1.本实用新型涉及金属软磁粉芯技术领域,特别涉及一种软磁粉芯自动含浸装置。
背景技术:
2.金属软磁粉芯是由金属或合金软磁材料制成的粉末经绝缘、包覆处理后,通过压机压制而成,具有均匀分布式气隙,可有效降低了涡流损耗,压制后的产品,经过高温烧结后,即可达到电性能要求,粉末颗粒之间的绝缘层,经过高温烧结后而产生损失,致使粉末间的粘结性不足,粘接导致产品的强度不够。含浸工艺是将烧结后的磁粉芯放入酚醛树脂的含浸溶液中,浸泡5~15min后,再用清洗剂进行彻底洗净,然后在180~220℃下烘烤,将含浸液进行固化,从而达到提高软磁粉芯强度的目的。
3.传统含浸方式是将金属软磁粉芯随托盘装入含浸笼内,再将含浸笼装入含浸罐里进行含浸,然后再放入清洗罐中进行清洗,金属软磁粉芯放入含浸笼,从含浸笼取出,以及运输都需要大量的人力,并且人工操作使产品性能存在不稳定性。
技术实现要素:
4.针对现有技术存在的问题,本实用新型提供一种软磁粉芯自动含浸装置,通过传动机构经输送组件带动磁粉芯托盘在含浸槽内的含浸液中浸泡传送,后经过清洗装置中喷洒组件的全方位清洗,全程自动化,且保证磁粉芯托盘浸泡清洗充分,无需人工干预,提高了生产效率。
5.本实用新型提供一种软磁粉芯自动含浸装置,其包括磁粉芯托盘、浸泡装置和清洗装置,所述磁粉芯托盘设置在所述浸泡装置和清洗装置的滚筒上;所述浸泡装置,其包括含浸槽、第一控制柜、传动机构和输送组件,所述含浸槽包括槽本体、液面感应器、红外感应器和固定支架,所述液面感应器固定安装在所述槽本体的内壁上,所述红外感应器固定安装在所述固定支架上方,所述固定支架通过螺栓与所述槽本体的上表面固连,所述第一控制柜设置在所述槽本体的第一侧面中间部,所述液面感应器、红外感应器、传动机构和输送组件均通过导线与所述第一控制柜电性连接,所述传动机构,其包括主动链轮、从动链轮、第一链条、减速器和电机,所述从动链轮与所述输送组件的滚筒同轴设置,且套装在所述滚筒的第一端,所述从动链轮通过第一链条与所述主动链条相啮合,所述主动链轮通过减速器与所述电机配合连接;所述输送组件浸没在所述槽本体内浸液面以下,所述传动机构中的从动链轮套设在所述输送组件中的滚筒上,所述输送组件中的滚筒两端分别通过第一轴承与所述槽本体旋转配合连接;所述清洗装置包括清洗槽、第二控制柜和喷洒组件,所述第二控制柜设置在所述清洗槽的第一侧面中间部,所述喷洒组件设置在所述清洗槽的正上方,且沿着所述磁粉芯托盘传送方向线性等间距排列,所述喷洒组件中的支架通过螺栓与所述清洗槽的上表面固连,所述喷洒组件中的高压喷头通过导线与所述第二控制柜电性连接。
6.进一步地,所述清洗装置设置在所述浸泡装置的第二端,所述传动机构设置在所
述槽本体的第二端,所述含浸装置的第一端与网带退火炉连接,网带退火炉的网带宽度和所述输送组件中的各滚筒间宽度相等。
7.进一步地,所述输送组件,其包括滚筒、第一轴承、第一链轮、第二链条、第二链轮、第三链轮、第三链条和第四链轮,所述滚筒沿所述磁粉芯托盘传送方向线性等间距排列,所述第一轴承套装在所述滚筒两端,所述第一链轮套装在所述滚筒的第一端,且所述滚筒的第一端末设有限位卡座,所述第一链轮通过第二链条与所述第二链轮相啮合,所述第二链轮与第三链轮同轴设置且套装在所述滚筒上,所述第三链轮通过第三链条与所述第四链轮相啮合。
8.进一步地,所述输送组件中的各链轮、链条沿所述磁粉芯托盘传送方向线性等间距排列,且均设于所述滚筒的第一端。
9.进一步地,所述清洗槽,其包括槽主体、转轴和第二轴承,所述槽主体内设有供所述转轴穿设的通孔,所述转轴两端分别通过第二轴承与所述槽主体旋转配合连接,所述转轴沿所述磁粉芯托盘传送方向线性等间距排列。
