一种基于k-tig焊接系统的电弧弧长控制方法
技术领域
1.本发明属于焊接工艺的技术领域,具体涉及一种基于k-tig焊接系统的电弧弧长控制方法。
背景技术:
2.锁孔效应钨极氩弧焊(简写为k-tig)是一种能实现大熔深、单面焊双面成形的新型高效焊接技术。k-tig利用特殊的水冷钨针在焊接电流达到300a以上时产生能量密度高、挺度大的电弧,通过巨大的电弧压力使得熔池表面变形下凹形成空腔,当焊接电流足够大超过阈值时,工件被完全穿透形成锁孔。此时,锁孔附在材料的上下两个表面开口,利用熔池的侧面作为弹性膜,形成自稳定的结构。在k-tig焊接过程中必须保持小孔稳定,然而小孔的稳定性由电弧压力、马兰戈尼力、表面张力、重力和洛伦兹力等构成的复杂平衡维持,对焊接条件的变化十分敏感。电弧的弧长是焊接过程中的重要参数,电弧的弧长是否合适直接关系到电弧是否稳定,过大的弧长会直接导致断弧的现象。另外,电弧压力对于弧长的变化也十分敏感。
3.现有技术中,获得电弧的实际弧长主要通过视觉传感的方式,根据所计算实际弧长与预期的弧长需求的差异,进而调整k-tig焊接设备的其他参数来控制弧长达到所需要的长度。视觉传感是通过拍摄电弧的图像再计算确定电弧的弧长。但是,视觉传感器对于安装位置的要求较高,对于安装空间有一定的要求,而且视觉传感包含的信息量大、处理信号耗时长、实时性差,这使得视觉传感在电弧的弧长控制应用受到很大限制。
技术实现要素:
4.为了克服现有技术存在的一个或者多个缺陷与不足,本发明提供一种基于k-tig焊接系统的电弧弧长控制方法,基于焊接时的电压得到电弧实际的弧长,从而调整。
5.为了达到上述目的,本发明采用以下技术方案:
6.一种基于k-tig焊接系统的电弧弧长控制方法,k-tig焊接系统包括控制模块和焊枪,控制模块内置有理想状态下电弧的电压与弧长关系模型、线性区电弧的电压与弧长数学关系模型、非线性区电弧的电压与弧长数学关系模型,用于根据电弧的电压求解电弧的弧长;控制模块与焊枪电性连接,用于调节焊枪与焊材的距离;本方法包括步骤如下:
7.k-tig焊接系统起弧,待电弧稳定后将电弧移动到焊材需要进行焊接的位置上开始焊接;
8.k-tig焊接系统在焊接过程中实时监测电弧的电压数据,控制模块根据电压数据的频域特征统计值判断电弧的电压与弧长关系是位于线性区还是非线性区;
9.若电弧的电压与弧长关系位于线性区时,控制模块将电压数据代入线性区电弧的电压与弧长数学关系模型中求解得到电弧的实际弧长、将电压数据代入理想状态下电弧的电压与弧长关系模型得到理想弧长,控制模块计算实际弧长与理想弧长的差值,根据差值调整焊枪与焊材的距离让弧长达到理想弧长的长度;
10.若电弧的电压与弧长关系位于非线性区时,控制模块将电压数据代入非线性区电弧的电压与弧长数学关系模型中求解得到电弧的实际弧长、将电压数据代入理想状态下电弧的电压与弧长关系模型得到理想弧长,控制模块计算实际弧长与理想弧长的差值,根据差值调整焊枪与焊材的距离让弧长达到理想弧长的长度。
11.优选地,理想状态下电弧的电压与弧长关系模型,为k-tig焊接系统预先通过在理想电弧的弧长限制下所需的电弧电压数据进行多次重复试验统计得到,统计得到电弧的电压与弧长为一一对应的关系。
12.优选地,电压数据的频域特征统计值为电弧电压在频域上的方差。
13.进一步地,电压与弧长关系位于线性区时,电弧电压在频域上的方差在特定的数值范围内波动;电压与弧长关系位于非线性区时,电弧电压在频域上的方差在特定的数值范围外。
