一种vr面罩及其制作方法
技术领域
1.本发明涉及vr技术领域,尤其涉及一种vr面罩及其制作方法。
背景技术:
2.虚拟现实技术(virtual reality,缩写为vr),是20世纪发展起来的一项全新的实用技术。虚拟现实技术囊括计算机、电子信息、仿真技术,其基本实现方式是计算机模拟虚拟环境从而给人以环境沉浸感。
3.目前的vr面罩是预制的塑胶支架上贴附一层薄海绵,薄海绵贴于人脸上,其外观美观度较差,没有整体感。海绵容易受挤发生变形,从而导致佩戴体验较差。此外,另一种vr面罩制作方面是在第一皮层和第二皮层之间形成发泡层,发泡层将第一皮层和第二皮层分隔开,导致发泡层暴露于外界,发泡层容易受到损坏而导致vr眼罩的外观完整性得到破坏。
4.鉴于此,需要设计了一种vr面罩及其制作方法,以提升vr面罩的美观度,并提升使用者的佩戴体验。
技术实现要素:
5.本发明的目的在于提供一种vr面罩及其制作方法,来解决以上问题。
6.为达此目的,本发明采用以下技术方案:
7.一种vr面罩,包括用于贴合人脸的第一pu成型皮层和固定vr眼镜的第二pu成型皮层,所述第一pu成型皮层和所述第二pu成型皮层的边沿相互贴合,且所述第一pu成型皮层和第二pu成型皮层之间设置有发泡填充物;
8.所述第一pu成型皮层和所述第二pu成型皮层完全包覆所述发泡填充物。
9.可选地,所述第一pu成型皮层的边沿间隔设置有若干个凹槽,所述第二pu成型皮层的边沿上设置有与若干个所述凹槽一一对应的凸起;
10.所述第一pu成型皮层的边沿贴合于所述第二pu成型皮层的边沿时,所述凸起伸入所述凹槽中,且所述凸起的外侧壁与所述凹槽的侧槽壁相贴合。
11.可选地,所述凹槽设置有热熔胶;
12.所述凹槽和所述凸起通过所述热熔胶实现固定。
13.可选地,所述vr面罩包括用于贴合鼻部的弯曲部,所述弯曲部远离所述鼻部的一侧可拆卸安装有加固件;
14.所述加固件上包括加固发泡件和安装在所述加固发泡件上的以用于承托所述vr眼镜的承托支架。
15.可选地,所述第一pu成型皮层和所述第二pu成型皮层均为热压成型的部件。
16.一种如上任一项所述的vr面罩的制作方法,所述制作方法包括,
17.s01、制备第一pu成型皮层和第二pu成型皮层;
18.s02、将所述第一pu成型皮层和所述第二pu成型皮层置于发泡模具内,且所述第一pu成型皮层的边沿和所述第二pu成型皮层的边沿相互贴合,以形成密封的发泡空间;
19.s03、向所述发泡空间注入发泡物质以形成发泡填充物。
20.可选地,所述制备所述第一pu成型皮层和所述第二pu成型皮层,具体为:
21.s011、制备所述第一pu皮层和所述第二pu皮层;
22.s012、将所述第一pu成型皮层和所述第二pu成型皮层热压成型,形成第一成型件和第二成型件;
23.s013、冷却所述第一成型件和所述第二成型件,获得所述第一pu成型皮层和所述第二pu成型皮层。
24.可选地,所述冷却所述第一成型件和所述第二成型件,具体为:
25.s0131、将所述第一成型件和所述第二成型件置于冷却通道中,向所述冷却通道通入冷却气体,所述冷却气体的温度不高于10℃。
26.可选地,所述第一pu成型皮层的边沿和所述第二pu成型皮层的边沿相互贴合,具体为:
27.s022、所述第一pu成型皮层的边沿和所述第二pu成型皮层的边沿通过热熔胶进行粘合。
28.可选地,所述将所述第一pu成型皮层和所述第二pu成型皮层置于发泡模具内,具体为:
29.s021、所述发泡模具的第一侧面负压固定所述第一pu成型皮层,所述发泡模具的第二侧面负压固定所述第二pu成型皮层,且所述第一pu成型皮层和边沿和所述第二pu成型皮层的边沿相互贴合。
30.与现有技术相比,本发明具有以下有益效果:
