1.本发明涉及包装袋生产技术领域,尤其涉及一种包装袋智能自动分垛调头堆叠装置及自动包装生产线。
背景技术:
2.包装袋是指用于包装各种用品的袋子,使货物在生产流通过程中方便运输,容易存储。广泛用于日常生活和工业生产中。实际数字显示,有80%使用后的塑料袋,最终与一般垃圾一样被运至垃圾堆田区处理,仅有百分之七的塑料被回收循环使用。
3.在目前的异形包装袋的生产中,会需要对生产好的包装袋进行分跺堆叠生产,而现在的梯形包装袋的日常生产中,其异状造型在日常的生产中不利于进行收集堆叠,其多由工作人员人工进行堆叠码垛,这样的方式耗时的同时不利于较为浪费生产力,不利于进行大规模生产。
4.因此,有必要提供一种新的包装袋智能自动分垛调头堆叠装置及自动包装生产线解决上述技术问题。
技术实现要素:
5.为解决上述技术问题,本发明提供一种包装袋智能自动分垛调头堆叠装置及自动包装生产线。
6.本发明提供的包装袋智能自动分垛调头堆叠装置包括:固定座分装机构和码垛机构,所述固定座的中央开设有使用槽,所述固定座的内部中央固定安装有分隔板,所述固定座的一端对称固定安装传送带,所述固定座的顶端均对称安装有偏正板,两个所述偏正板靠近传送带的一端下表面固定安装有限制板,所述固定座的上表面一端固定安装有支撑板,所述支撑板的上表面对称固定安装有ccd相机,两个所述分装机构设置在固定座的一端,且两个分装机构分别与两个传送带之间相互传动配合,两个所述码垛机构分别设置在固定座的两侧,且两个码垛机构分别与两个分装机构之间相互配合。
7.优选的,两个所述偏正板均呈30
°
倾角设置,两个所述偏正板靠近传送带的一端均对称开设有掉落口,且两个掉落口均呈对角设置,两个所述限制板均呈l型设置,且两个限制板分别与两个掉落口之间相互配合。
8.优选的,所述分装机构包括:
9.底座,所述底座设置在固定座的一端,所述底座的内部对称固定安装有输送带,所述底座靠近固定座的一侧对称设有支撑架,两个所述支撑架的顶端固定安装有连接座,两个所述连接座的一侧均固定安装有安装板,两个所述安装板的一侧均固定安装有同步带传动装置,两个所述同步带传动装置的底端均固定安装有连接座,两个所述连接座的一侧均固定安装有三轴气缸,两个所述三轴气缸的输出端均固定安装有横板,两个所述横板的底端均固定安装有气动手指。
10.优选的,所述底座的顶端一侧开设有与传送带之间相互配合的凹槽,所述底座顶
端的凹槽内通过转轴转动连接有若干的辅助辊。
11.优选的,所述码垛机构包括:
12.基板,两个所述基板对称设置在固定座的两侧,两个所述基板的顶端均固定安装有基座,两个所述基座的两侧均对称开设有导槽,两个所述基座两侧的导槽内均滑动连接有导向轮,若干所述导向轮分别与若干连接杆的两端固定连接,若干所述连接杆分别通过转轴与承重板的两端转动连接,两个所述承重板的顶端放置有码垛板,两个所述承重板的上表面一端均固定安装有抵板,两个所述码垛板远离抵板的一端均对称固定安装有限制块;
13.位移组件,两个所述位移组件分别固定安装在两个基板的内部,所述位移组件的输出端均穿过基板的侧壁与导向轮之间相互传动配合。
14.优选的,若干所述导槽均呈l型设置,且若干导槽的较短一端呈30
°
倾角设置。
15.优选的,两个所述承重板的上表面开设有与码垛板之间相互配合的放置槽,所述承重板的上表面一端均开设有与码垛板一端限制块之间相互配合的卡槽。
16.优选的,所述位移组件包括:
17.工作电机,两个所述工作电机分别固定安装在两个基板的一端,两个所述基板的内部通过转轴转动连接有丝杆,且两个丝杆的一端均穿过基板的侧壁分别与两个工作电机的输出端之间相互固定连接,两个所述丝杆分别与连接架之间相互啮合连接,两个所述连接架的一端均对称固定安装有限制座,两个所述限制座的一侧分别与若干导向轮之间相互传动连接,若干所述限制座分别与两个基板的上表面之间相互滑动连接。
18.优选的,若干所述限制座的一侧均开设有与导向轮之间相互配合的滑槽,若干所述限制座的底端均开设有凸块,两个所述基座的上表面均对称开设有与限制座底端凸块之间相互配合的限制槽。
