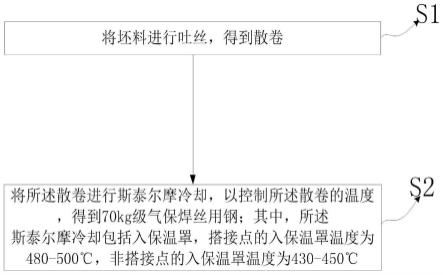
11.第一方面,本技术提供了一种改善70kg级气保焊丝用钢拉拔性能的生产方法,所述方法包括以下步骤:
12.将坯料进行吐丝,得到散卷;
13.将所述散卷进行斯泰尔摩冷却,以控制所述散卷的温度,得到70kg级气保焊丝用钢;
14.所述斯泰尔摩冷却包括入保温罩,其中,搭接点的入保温罩温度为480-500℃,非搭接点的入保温罩温度为430~450℃。
15.可选的,所述吐丝的温度为800~830℃。
16.可选的,所述斯泰尔摩冷却中,所述入保温罩对应位置的风机开度为20~50%,风机风量40000~100000m3/h。
17.可选的,所述保温罩内的冷速为0.2~0.3℃/s。
18.可选的,所述斯泰尔摩冷却中,辊道的速度为0.10-0.13m/s。
19.可选的,所述辊道包括至少12段,其中,所述辊道第一段的速度小于辊道剩余段的速度。
20.第二方面,本技术提供了第一方面所述70kg级气保焊丝用钢的化学组分包括:以质量分数计,c:0.06-0.10%,si:0.40-0.60%,mn:1.60-1.80%,p≤0.015%,s:0.008-0.012%,ni:1.20-1.40%,mo:0.40-0.60%,余量为铁及不可避免的杂质。
21.可选的,所述70kg级气保焊丝用钢的金相组织为贝氏体组织。
22.可选的,所述70kg级气保焊丝用钢的抗拉强度为680-750mpa。
23.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
24.本技术实施例提供的生产方法,散卷进行斯泰尔摩冷却,入罩前控制搭接点位置入罩温度降至480-500℃,此时,奥氏体向贝氏体组织的转变已完成约60%;非搭接点入罩温度为430~450℃,奥氏体向贝氏体组织转变过程完成约80%,入罩后,剩余的奥氏体继续发生贝氏体相变,相变过程产生的相变热有利于提高保温罩内盘条的温度,罩内已完成转变的贝氏体组织可以在较高的温度区间进行保温,相当于进行在线的贝氏体区的软化热处理过程,最后得到回火贝氏体组织,有利于降低盘条的强度达到680~750mpa。同时可以满足后续气保焊丝进行拉拔的用户可以不进行退火,直接拉拔使用。
附图说明
25.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,对于本领域普通技术人员而
言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
27.图1为本技术实施例提供的一种改善70kg级气保焊丝用钢拉拔性能的生产方法的流程示意图;
28.图2为本技术实施例提供的70kg级气保焊丝用钢的温降曲线;
29.图3为本技术实施例提供的70kg级气保焊丝用钢的冷速与组织硬度关系曲线图;
30.图4为本技术实施例提供的70kg级气保焊丝用钢的连续冷却转变曲线图;
31.图5为本技术实施例1提供的金相组织图;
32.图6为对比例1提供的金相组织图。
具体实施方式
33.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,部属于本技术保护的范围。
34.第一方面,本技术提供了一种改善70kg级气保焊丝用钢拉拔性能的生产方法,如图1所示,所述方法包括以下步骤:
35.s1.将坯料进行吐丝,得到散卷;
36.作为一种可选的实施方式,所述吐丝的温度为800~830℃。
37.s2.将所述散卷进行斯泰尔摩冷却,以控制所述散卷的温度,得到70kg级气保焊丝用钢;所述斯泰尔摩冷却包括入保温罩,其中,搭接点的入保温罩温度为480-500℃,非搭接点的入保温罩为430~450℃。
38.具体地,入罩前开风机快冷,搭接点位置入保温罩温度降至480-500℃,非搭接点入保温罩温度降至430~450℃,此工艺方案打破常规传统的焊线缓冷工艺方式,采用了先开风机冷却后,再在保温罩内利用贝氏体相变时的相变热提高了罩内盘条的温度,让盘条在罩内处于升温-保温-缓冷的一个过程,通过控制缓冷线上的辊道速度,实现罩内的冷速达到0.2~0.3℃/s,冷却线上温降曲线见图2。
39.具体地,斯太尔摩控冷却在吐丝之后,以散卷的形式落在辊道上(辊道长度可大100米左右),在辊道上可调整辊速,可进行风冷,可保温罩保温这些手段来控制盘条的冷却速度,也称斯太尔摩控温散卷冷却。
40.作为一种可选的实施方式,所述斯泰尔摩冷却中,所述入保温罩对应位置的风机的开度为20~50%,风机风量40000~100000m3/h。