31.本实施例中,第一pu成型皮层和第二pu成型皮层组合形成密封的空间,使得发泡填充物在密封的空间中进行发泡,使得vr面罩的形状保持形更好,从而能有效保持成型后的vr眼罩的形状;此外,第一pu成型皮层和第二pu成型皮层完全包覆发泡填充物,发泡填充物不会轻易被损坏,不会影响vr面罩的外观完整性,提升了vr面罩的美观程度。
附图说明
32.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
33.本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
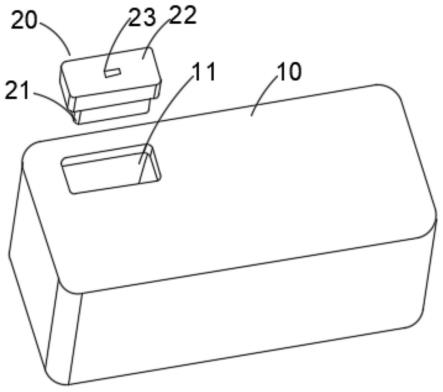
34.图1为本发明实施例提供的vr面罩的立体结构示意图;
35.图2为本发明实施例提供的vr面罩的正面结构示意图;
36.图3为图2中vr面罩的a-a剖面结构示意图;
37.图4为图3中a位置的放大示意图;
38.图5为图4中b位置的放大示意图;
39.图6为本发明实施例提供的加固件的爆炸结构示意图。
40.图示说明:1、第一pu成型皮层;11、凹槽;2、第二pu成型皮层;21、凸起;3、发泡填充物;4、加固件;41、加固发泡件;42、承托支架;101、弯曲部。
具体实施方式
41.为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
42.在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。需要说明的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中设置的组件。
43.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
44.实施例一
45.本发明实施例提供了vr面罩,通过优化结构,使预制的第一pu成型皮层和第二pu成型皮层边沿相互贴合,形成密封空间,发泡填充物满填密封空间,从而形成vr面罩。第一pu成型皮层和第二pu成型皮完全包覆发泡填充物,在实际的使用过程中,发泡填充物不会被划伤,且通过第一pu成型皮层和第二pu成型皮来维持形状,能很好地保持vr面罩的美观度。
46.请参阅图1至图6,vr面罩包括用于贴合人脸的第一pu成型皮层1和固定vr眼镜的第二pu成型皮层2;vr眼镜可拆卸固定于第二pu成型皮层2上。在佩戴时,第一pu成型皮层1贴于人脸上。值得说明的是,第一pu成型皮层1和第二pu成型皮层2均是预制成型的。
47.第一pu成型皮层1和第二pu成型皮层2的边沿相互贴合,且第一pu成型皮层1和第二pu成型皮层2之间设置有发泡填充物3;
48.第一pu成型皮层1和第二pu成型皮层2完全包覆发泡填充物3。
49.第一pu成型皮层1和第二pu成型皮层2边沿相互贴合,从而形成密封空间,此时直接向该密封空间中注入发泡物质,使发泡物质形成发泡填充物即可,在实际生产过程中,无需设置其他的用于阻挡发泡物质的模具结构,有利于降低模具的复杂程度。此外,第一pu成型皮层1和第二pu成型皮层2完全包覆发泡填充物3,发泡填充物3不会轻易被损坏,不会影响vr面罩的外观完整性,提升了vr面罩的美观程度。
50.可选地,第一pu成型皮层1的边沿间隔设置有若干个凹槽11,第二pu成型皮层2的边沿上设置有与若干个凹槽11一一对应的凸起21;
51.第一pu成型皮层1的边沿贴合于第二pu成型皮层2的边沿时,凸起21伸入凹槽11中,且凸起21的外侧壁与凹槽11的侧槽壁相贴合。