19.本发明还提供一种包装袋智能自动分垛调头堆叠装置的自动包装生产线,包括:
20.包装装置,两个所述包装装置分别设置在固定座远离分装机构,两个所述包装装置远离固定座的一端分别设有传输装置,且两个包装装置分别与两个传输装置之间相互传动配合。
21.与相关技术相比较,本发明提供的包装袋智能自动分垛调头堆叠装置及自动包装生产线具有如下有益效果:
22.当需要使用本生产线时,待加工的产品通过传输装置和包装装置输送至偏正板处,此时,由于产品自身的重量,产品沿着偏正板进行下滑,通过偏正板对产品进行调整朝向,从而更好的进行后续的码垛堆叠工作,而为了增加产品在偏正板上掉落时的稳定性,偏正板的下方设有限制板,而ccd相机的设置便于对产品进行识别,传送带便于将产品送入到分装机构处,而传送带和分装机构之间呈
°
设置,当产品从传送带处进入到分装机构内,此时,产品会改变方位,从而更好的进行后续的码垛工作,之后,再由码垛机构完成对产品的码垛工作,从而完成加工,此包装袋智能自动分垛调头堆叠装置及自动包装生产线的结构简单、操作便捷,可以通过设备上设有的偏正板完成对产品朝向的调整,随后再通过分装机构和码垛机构完成对产品的码垛分装工作,而整个调整分装码垛工序中,充分利用产品自身的重量进行工作,可以很好的进行加工生产,避免使用机械手等价格高昂的设备进行工作,节约生产的成本,并且减少的设备在生产时的能耗,此设备的实用性较高。
附图说明
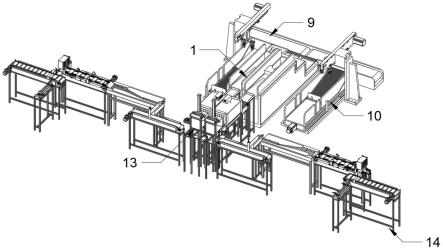
23.图1为本发明提供的整体结构示意图之一;
24.图2为本发明提供的整体结构示意图之二;
25.图3为本发明提供的局部结构示意图之一;
26.图4为本发明提供的局部结构示意图之二;
27.图5为本发明提供的分装机构结构示意图之一;
28.图6为本发明提供的分装机构结构示意图之二;
29.图7为本发明提供的码垛机构结构示意图之一;
30.图8为本发明提供的码垛机构结构示意图之二;
31.图9为本发明提供的码垛机构局部结构示意图。
32.图中标号:1、固定座;2、使用槽;3、分隔板;4、传送带;5、偏正板;6、限制板;7、支撑板;8、ccd相机;9、分装机构;91、底座;92、输送带;93、支撑架;94、连接座;95、安装板;96、同步带传动装置;97、三轴气缸;98、横板;99、气动手指;10、码垛机构;101、基板;102、基座;103、导槽;104、导向轮;105、连接杆;106、承重板;107、码垛板;108、抵板;109、限制块;1010、位移组件;1011、工作电机;1012、丝杆;1013、连接架;1014、限制座;11、掉落口;12、辅助辊;13、包装装置;14、传输装置。
具体实施方式
33.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
34.以下结合具体实施例对本发明的具体实现进行详细描述。
35.请参阅图1至图9,本发明实施例提供的一种包装袋智能自动分垛调头堆叠装置及自动包装生产线,所述包装袋智能自动分垛调头堆叠装置及自动包装生产线包括:
36.在本发明的实施例中,请参阅图1、图2、图3和图4,固定座1、分装机构9和码垛机构10,所述固定座1的中央开设有使用槽2,所述固定座1的内部中央固定安装有分隔板3,所述固定座1的一端对称固定安装传送带4,所述固定座1的顶端均对称安装有偏正板5,两个所述偏正板5靠近传送带4的一端下表面固定安装有限制板6,所述固定座1的上表面一端固定安装有支撑板7,所述支撑板7的上表面对称固定安装有ccd相机8,两个所述分装机构9设置在固定座1的一端,且两个分装机构9分别与两个传送带4之间相互传动配合,两个所述码垛机构10分别设置在固定座1的两侧,且两个码垛机构10分别与两个分装机构9之间相互配合。