14.优选地,k-tig焊接系统还包括电压传感器和视觉传感器,电压传感器和视频传感器分别与控制模块电性连接,用于向控制模块传送电压数据和图像数据;
15.线性区电弧的电压与弧长数学关系模型、非线性区电弧的电压与弧长数学关系模型均分别在设定的一段时长内,通过电压传感器采集电压、通过视觉传感器采集电弧图像给到控制模块,由控制模块通过图像计算电弧实际的弧长与实际的电压形成对应关系,进而构建相应的数学模型。
16.进一步地,线性区电弧的电压与弧长数学关系模型如下式所示:
17.u=kl a
18.其中,u表示电弧的电压,l表示电弧的弧长,k表示弧长l的系数,a为常数项;系数k和常数项a分别由控制模块通过在进入线性区时的一段设定时长内对电压和弧长数据进行采集并用最小二乘法拟合数据后得到。
19.进一步地,非线性区电弧的电压与弧长数学关系模型如下式所示:
20.u=bl2 cl d
21.其中,u表示电弧的电压,l表示电弧的弧长,b表示弧长l的二次项系数,c表示弧长l的一次项系数,d为常数项;二次项系数b、一次项系数c和常数项d分别由控制模块通过在计算到电弧电压的频域方差发生突变进入非线性区时的一段设定时长内对电压和弧长数据进行采集并用最小二乘法拟合数据后得到。
22.本发明技术方案与现有技术相比,具有如下有益效果:
23.在调整电弧弧长的过程中,由于采用了数据处理量小的数学模型来计算电弧实际弧长的方式,比现有全程使用图像计算弧长的方式大幅降低了数据量和噪音,实现实时性好、鲁棒性高的效果;利用检测到的电弧电压计算相应的电弧弧长,其中电压与弧长是连续变化的,而不是离散分布的,每一个电压值都对应一个弧长,避免了离散分布中电压无对应弧长的情况;还通过直接检测电压获取对应的弧长的绝对长度对钨针进行调节,实现电弧的弧长闭环控制。
附图说明
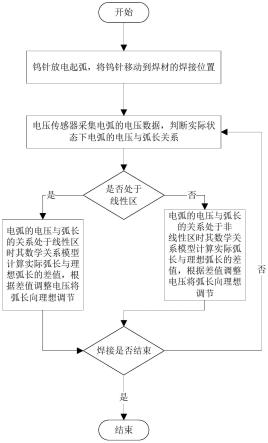
24.图1为本发明的基于k-tig焊接系统的电弧弧长控制方法的流程示意图;
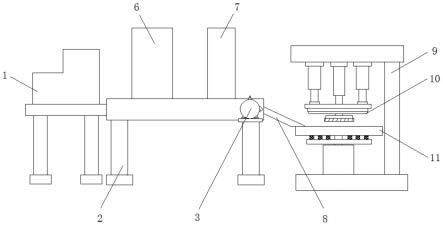
25.图2为用于执行图1中方法的k-tig焊接系统结构框图;
26.图3为k-tig焊接时电压与弧长的关系示意图;
27.图4为弧长随时间变化所引起的电压方差变化的关系示意图。
具体实施方式
28.为了使本发明的目的、技术方案及其优点更加清楚明白,以下结合附图及其实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
29.实施例
30.本实施例提供了如图1所示的一种基于k-tig焊接系统的电弧弧长控制方法。
31.如图2所示,用于执行本实施例的基于k-tig焊接系统的电弧弧长控制方法的装置为k-tig焊接系统,k-tig焊接系统包括控制模块、焊枪控制柜、焊枪、设于焊枪末端的钨针、氩气瓶、水冷器、信号采集器、焊机、电压传感器、视觉传感器。电压传感器、视觉传感器分别与信号采集器电性连接。信号采集器与控制模块电性连接。钨针分别与氩气瓶、水冷器和焊枪连接,与焊机电性连接。焊枪与焊枪控制柜电性连接。控制模块分别与焊枪控制柜、焊机电性连接。钨针用于放电形成电弧对不锈钢焊材进行焊接。焊枪控制柜用于孔最焊枪的机械动作。焊枪用于带动钨针移动。焊机用于施加并调整钨针放电时的电压。水冷器用于对钨针进行冷却。氩气瓶用于向钨针输入保护气体氩气。