52.具体地,凸起21插入凹槽11中,能有效提升第一pu成型皮层1的边沿贴合于第二pu成型皮层2的边沿上的粘接稳定性,避免密封空间出现漏气等情况。
53.可选地,凹槽11设置有热熔胶;
54.凹槽11和凸起21通过热熔胶实现固定。
55.具体地,凸起21插入凹槽11中,热熔胶凸起21固定于凹槽11中。
56.可选地,vr面罩包括用于贴合鼻部的弯曲部101,弯曲部101远离鼻部的一侧可拆卸安装有加固件4;
57.加固件4上包括加固发泡件41和安装在加固发泡件41上的以用于承托vr眼镜的承托支架42。
58.可选地,设置有加固件4,以提升薄弱处的稳定程度。此外,通过设置有承托支架42,提升对vr眼镜的固定效果。
59.可选地,第一pu成型皮层1和第二pu成型皮层2均为热压成型的部件。
60.实施例二
61.一种如实施例一的vr面罩的制作方法,制作方法包括,
62.s01、制备第一pu成型皮层1和第二pu成型皮层2;
63.s02、将第一pu成型皮层1和第二pu成型皮层2置于发泡模具内,且第一pu成型皮层1的边沿和第二pu成型皮层2的边沿相互贴合,以形成密封的发泡空间;
64.s03、向发泡空间注入发泡物质以形成发泡填充物3。
65.具体地,第一pu成型皮层1和第二pu成型皮层2均为预制成型的构件。模具合模时,第一pu成型皮层1的边沿和第二pu成型皮层2的边沿相互贴合,形成密封空间,然后在该密封空间中注入发泡物质以形成发泡填充物3。第一pu成型皮层1和第二pu成型皮层2完全包覆发泡填充物3,提升vr面罩的美观程度。
66.值得说明的是,通过预制的第一pu成型皮层1和第二pu成型皮层2,也能有效降低模具的复杂程度,无需设置阻挡发泡填充物的部件,只需设置维持第一pu成型皮层1和第二pu成型皮层2形状的结构即可。
67.可选地,制备第一pu成型皮层1和第二pu成型皮层2,具体为:
68.s011、制备第一pu皮层和第二pu皮层;
69.s012、将第一pu成型皮层1和第二pu成型皮层2热压成型,形成第一成型件和第二成型件;
70.s013、冷却第一成型件和第二成型件,获得第一pu成型皮层1和第二pu成型皮层2。
71.具体地,第一pu成型皮层1和第二pu成型皮层2均为热压成型。
72.可选地,冷却第一成型件和第二成型件,具体为:
73.s0131、将第一成型件和第二成型件置于冷却通道中,向冷却通道通入冷却气体,冷却气体的温度不高于10℃。
74.具体地,设置冷却气体的温度不高于10℃,能有效提升冷却速率。
75.可选地,第一pu成型皮层1的边沿和第二pu成型皮层2的边沿相互贴合,具体为:
76.s022、第一pu成型皮层1的边沿和第二pu成型皮层2的边沿通过热熔胶进行粘合。
77.具体地,在贴合前,第一pu成型皮层1的边沿和/或第二pu成型皮层2的边沿涂有热熔胶。
78.可选地,将第一pu成型皮层1和第二pu成型皮层2置于发泡模具内,具体为:
79.s021、发泡模具的第一侧面负压固定第一pu成型皮层1,发泡模具的第二侧面负压
固定第二pu成型皮层2,且第一pu成型皮层1和边沿和第二pu成型皮层2的边沿相互贴合。
80.值得说明的是,发泡模具上开设有多个吸附孔,用于吸附固定住第一pu成型皮层1和第二pu成型皮层2,以确保在发泡工艺过程中第一pu成型皮层1和第二pu成型皮层2不发生过大的形成,以确保成型的vr面罩的形状。
81.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
82.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
83.以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。