37.需要说明的是:当需要使用本生产线时,待加工的产品通过传输装置14和包装装置13输送至偏正板5处,此时,由于产品自身的重量,产品沿着偏正板5进行下滑,通过偏正板5对产品进行调整朝向,从而更好的进行后续的码垛堆叠工作,而为了增加产品在偏正板5上掉落时的稳定性,偏正板5的下方设有限制板6,而ccd相机8的设置便于对产品进行识别,传送带4便于将产品送入到分装机构9处,而传送带4和分装机构9之间呈90
°
设置,当产品从传送带4处进入到分装机构9内,此时,产品会改变方位,从而更好的进行后续的码垛工作,之后,再由码垛机构10完成对产品的码垛工作,从而完成加工。
38.在本发明的实施例中,请参阅图1、图2、图3和图4,两个所述偏正板5均呈30
°
倾角设置,两个所述偏正板5靠近传送带4的一端均对称开设有掉落口11,且两个掉落口11均呈对角设置,两个所述限制板6均呈l型设置,且两个限制板6分别与两个掉落口11之间相互配合,便于由产品的自身重量进行产品朝向的调节,更加方便后续的生产。
39.在本发明的实施例中,请参阅图5和图6,所述分装机构9包括:
40.底座91,所述底座91设置在固定座1的一端,所述底座91的内部对称固定安装有输送带92,所述底座91靠近固定座1的一侧对称设有支撑架93,两个所述支撑架93的顶端固定安装有连接座94,两个所述连接座94的一侧均固定安装有安装板95,两个所述安装板95的一侧均固定安装有同步带传动装置96,两个所述同步带传动装置96的底端均固定安装有连接座94,两个所述连接座94的一侧均固定安装有三轴气缸97,两个所述三轴气缸97的输出端均固定安装有横板98,两个所述横板98的底端均固定安装有气动手指99。
41.需要说明的是:当完成朝向调节的产品由传送带4输送至输送带92处,再由输送带92将产品运输至转运区,由转运区设有的同步带传动装置96往复式对气动手指99进行平移,从而可以对产品从输送带92进行转运,而三轴气缸97的存在便于气动手指99进行上下的往复式位移。
42.在本发明的实施例中,请参阅图5和图6,所述底座91的顶端一侧开设有与传送带4之间相互配合的凹槽,所述底座91顶端的凹槽内通过转轴转动连接有若干的辅助辊12,便于产品更加稳定从传送带4输送至输送带92处。
43.在本发明的实施例中,请参阅图7、图8和图9,所述码垛机构10包括:
44.基板101,两个所述基板101对称设置在固定座1的两侧,两个所述基板101的顶端均固定安装有基座102,两个所述基座102的两侧均对称开设有导槽103,两个所述基座102两侧的导槽103内均滑动连接有导向轮104,若干所述导向轮104分别与若干连接杆105的两端固定连接,若干所述连接杆105分别通过转轴与承重板106的两端转动连接,两个所述承重板106的顶端放置有码垛板107,两个所述承重板106的上表面一端均固定安装有抵板108,两个所述码垛板107远离抵板108的一端均对称固定安装有限制块109;
45.位移组件1010,两个所述位移组件1010分别固定安装在两个基板101的内部,所述位移组件1010的输出端均穿过基板101的侧壁与导向轮104之间相互传动配合。
46.需要说明的是:当需要使用码垛机构10时,由位移组件1010通过导向轮104和连接杆105沿着导槽103对承重板106进行移动,将承重板106移动至9导槽103靠近分装机构9的一端,使其呈斜面式放置,此时,再由分装机构9将产品放置在承重板106上的码垛板107,而码垛板107跟随承重板106呈斜面式放置,产品随着自身的重量会进行下滑,而承重板106的一端设有抵板108,可以更好的对产品进行码垛放置,而限制块109的设置便于增加码垛板107在放置时的稳定性和精准度。
47.在本发明的实施例中,请参阅图7、图8和图9,若干所述导槽103均呈l型设置,且若干导槽103的较短一端呈30
°
倾角设置,便于利用产品的自重进行码垛工作。
