1.本发明涉及玻璃领域,特别是涉及一种热转印模具和防眩光玻璃的制备装置。
背景技术:
2.传统防眩光玻璃的制备方法通常先采用喷砂或者蚀刻的方法对热转印模具表面进行微纳处理,以在热转印模具上形成凹凸形貌,实现防眩效果,然后通过热转印的方式将热转印模具表面的凹凸形貌转移到玻璃表面,在玻璃表面形成防眩效果。采用传统的热转印模具所制备的玻璃存在ag(防眩光)效果不均的问题。
技术实现要素:
3.基于此,有必要提供一种能够用于制备防眩光玻璃且使防眩光玻璃的ag效果均匀的热转印模具。
4.此外,还有必要提供一种包括该热转印模具的防眩光玻璃的制备装置。
5.一种热转印模具,所述热转印模具包括第一模具和第二模具;
6.所述第一模具和所述第二模具围合形成模腔,所述模腔用于承载待处理玻璃;
7.所述第一模具具有微孔,所述微孔的孔径为5μm~20μm,孔隙率为10%~60%。
8.在其中一个实施例中,所述第一模具位于所述模腔内的一侧表面设有膜层,所述膜层包括依次层叠的过渡层、加硬层和防粘层,所述过渡层层叠在所述第一模具表面,所述过渡层用于增强所述第一模具与所述加硬层的附着力。
9.在其中一个实施例中,所述过渡层的材料选自氧化铝、二氧化硅及硅铝复合材料中的至少一种。
10.在其中一个实施例中,所述过渡层的厚度为20nm~100nm。
11.在其中一个实施例中,所述加硬层的材料选自氮化硅、碳化硅、碳化铬及氮化铬中的至少一种。
12.在其中一个实施例中,所述加硬层的厚度为100nm~300nm。
13.在其中一个实施例中,所述防粘层的材料选自二氧化硅及硅铝复合材料中的至少一种。
14.在其中一个实施例中,所述防粘层的厚度为20nm~100nm。
15.在其中一个实施例中,所述膜层的总厚度为140nm~500nm。
16.在其中一个实施例中,所述热转印模具为陶瓷模具。
17.在其中一个实施例中,所述微孔的孔径为8μm~15μm,孔隙率为20%~40%。
18.一种防眩光玻璃的制备装置,包括:
19.热转印模具,所述热转印模具为上述的热转印模具;及
20.热吸设备,用于对所述热转印模具和待处理玻璃进行加热处理和抽真空,使所述热转印模具和所述待处理玻璃接触并使所述待处理玻璃加热成型。
21.在其中一个实施例中,还包括:传送设备,所述传送设备用于将所述热转印模具和
所述待处理玻璃传送入所述热吸设备中。
22.上述热转印模具包括第一模具和第二模具,第一模具具有微孔,通过调整孔径和孔隙率,使得用热转印模具制备防眩光玻璃的过程中,通过真空热吸,在玻璃与热转印模具接触的一面形成微小突起,而使玻璃实现防眩效果且防眩效果均匀。
附图说明
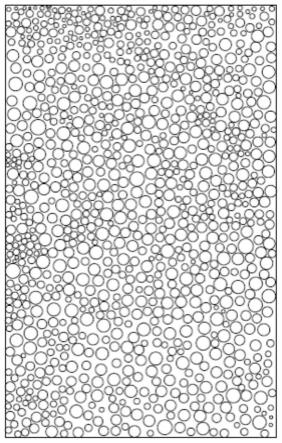
23.图1为一实施方式的热转印模具的第一模具的一种微孔结构示意图。
具体实施方式
24.为了便于理解本发明,下面将结合具体实施方式对本发明进行更全面的描述。具体实施方式中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体地实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
26.防眩光玻璃即ag玻璃,是一种将玻璃表面进行特殊处理的玻璃,其原理是把玻璃单面或双面进行工艺处理,使其与普通玻璃相比具有较低的反射比,从而降低环境光的干扰,提高画面的清晰度、能见度和可视角度,减少屏幕反光,使图像更清晰、逼真,适用于各类显示器、保护屏等。
27.传统的防眩光玻璃的制备方法通常采用喷涂、喷砂和化学蚀刻的方法在热转印模具表面形成凹凸形貌来实现ag效果,然后再将热转印模具上的凹凸形貌,转移到玻璃表面进而在玻璃表面来实现ag效果,该方法存在对环境污染大、防眩效果不均匀等问题。
28.基于此,本技术发明人在实验中发现,利用一种本身具有微孔结构的热转印模具制备防眩光玻璃,借助该热转印模具的微孔结构,经过加热与真空吸附,在待处理玻璃与热转印模具接触的表面形成微小的突起,达到均匀的ag效果,从而得到防眩光玻璃,进而提供一种防眩效果均匀的热转印模具。且采用该热转印模具在制备防眩光玻璃的过程中,对环境污染小,所制备的防眩光玻璃的耐摩擦性好、强度高。