电压传感器用于检测钨针形成电弧时的电压并向信号采集器传送电压信号,电压传感器所采用的类型为霍尔电压传感器。视觉传感器用于获取电弧的图像并向信号采集器传送图像信号,用于额外辅助电压传感器确定电弧的弧长。信号采集器用于将电压传感器和视觉传感器采集到的信号内容传送到控制模块。控制模块用于处理电弧图像信号和电弧电压信号、计算电弧的弧长、统计电弧电压的信号特征、比较电弧实际弧长与预期弧长的差异、控制焊机向钨针施加电压、控制焊枪控制柜向焊枪输出移动指令,控制模块内置有理想状态下电弧的电压与弧长关系模型、线性区电弧的电压与弧长数学关系模型、非线性区电弧的电压与弧长数学关系模型。
32.将本实施例的k-tig焊接系统的电弧弧长控制方法应用在厚度为10毫米的304奥氏体不锈钢上进行堆焊试验,设定焊接电流为540a、焊接速度为4mm/s、保护气体流量为20l/min,设定钨针在3mm长度再进行引弧。
33.如图1所示,本实施例的k-tig焊接系统的电弧弧长控制方法包括步骤如下:
34.s1、起弧焊接,具体包括:
35.调整氩气瓶输送氩气的速率持续向钨针四周输入保护气体,直到气体流量稳定在20l/min并保持该输送氩气的速率,控制模块同时控制焊机向钨针施加电压,钨针开始放电形成电弧;
36.等待电弧稳定后,控制模块控制焊枪控制柜对焊枪进行位置调节操作,由焊枪带动钨针在距离10毫米304奥氏体不锈钢焊材需要焊接位置的3mm处移动开始焊接;
37.s2、弧长监测,具体包括:
38.电压传感器采集电弧电压并将信号通过信号采集器输入到控制模块,控制模块在一段设定的时长内,对电压传感器所传送的电弧电压信号的特征进行统计,可以把电压信号在频域的方差、标准差、峰度值等作为判断弧长与电压处于线性区或非线性区的判据,根据最值、经验值等选择波动范围,根据统计到的电弧电压信号的频域特征,判断电弧的电压
与弧长的关系是位于线性区还是非线性区;
39.本步骤具体采用统计电弧电压的方差来判断电弧电压与弧长的关系是位于如图3所示的线性区ac还是非线性区cb;在线性区ac中电弧电压与弧长是一一对应的;在刚进入非线性区cb,电压与弧长的关系与二次函数关系相吻合,随着弧长的增加,由于非线性区域cb的出现与电弧压力减小直接相关,过大的弧长会造成电弧压力过小焊接失败,因此在后续步骤中电弧的电压与弧长进入非线性区域cb时,需要采用二次函数拟合表示非线性区域cb中电压与弧长关系,以将弧长控制在较短的范围内;
40.具体的,数据采集器对接收的电弧电压信号进行低通滤波、小波信号去噪等滤波过程后的电压信号采取傅里叶变换,以5秒为一个周期将采集的电压信号送到控制模块,由控制模块计算电弧电压在频域的方差,如图4所示计算的方差为68.45,在图4中点(44,65.98)为其非线性转折点,设定方差的波动范围为(65.95,66.45),若方差超出波动范围(65.95,66.45)则表示电压与弧长进入非线性区域,若未超出范围则表示电压与弧长进入线性区域;当电弧电压的频域方差发生突变时,电压与弧长的关系会表现在c点出现转折,当电压与弧长的关系处于c点时,视为开始进入非线性区cb;
41.若处于线性区ac,则执行步骤s3;若处于非线性区cb,则执行步骤s4;
42.s3、线性区弧长调整,具体包括:
43.控制模块根据线性区电弧的电压与弧长的数学关系模型计算实际情况下电弧的弧长,电弧的电压与弧长的关系处于线性区ac时其数学关系模型如下式所示:
44.u=kl a
ꢀꢀꢀ
(1)