41.具体地,所述入保温罩对应位置的风机,即揭开保温罩所对应位置的风机;所述斯泰尔摩冷却中的装置包括保温罩、风机、辊道。所述斯泰尔摩冷却中,可以打开前四块保温罩,其余保温罩关闭,开启前四块保温罩对应位置的风机,风机的开度为20~50%,风机风量为40000~100000m3/h。
42.作为一种可选的实施方式,所述保温罩内的冷速为0.2~0.3℃/s。
43.本技术的保焊丝用钢即使在极其缓慢的冷速条件下(0.2℃/s冷速)得到的都为全贝氏体组织,而高线生产车间斯泰尔摩延迟冷却线的常规极限冷速为0.4℃/s。冷速越慢得到的贝氏体组织硬度越低,见附图3。
44.控制所述保温罩内的冷速为0.2~0.3℃/s的原因是较低的冷速得到的贝氏体组织硬度越低,见图3,相应的强度也较低,所以,冷速越低越好,当然设备能力有限(比如0.10m/s辊道速度已是设备的极限),也不可能冷速更低。在图4为申请所述钢种的连续冷却转变曲线(cct曲线),图中两条线是代表贝氏体(b)组织开始和结束转变的温度,由图4可见,0.2℃/s冷速冷却时,贝氏体的开始转变和结束转变的温度是580℃,和395℃)。在本技术领域,钢种的cct曲线是进行冷却工艺设计的依据。
45.作为一种可选的实施方式,所述斯泰尔摩冷却中,辊道的速度为0.10-0.13m/s。
46.作为一种可选的实施方式,所述辊道包括至少12段,其中,辊道第一段的速度小于辊道剩余段的速度。具体地,斯泰尔摩冷却线1段辊道速度为0.10m/s,212段辊道速度可以为0.11m/s。
47.本技术实施例中,吐丝之后,在冷却线上,揭开前4块保温罩,并打开这4块保温罩对应位置的风机,视季节环境温度调节风机开度20-50%,控制搭接点入罩500℃-480℃,入罩后关闭所有的保温罩,关闭所有的风机。优点在于,依托现有的产线,突破传统的焊线缓冷工艺方案,解决了70kg级气保焊线钢用户必须先进行退火处理才能进行拉拔制丝的问题,大大降低了用户的生产成本,满足绿色环保的要求。
48.第二方面,本技术提供了第一方面所述70kg级气保焊丝用钢的化学组分包括:以质量分数计,c:0.06-0.10%,si:0.40-0.60%,mn:1.60-1.80%,p≤0.015%,s:0.008-0.012%,ni:1.20-1.40%,mo:0.40-0.60%,余量为铁及不可避免的杂质。
49.作为一种可选的实施方式,所述70kg级气保焊丝用钢的金相组织为贝氏体组织。
50.具体地,现有技术中对于只能获得全贝氏体组织的成分体系焊丝钢盘条,为了改善拉拔性能,现有的技术只能是通过退火处理方法,使强度降低才能进行顺稳的拉拔。
51.作为一种可选的实施方式,所述70kg级气保焊丝用钢的抗拉强度为680-750mpa。
52.本技术的方法,通过高速线材厂加热炉
→
粗轧
→
飞剪切头
→
中轧
→
预精轧
→
高速精轧
→
水冷
→
夹送、吐丝
→
斯泰尔摩冷却线控温散卷冷却
→
集卷
→
盘条检验工序,解决了含较高mn、ni、mo合金元素的70kg级气保焊丝用钢拉拔性能差的问题。本发明突破了传统的高强焊丝钢盘条在拉拉拔制丝过程中必须退火处理的工艺方法,采用了开风机快冷再在保温罩内利用贝氏体相变热实现升温-保温-缓冷的在线贝氏体回火热处理工艺方法。
53.下面将结合实施例、对比例及实验数据对本发明的方法进行详细说明。
54.实施例1
55.一种改善70kg级气保焊丝用钢拉拔性能的生产方法,70kg级气保焊丝用钢的化学元素以质量百分比计含有:c:0.07%、si:0.55%、mn:1.73%、p:0.012%、s:0.007%、ni:1.32%、mo:0.48%,余量为fe。
56.本实施例提供了一种改善70kg级气保焊丝用钢拉拔性能的生产方法,所述方法包括以下步骤:
57.将坯料进行吐丝,得到散卷;
58.将所述散卷进行斯泰尔摩冷却,以控制所述散卷的温度,得到70kg级气保焊丝用钢;
59.所述斯泰尔摩冷却包括入保温罩,其中,搭接点的入罩温度为480-500℃,非搭接点的入罩温度为430~450℃。
60.具体工艺流程为:高线厂加热炉
→
粗轧
→
飞剪切头
→
中轧
→
预精轧
→
高速精轧
→
水冷
→
夹送、吐丝
→
控温散卷冷却
→
集卷
→
盘条检验,控温散卷冷却包括:终轧之后吐丝,控制吐丝温度:800℃;吐丝之后,在冷却线上,揭开前4块保温罩,并打开这4块保温罩对应位置的风机,风机开度20%,控制搭接点入罩500℃,此时非搭接点入罩温度为450℃,入罩后关闭所有的保温罩,关闭所有的风机;斯泰尔摩冷却线1段辊道速度为0.10m/s,2-12段辊道速度为0.1lm/s。本实施例的金相组织,如图5所示,为回火贝氏体。盘条强度见表1。
61.实施例2