29.具体地,本技术的第一方面提供一实施方式的热转印模具,包括:第一模具和第二模具,第一模具与第二模具围合形成模腔,模腔用于承载待处理玻璃。第一模具具有微孔,微孔的孔径为5μm~20μm,孔隙率为10%~60%。具体地,该热转印模具为制备防眩光玻璃所用的模具。
30.其中,微孔的孔径为5μm~20μm,孔隙率为10%~60%。例如,在其中一个实施例中,微孔的孔径可以为5μm、8μm、10μm、12μm、15μm、18μm、20μm、5μm~10μm、5μm~12μm、5μm~15μm、5μm~18μm、8μm~10μm、8μm~12μm、8μm~15μm、8μm~18μm、8μm~20μm、10μm~12μm、10μm~15μm、10μm~18μm、10μm~20μm等。进一步地,微孔的孔径为8μm~15μm。
31.需要说明的是,在本文中,微孔的孔径是指其平均孔径。
32.在其中一个实施例中,孔隙率可以为10%、20%、30%、40%、50%、60%、10%~
50%、10%~40%、20%~60%、20%~50%、20%~40%、30%~60%、30%~50%、30%~40%、40%~60%、40%~50%等。进一步地,孔隙率为20%~40%。微孔的孔径或孔隙率太小,在真空热吸的过程中,难以达到一定的吸力,从而难以在玻璃表面形成均匀的防眩效果。微孔的孔径或孔隙率太大,所形成的防眩光玻璃的雾度高、清晰度差,不适合作为显示玻璃。故,在本实施方式中,设置微孔的孔径为5μm~20μm,孔隙率为10%~60%。进一步地,微孔的孔径为8μm~15μm,孔隙率为20%~40%。
33.通过设置第一模具具有微孔,并控制微孔的孔径和孔隙率,使得用热转印模具制备防眩光玻璃的过程中,通过真空热吸,一方面,通过微孔使第一模具与待处理玻璃紧密贴合,受力均匀,避免采用热压的方式而导致受力不均,另一方面,经过加热与真空吸附,在待处理玻璃与热转印模具接触的表面形成微小的突起,从而达到ag效果且ag效果均匀。
34.进一步地,微孔均匀分布在第一模具中。请参阅图1,热转印模具的第一模具的一种微孔结构示意图。由图中可以看出,微孔均匀分布在第一模具中。
35.具体地,模腔用于承载待处理玻璃。模腔的形状与待处理玻璃的形状对应,可以根据待处理玻璃的形状进行设计。
36.进一步地,第一模具位于模腔内的一侧表面设有膜层,膜层包括依次层叠的过渡层、加硬层和防粘层,过渡层层叠在第一模具表面,过渡层用于增强第一模具与加硬层的附着力。
37.具体地,过渡层的材料为氧化铝。可以理解,过渡层的材料不限于为氧化铝,还可以为其他能够增强第一模具与加硬层的附着力的材料。例如,过渡层的材料还可以为二氧化硅或硅铝复合材料等。进一步地,过渡层的厚度为20nm~100nm。在一个具体的示例中,过渡层的厚度可以为20nm、30nm、40nm、50nm、60nm、70nm、80nm、90nm、100nm、20nm~90nm、20nm~80nm、20nm~70nm、20nm~60nm、20nm~50nm、30nm~90nm、30nm~80nm、30nm~70nm、30nm~60nm、30nm~50nm、40nm~90nm、40nm~80nm、40nm~70nm、40nm~60nm、40nm~50nm、50nm~90nm、50nm~80nm、50nm~70nm、50nm~60nm等。