10.优选地,所述喷洒组件,其包括高压喷头、连接杆和支架,所述连接杆的两端与所述支架固连,所述连接杆上设有多个安装孔,所述高压喷头固定安装在所述连接杆的安装孔内,所述支架设置在所述槽主体的上方。
11.优选地,所述高压喷头沿连接杆轴线方向等间距排列,且相邻所述连接杆上的高压喷头交叉排列。
12.本实用新型与现有技术相比,具有如下优点:
13.1.本实用新型软磁粉芯自动含浸装置,通过传动机构经输送组件带动磁粉芯托盘在含浸槽内的含浸液中浸泡运行,后经过清洗装置中喷洒组件的全方位清洗,全程自动化,无需人工干预,极大地提高了生产效率。
14.2.本实用新型软磁粉芯自动含浸装置中输送组件的设置,通过控制电机转速来控制磁粉芯托盘在滚筒上的传送速度,从而来控制磁粉芯托盘在含浸槽中的浸泡时间,使浸泡时间可灵活调整,且各个磁粉芯托盘的浸泡时间均匀,使各个磁粉芯托盘具有均一性能。
15.3.本实用新型软磁粉芯自动含浸装置结构布置合理,通过设置含浸槽、输送组件、传动机构、清洗槽和喷洒组件,实现装置对磁粉芯托盘的充分浸泡、全方位清洗,同时配合烧结工艺形成完整封闭的工序。
附图说明
16.图1为本实用新型软磁粉芯自动含浸装置的整体结构正视示意图;
17.图2为本实用新型软磁粉芯自动含浸装置中浸泡装置的整体结构示意图;
18.图3为本实用新型软磁粉芯自动含浸装置中传动机构的整体结构示意图;
19.图4为本实用新型软磁粉芯自动含浸装置中清洗装置的整体结构示意图;
20.图5为本实用新型软磁粉芯自动含浸装置中喷洒组件的整体结构示意图。
21.主要附图标记:
22.磁粉芯托盘1,浸泡装置2,含浸槽21,槽本体211,液面感应器212,红外感应器213,固定支架214,第一控制柜22,传动机构23,从动链轮231,第一链条232,主动链轮233,减速器234,电机235,输送组件24,滚筒241,第一轴承242,第一链轮243,第二链条244,第二链轮
245,第三链轮246,第三链条247,第四链轮248,清洗装置3,清洗槽31,槽主体311,转轴312,第二轴承313,第二控制柜32,喷洒组件33,高压喷头331,连接杆332,支架333。
具体实施方式
23.为详尽本实用新型之技术内容、结构特征、所达成目的及功效,以下将结合说明书附图进行详细说明。
24.本实用新型提供的软磁粉芯自动含浸装置,如图1和图2所示,一种软磁粉芯自动含浸装置,其包括磁粉芯托盘1、浸泡装置2和清洗装置3,磁粉芯托盘1设置在浸泡装置2和清洗装置3的滚筒241上;浸泡装置2,其包括含浸槽21、第一控制柜22、传动机构23和输送组件24,含浸槽21包括槽本体211、液面感应器212、红外感应器213和固定支架214,液面感应器212固定安装在槽本体211的内壁上,红外感应器212固定安装在固定支架214上方,固定支架214通过螺栓与槽本体211的上表面固连,第一控制柜22设置在槽本体211的第一侧面中间部,液面感应器212、红外感应器213、传动机构23和输送组件24均通过导线与第一控制柜22电性连接,传动机构23,其包括主动链轮233、从动链轮231、第一链条232、减速器234和电机235,从动链轮231与输送组件24的滚筒241同轴设置,且套装在滚筒241的第一端,从动链轮231通过第一链条232与主动链条233相啮合,主动链轮233通过减速器234与电机235配合连接;输送组件24浸没在槽本体211内浸液面以下,传动机构23中的从动链轮231套设在输送组件24中的滚筒241上,输送组件24中的滚筒241两端分别通过第一轴承242与槽本体211旋转配合连接。