62.一种改善70kg级气保焊丝用钢拉拔性能的生产方法,70kg级气保焊丝用钢的化学元素以质量百分比计含有:c:0.10%、si:0.45%、mn:1.68%、p:0.010%、s:0.009%、ni:1.28%、mo:0.53%,余量为fe。
63.本实施例提供了一种改善70kg级气保焊丝用钢拉拔性能的生产方法,所述方法包括以下步骤:
64.将坯料进行吐丝,得到散卷;
65.将所述散卷进行斯泰尔摩冷却,以控制所述散卷的温度,得到70kg级气保焊丝用钢;
66.所述斯泰尔摩冷却包括入保温罩,其中,搭接点的入罩温度为480-500℃,非搭接点的入罩温度为430~450℃。
67.具体工艺流程为:高线厂加热炉
→
粗轧
→
飞剪切头
→
中轧
→
预精轧
→
高速精轧
→
水冷
→
夹送、吐丝
→
控温散卷冷却
→
集卷
→
盘条检验。控温散卷冷却工艺如下:终轧之后吐丝,控制吐丝温度:820℃;吐丝之后,在冷却线上,揭开前4块保温罩,并打开这4块保温罩对应位置的风机,风机开度30%,控制搭接点入罩490℃℃,此时非搭接点入罩温度为440℃,入罩后关闭所有的保温罩,关闭所有的风机;斯泰尔摩冷却线1段辊道速度为0.10m/s,2-12段辊道速度为0.11m/s。本实施例的金相组织同实施例1。盘条强度见表1。
68.实施例3
69.一种改善70kg级气保焊丝用钢拉拔性能的生产方法,70kg级气保焊丝用钢的化学元素以质量百分比计含有:c:0.09%、si:0.50%、mn:1.70%、p:0.015%、s:0.011%、ni:1.25%、mo:0.43%,余量为fe。
70.本实施例提供了一种改善70kg级气保焊丝用钢拉拔性能的生产方法,所述方法包括以下步骤:
71.将坯料进行吐丝,得到散卷;
72.将所述散卷进行斯泰尔摩冷却,以控制所述散卷的温度,得到70kg级气保焊丝用钢;
73.所述斯泰尔摩冷却包括入保温罩,其中,搭接点的入罩温度为480-500℃,非搭接点的入罩温度为430~450℃。
74.具体工艺流程为:高线厂加热炉
→
粗轧
→
飞剪切头
→
中轧
→
预精轧
→
高速精轧
→
水冷
→
夹送、吐丝
→
控温散卷冷却
→
集卷
→
盘条检验。控制温度散卷冷却工艺如下:终轧之后吐丝,控制吐丝温度:830℃;吐丝之后,在冷却线上,揭开前4块保温罩,并打开这4块保温罩对应位置的风机,风机开度50%,控制搭接点入罩480℃℃,此时非搭接点入罩温度为430℃,入罩后关闭所有的保温罩,关闭所有的风机;斯泰尔摩冷却线1段辊道速度为0.10m/s,
2-12段辊道速度为0.11m/s。本实施例的金相组织同实施例1。盘条强度见表1。
75.对比例1
76.本对比例中采用传统生产工艺是在终轧后吐丝,马上进入保温罩,让奥氏体
→
贝氏体相变过程在保温罩内尽量低的缓慢冷速下完成。传统的工艺为:吐丝温度850~880℃,关闭冷却线上的所有的风机,保温罩,入罩温度700~750℃,出罩后,在辊道上空冷,然后集卷。原工艺得到盘条组织性能如表1所示。金相组织照片见附图6。盘条的金相组织为贝氏体,强度达到880、980mpa,盘条这么高的强度必须进行退火处理。
77.性能检测
78.盘卷下线后,对比例和实施例组的盘条进行检测,在盘卷上随机截取试样,测试力学性能,结果如下表1和表2。
79.表1实施例组的盘卷上随机截取试样测试力学性能。
[0080][0081]
表2.对比例1的盘卷上随机截取试样测试力学性能。
[0082][0083][0084]
由表可知,实施例组控制搭接点入罩500℃480℃,入罩后关闭所有的保温罩,关闭所有的风机,得到的气保焊丝用钢的强度降低到680-750mpa,而对比例组的抗拉强度为880-980mpa,实施例组能直接进行拉拔,使后续拉拔工序无需退火处理,依托现有的产线,突破传统的焊线缓冷工艺方案,解决了70kg级气保焊线钢用户必须先进行退火处理才能进行拉拔制丝的问题,大大降低了用户的生产成本
[0085]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者任何其他变体意在涵盖非排他性地包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包
括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0086]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其他实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。