38.加硬层的材料选自氮化硅、碳化硅、碳化铬及氮化铬的至少一种。加硬层能够增加膜层的硬度。可以理解,上述仅列出了几种加硬层的材料,但并不限于此,还可以为其他能够增加膜层硬度的材料。进一步地,加硬层的厚度为100nm~300nm。在一个具体的示例中,加硬层的厚度可以为100nm、120nm、150nm、180nm、200nm、220nm、250nm、280nm、300nm、100nm~280nm、100nm~250nm、100nm~220nm、100nm~200nm、120nm~280nm、120nm~250nm、120nm~220nm、120nm~200nm、150nm~280nm、150nm~250nm、150nm~220nm、150nm~200nm、180nm~280nm、180nm~250nm、180nm~220nm、180nm~200nm等。
39.防粘层的材料选自二氧化硅及硅铝复合材料中的至少一种。可以理解,上述仅列出了几种防粘层的材料,但并不限于此,还可以为其他能够起到防粘作用的材料。进一步地,防粘层的厚度为20nm~100nm。在一个具体的示例中,防粘层的厚可以度为20nm、30nm、40nm、50nm、60nm、70nm、80nm、90nm、100nm、20nm~90nm、20nm~80nm、20nm~70nm、20nm~60nm、20nm~50nm、30nm~90nm、30nm~80nm、30nm~70nm、30nm~60nm、30nm~50nm、40nm~90nm、40nm~80nm、40nm~70nm、40nm~60nm、40nm~50nm、50nm~90nm、50nm~80nm、50nm~70nm、50nm~60nm等。
40.在第一模具位于模腔内的一侧表面设置上述膜层,有利于提高热转印模具的表面
平整度,减少所制备的防眩光玻璃的缺陷,同时便于玻璃成型结束后与热转印模具分离,从而可以提高热转印模具的使用寿命。
41.在其中一个实施例中,膜层的总厚度为140nm~500nm。膜层的总厚度太厚,影响第一模具的孔隙结构,膜层的总厚度较小,无法起到防粘和提高表面平整度的作用。例如,膜层的总厚度可以为50nm、100nm、120nm、200nm、250nm、300nm、350nm、400nm、450nm、500nm、150nm~500nm、150nm~450nm、150nm~400nm、150nm~350nm、150nm~300nm、200nm~500nm、200nm~450nm、200nm~400nm、200nm~350nm、200nm~300nm、250nm~500nm、250nm~450nm、250nm~400nm、250nm~350nm、250nm~300nm等。进一步地,膜层的总厚度为200nm~400nm。
42.进一步地,采用溅射镀的方式在第一模具表面形成上述膜层。具体的溅射镀工艺可以为本领域常用的方式,在此不再赘述。
43.优选地,在本实施方式中,热转印模具为陶瓷模具。陶瓷模具成本低,容易得到微孔结构,且陶瓷模具易于进行表面处理,如镀膜等,以减少陶瓷模具的表面缺陷,进而使所制备的防眩光玻璃的表面缺陷少。此外,陶瓷模具耐高温,能够通过热转印方式在玻璃表面形成ag效果。
44.传统的防眩光玻璃的制备方法通常采用化学蚀刻、喷涂或喷砂的方式在玻璃上形成凹凸形貌,以实现防眩效果,或者是先在热转印模具上形成防眩效果,再通过热转印的方式将模具上的防眩效果转移到玻璃上,使玻璃实现防眩效果,上述方式存在对环境污染大、耐摩擦性及强度差、防眩效果不均,操作复杂等不足。而在本实施方式中,热转印模具包括第一模具和第二模具,第一模具具有微孔,通过调整孔径和孔隙率,使得用热转印模具制备防眩光玻璃的过程中,通过真空热吸,在待处理玻璃与热转印模具接触的一面形成微小突起,而实现防眩效果且防眩效果均匀。
45.在实际处理中,热转印模具的第一模具需连接一个真空发生器,通过热转印模具孔隙对待处理玻璃产生吸力,使待处理玻璃和热转印模具能够紧密接触,此外,通过热吸的方式,使待处理玻璃与热转印模具接触的部分在待处理玻璃表面形成ag效果,能够解决传统工艺的技术难点。此外,采用真空热吸的方式,待处理玻璃受力更均匀,在待处理玻璃表面形成的防眩效果均匀且缺陷少。
46.本技术的第二方面提供一实施方式的防眩光玻璃的制备装置,包括:热转印模具和热吸设备,该热转印模具为上述实施方式的热转印模具,在此不再赘述。