25.结合图1所示,清洗装置3设置在浸泡装置2的第二端,传动机构23设置在槽本体211的第二端,含浸装置2的第一端与网带退火炉连接,网带退火炉的网带宽度和输送组件24中的各滚筒241间宽度相等。
26.如图3所示,输送组件24,其包括滚筒241、第一轴承242、第一链轮243、第二链条244、第二链轮245、第三链轮246、第三链条247和第四链轮248,滚筒241沿磁粉芯托盘1传送方向线性等间距排列,第一轴承242套装在滚筒241两端,第一链轮243套装在滚筒241的第一端,且滚筒241的第一端末设有限位卡座,第一链轮243通过第二链条244与第二链轮245相啮合,第二链轮245与第三链轮246同轴设置且套装在滚241筒上,第三链轮246通过第三链条247与第四链轮248相啮合,输送组件24中的各链轮、链条沿磁粉芯托盘1传送方向线性等间距排列,且均设于滚筒241的第一端。
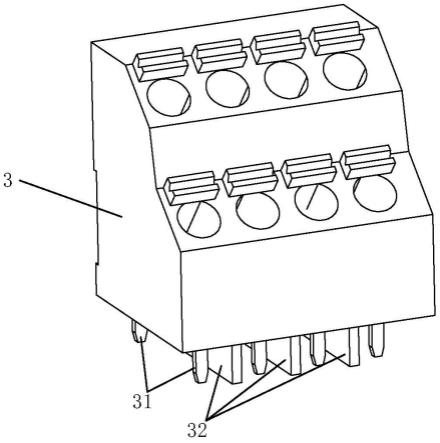
27.如图4所示,清洗装置3包括清洗槽31、第二控制柜32和喷洒组件33,第二控制柜32设置在清洗槽31的第一侧面中间部,喷洒组件33设置在清洗槽31的正上方,且沿着磁粉芯托盘1传送方向线性等间距排列,喷洒组件33中的支架333通过螺栓与清洗槽31的上表面固连,喷洒组件33中的高压喷头331通过导线与第二控制柜32电性连接。清洗槽31,其包括槽主体311、转轴312和第二轴承313,槽主体311内设有供转轴312穿设的通孔,转轴312两端分别通过第二轴承313与槽主体311旋转配合连接,转轴312沿磁粉芯托盘1传送方向线性等间距排列。
28.如图5所示,喷洒组件33,其包括高压喷头331、连接杆332和支架333,连接杆332的两端与支架333固连,连接杆332上设有多个安装孔,高压喷头331固定安装在连接杆332的安装孔内,支架333设置在槽主体311的上方,高压喷头331沿连接杆332轴线方向等间距排
列,且相邻连接杆332上的高压喷头331交叉排列。
29.以下结合实施例对本实用新型的软磁粉芯自动含浸装置做进一步描述:
30.本实施例的操作过程是这样实现的:
31.如图1和图2所示,将烧结后的磁粉芯托盘1有序进入到装有含浸液的含浸槽21中的滚筒241上,滚筒241在传动机构23的带动下向前传送,磁粉芯托盘1在滚筒241的运动下在含浸槽21中的含浸液中经过,从而实现浸泡,当液面传感器212检测到含浸槽21中含浸液液面降低到某一位置时,与液面传感器212相连的第一控制柜22发出警告,提醒及时补充含浸液,磁粉芯托盘1在含浸槽21中含浸液的浸泡时间可通过设定电机235的转速以及第一控制柜22来设定,为了防止出现磁粉芯托盘1的堵塞,含浸槽21内设有用于监测磁粉芯托盘1位置的红外感应器213,当该红外感应器213监测到输送组件24上布满磁粉芯托盘1时,通过第一控制柜22控制传动机构23停止输送,直到监测到输送组件24中的滚筒241上空缺时,通过第一控制柜22再控制传动机构23继续输送。
32.如图4所示,输送组件24将经过浸泡后的磁粉芯托盘1运送出含浸槽21,随后进入清洗槽31的转轴312上,设于清洗槽31上的喷洒组件33上的多个高压喷头331对磁粉芯托盘1进行全方位清洁。
33.以上所述的实施例仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。