48.在本发明的实施例中,请参阅图7、图8和图9,两个所述承重板106的上表面开设有与码垛板107之间相互配合的放置槽,所述承重板106的上表面一端均开设有与码垛板107一端限制块109之间相互配合的卡槽,便于增加码垛板107的放置稳定性和精准度。
49.在本发明的实施例中,请参阅图7、图8和图9,所述位移组件1010包括:
50.工作电机1011,两个所述工作电机1011分别固定安装在两个基板101的一端,两个所述基板101的内部通过转轴转动连接有丝杆1012,且两个丝杆1012的一端均穿过基板101的侧壁分别与两个工作电机1011的输出端之间相互固定连接,两个所述丝杆1012分别与连接架1013之间相互啮合连接,两个所述连接架1013的一端均对称固定安装有限制座1014,两个所述限制座1014的一侧分别与若干导向轮104之间相互传动连接,若干所述限制座1014分别与两个基板101的上表面之间相互滑动连接。
51.需要说明的是:当需要使用位移组件1010时,工作电机1011带动丝杆1012进行转动,从而更好的实现对连接架1013的位置进行移动,而连接架1013配合限制座1014可以更加稳定的对承重板106的位置进行调节,利用产品的自身重量来完成码垛工作。
52.在本发明的实施例中,请参阅图7、图8和图9,若干所述限制座1014的一侧均开设有与导向轮104之间相互配合的滑槽,若干所述限制座1014的底端均开设有凸块,两个所述基座102的上表面均对称开设有与限制座1014底端凸块之间相互配合的限制槽,便于增加限制座1014与导向轮104之间的运行稳定性。
53.一种包装袋智能自动分垛调头堆叠装置的自动包装生产线,包括:
54.包装装置13,两个所述包装装置13分别设置在固定座1远离分装机构9,两个所述包装装置13远离固定座1的一端分别设有传输装置14,且两个包装装置13分别与两个传输装置14之间相互传动配合。
55.本技术文中所提到的包装装置13和传输装置14均为现有成熟包装袋生产线技术中的包装装置以及传输装置。
56.本发明提供的包装袋智能自动分垛调头堆叠装置及自动包装生产线的工作原理如下:
57.当需要使用本生产线时,待加工的产品通过传输装置14和包装装置13输送至偏正板5处,此时,由于产品自身的重量,产品沿着偏正板5进行下滑,通过偏正板5对产品进行调整朝向,从而更好的进行后续的码垛堆叠工作,而为了增加产品在偏正板5上掉落时的稳定性,偏正板5的下方设有限制板6,而ccd相机8的设置便于对产品进行识别,传送带4便于将产品送入到分装机构9处,当完成朝向调节的产品由传送带4输送至输送带92处,再由输送带92将产品运输至转运区,由转运区设有的同步带传动装置96往复式对气动手指99进行平移,从而可以对产品从输送带92进行转运,而三轴气缸97的存在便于气动手指99进行上下的往复式位移,而传送带4和分装机构9之间呈90
°
设置,当产品从传送带4处进入到分装机构9内,此时,产品会改变方位,从而更好的进行后续的码垛工作,之后,再由码垛机构10完成对产品的码垛工作,当需要使用码垛机构10时,由位移组件1010通过导向轮104和连接杆105沿着导槽103对承重板106进行移动,当需要使用位移组件1010时,工作电机1011带动丝杆1012进行转动,从而更好的实现对连接架1013的位置进行移动,而连接架1013配合限制座1014可以更加稳定的对承重板106的位置进行调节,将承重板106移动至9导槽103靠近分装机构9的一端,使其呈斜面式放置,此时,再由分装机构9将产品放置在承重板106上的码垛板107,而码垛板107跟随承重板106呈斜面式放置,产品随着自身的重量会进行下滑,而承重板106的一端设有抵板108,可以更好的对产品进行码垛放置,而限制块109的设置便于增加码垛板107在放置时的稳定性和精准度,从而完成加工。
58.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发
明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。