47.热吸设备用于对热转印模具和待处理玻璃进行加热处理和抽真空,使热转印模具和所述待处理玻璃接触并使所述待处理玻璃加热成型。
48.具体地,热吸设备包括加热机构和抽真空机构,加热机构用于对热转印模具和待处理玻璃加热,抽真空机构用于对热转印模具抽真空。具体地,抽真空机构与热转印模具的第一模具连接。
49.在其中一个实施例中,防眩光玻璃的制备装置还可以包括传送设备,传送设备用于将所述热转印模具和所述待处理玻璃传送入所述热吸设备中。
50.具体地,在一些实施例中,利用上述防眩光玻璃的制备装置制备防眩光玻璃的方法如下:将待处理玻璃置于热转印模具的模腔中,利用传送设备将待处理玻璃和热转印模具传送入热吸设备中,并通过热吸设备对待处理玻璃与热转印模具进行加热,同时从第一
模具远离第二模具的一侧对热转印模具抽真空,以使待处理玻璃加热成型,得到防眩光玻璃。
51.在其中一个实施例中,对待处理玻璃与热转印模具进行加热的步骤中,温度为500℃~900℃。抽真空的压力为0.02mpa~0.10mpa。加热成型的时间为100s~500s。具体的温度、压力和成型时间可以根据待处理玻璃的材质不同进行调整。
52.上述防眩光玻璃的制备装置至少具有以下优点:
53.(1)上述防眩光玻璃的制备装置包括热转印模具和热吸设备,利用热吸设备对待处理玻璃与热转印模具进行加热的同时抽真空,使待处理玻璃表面与热转印模具紧密接触,通过控制热转印模具的孔径和孔隙率,经过加热与真空吸附,在待处理玻璃与热转印模具接触的表面形成微小的突起,达到ag效果,从而得到防眩光玻璃,用该装置形成ag效果的小突起与玻璃一体成型,稳定性好,耐摩擦性能更好,且对玻璃表面无损伤,所得到的防眩光玻璃的强度更好。
54.(2)上述防眩光玻璃的制备装置可以解决传统化学蚀刻工艺对环境污染大,对人体伤害大的问题,也可以避免砂粒脱落,性能不达标的问题,操作简单,便于量产。
55.(3)上述防眩光玻璃的制备装置通过真空热吸的方式在待处理玻璃表面形成微小的突起,达到ag效果,玻璃受力更均匀,在玻璃表面形成的防眩效果均匀且缺陷少。
56.(4)通过控制热转印模具的孔隙率和孔径,上述防眩光玻璃的制备装置所制备的防眩光玻璃具有低闪烁点、高清晰度的特点,更能满足电子显示玻璃盖板的性能要求。
57.为了使本发明的目的以及优点更加清楚,以下结合几个实施例对本发明的热转印模具及其效果做进一步详细的说明,应当理解,此处所描述的具体实施例仅用以解释本发明,并不得用以限定本发明,以下实施例和对比例中所用的待处理玻璃相同,均购自康宁:
58.实施例1
59.本实施例提供一种热转印模具及利用该热转印模具制备防眩光玻璃的方法,具体如下:
60.本实施例的热转印模具为陶瓷模具,结构具体如下:
61.热转印模具包括第一模具和第二模具,第一模具与第二模具之间形成模腔,用于承载待处理玻璃。第一模具具有微孔,微孔的孔径为10μm,孔隙率为40%。第一模具靠近第二模具的一侧表面设有膜层,膜层包括依次层叠的过渡层、加硬层和防粘层,过渡层层叠在第一模具表面,过渡层的材料为氧化铝,厚度为50nm;加硬层的材料为氮化硅,厚度为200nm;防粘层的材料为二氧化硅,厚度为50nm;膜层的总厚度为300nm。
62.本实施例的防眩光玻璃的制备过程具体如下:
63.将待处理玻璃置于上述热转印模具的模腔中,对待处理玻璃和热转印模具进行加热,加热温度为700℃,同时从第一模具远离第二模具的一侧对热转印模具抽真空,真空负压力为0.03mpa,时间为400s,利用第一模具所具有的孔隙结构,将待处理玻璃与第一模具紧密贴合,且使待处理玻璃在与第一模具接触的表面形成突起,得到防眩光玻璃。
64.对比例1
65.对比例1提供一种热转印模具及利用该热转印模具制备防眩光玻璃的方法,具体如下:
66.对比例1的热转印模具的结构具体如下:
67.热转印模具包括第一模具和第二模具,第一模具与第二模具之间形成模腔,用于承载待处理玻璃。第一模具具有微孔,微孔的孔径为3μm,孔隙率为15%。第一模具靠近第二模具的一侧表面设有膜层,膜层包括依次层叠的过渡层、加硬层和防粘层,过渡层层叠在第一模具表面,过渡层的材料为氧化铝,厚度为50nm;加硬层的材料为氮化硅,厚度为200nm;防粘层的材料为二氧化硅,厚度为50nm;膜层的总厚度为50nm。
68.对比例1的防眩光玻璃的制备过程具体如下:
69.将待处理玻璃置于上述热转印模具的模腔中,对待处理玻璃和热转印模具进行加热,加热温度为700℃,同时从第一模具远离第二模具的一侧对热转印模具抽真空,真空负压力为0.03mpa,时间为400s,利用第一模具所具有的孔隙结构,将待处理玻璃与第一模具紧密贴合,且使待处理玻璃在与第一模具接触的表面形成突起,得到防眩光玻璃。
70.对比例2
71.对比例2提供一种热转印模具及利用该热转印模具制备防眩光玻璃的方法,具体如下:
72.对比例2的热转印模具的结构具体如下:
73.热转印模具包括第一模具和第二模具,第一模具与第二模具之间形成模腔,用于承载待处理玻璃。第一模具具有微孔,微孔的孔径为30μm,孔隙率为40%。第一模具靠近第二模具的一侧表面设有膜层,膜层包括依次层叠的过渡层、加硬层和防粘层,过渡层层叠在第一模具表面,过渡层的材料为氧化铝,厚度为50nm;加硬层的材料为氮化硅,厚度为200nm;防粘层的材料为二氧化硅,厚度为50nm;膜层的总厚度为50nm。
74.对比例2的防眩光玻璃的制备过程具体如下:
75.将待处理玻璃置于上述热转印模具的模腔中,对待处理玻璃和热转印模具进行加热,加热温度为700℃,同时从第一模具远离第二模具的一侧对热转印模具抽真空,真空负压力为0.03mpa,时间为400s,利用第一模具所具有的孔隙结构,将待处理玻璃与第一模具紧密贴合,且使待处理玻璃在与第一模具接触的表面形成突起,得到防眩光玻璃。
76.以上实施例和对比例的防眩光玻璃的制备过程中的工艺参数具体如下表1所示:
77.表1实施例和对比例的防眩光玻璃的工艺参数
[0078][0079]
对上述实施例和对比例所制备的防眩光玻璃进行测试,得到如下表2所示的实验数据。其中,采用型号为sj-210的粗糙度仪测试表面粗糙度,采用型号为德国byk-4725雾度仪测试雾度,采用德国byk-4430测试光泽度,采用德国dm&s sms-1000测试清晰度(doi)及闪烁点(sparkle)。
[0080]
表2实施例和对比例的防眩光玻璃的测试数据
[0081][0082]
从上述实验结果中可以看出,采用实施例1的热转印模具制备防眩光玻璃,通过控制热转印模具的孔径和孔隙率,经过加热与真空吸附,在待处理玻璃与热转印模具接触的表面形成微小的突起,达到较好的ag效果好,且所制备的防眩光玻璃的雾度和光泽度合适、清晰度高、闪烁点低,更能满足电子显示玻璃盖板的性能要求。而对比例1中,热转印模具的孔径和孔隙率均太小,在真空热吸的过程中,难以达到一定的吸力,所制备的防眩光玻璃的光泽度高、防眩效果差。对比例2中,热转印模具的孔径太大,所制备的防眩光玻璃的雾度高、清晰度差,难以满足电子显示玻璃盖板的性能要求。另外,利用实施例1的热转印模具制备防眩光玻璃,在玻璃表面形成ag效果的小突起与玻璃一体成型,稳定性好,耐摩擦性能更好,且对玻璃表面无损伤,所得到的防眩光玻璃的强度更好。
[0083]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0084]
以上所述实施例仅表达了本发明的几种实施方式,便于具体和详细地理解本发明的技术方案,但并不能因此而理解为对发明专利保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。应当理解,本领域技术人员在本发明提供的技术方案的基础上,通过合乎逻辑的分析、推理或有限的试验得到的技术方案,均在本发明所附权利要求的保护范围内。因此,本发明专利的保护范围应以所附权利要求的内容为准,说明书及附图可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。