45.其中,u表示电弧的电压,l表示电弧的弧长,k表示弧长l的系数,a为常数项;系数k和常数项a分别由控制模块通过在刚进入线性区ac时的一小段设定时长内对电压和弧长数据进行采集并用最小二乘法拟合数据后得到,此时电压数据由电压传感器采集、弧长数据由视觉传感器采集;在得出系数k和常数项a后,控制模块根据式(1)和电压传感器实时采集到的电弧电压数据求解出电弧的实时弧长;
46.控制模块根据理想情况下电弧的电压与弧长关系模型,计算实际状态与理想状态两者之间电弧的弧长差值;其中,理想状态下电弧的电压与弧长关系模型由预先通过对前述的k-tig焊接系统在理想电弧的弧长限制下所需的电弧电压数据进行多次重复试验统计得到,统计得到电弧的电压与弧长为一一对应的关系;
47.控制模块根据差值向焊枪控制柜输出调整焊枪姿态的指令,由焊枪带动钨针使其距离不锈钢焊材的长度发生变化,让弧长随着发生改变,控制模块同时根据差值向焊机输出调整钨针电压的指令使电弧的电压发生改变,从而使电压与弧长的关系与理想状态下电弧的电压与弧长关系模型相匹配,然后执行步骤s5;
48.s4、非线性区弧长调整,具体包括:
49.控制模块根据非线性区电弧的电压与弧长的数学关系模型计算实际情况电弧的弧长,电弧的电压与弧长的关系处于非线性区bc时其数学关系模型如下式所示:
50.u=bl2 cl d
ꢀꢀꢀ
(2);
51.其中,u表示电弧的电压,l表示电弧的弧长,b表示弧长l的二次项系数,c表示弧长l的一次项系数,d为常数项;二次项系数b、一次项系数c和常数项d分别由控制模块通过在计算到电弧电压的频域方差发生突变进入非线性区cb时的一小段设定时长内对电压和弧
长数据进行采集并用最小二乘法拟合数据后得到,此时电压数据由电压传感器采集、弧长数据由视觉传感器采集;在得出二次项系数b、一次项系数c和常数项d后,控制模块根据式(2)和电压传感器实时采集到的电弧电压数据求解出电弧的实时弧长;
52.控制模块根据理想状态下电弧的电压与弧长关系模型,计算实际状态与理想状态两者之间电弧的弧长差值;其中,理想状态下电弧的电压与弧长关系模型由预先通过对前述的k-tig焊接系统在理想电弧的弧长限制下所需的电弧电压数据进行多次重复试验统计得到,统计得到电弧的电压与弧长为一一对应的关系;
53.控制模块根据差值向焊枪控制柜输出调整焊枪姿态的指令,由焊枪带动钨针使其距离不锈钢焊材的长度发生变化,让弧长随着发生改变,控制模块同时根据差值向焊机输出调整钨针电压的指令使电弧的电压发生改变,从而使电压与弧长的关系与理想状态下电弧的电压与弧长关系模型相匹配,然后执行步骤s5;
54.s5、若焊接过程结束,则控制模块向焊机发出指令使钨针熄弧;若焊接过程未结束,则返回执行前述步骤s2-s4。
55.本实施例的基于k-tig焊接系统的电弧弧长控制方法与现有技术相比,其优点在于:在调整电弧弧长的过程中,由于采用了数据处理量小的数学模型计算电弧弧长的方式,而比现有全程使用图像计算弧长的方式大幅降低了数据量和噪音,实现实时性好、鲁棒性高的效果;利用检测到的电弧电压计算相应的电弧弧长,其中电压与弧长是连续变化的,而不是离散分布的,每一个电压值都对应一个弧长,避免了离散分布中电压无对应弧长的情况;还通过直接检测电压获取对应弧长的绝对长度对钨针进行调节,实现电弧的弧长闭环控制。
56.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。