1.本技术涉及烟感报警器生产设备的领域,尤其是涉及一种屏蔽罩整形机构和上料装置。
背景技术:
2.屏蔽罩是一个合金材质的金属罩,是用来减少装置内重要组件受到辐射和落尘影响的部件。
3.相关技术中的烟感报警器在自动化生产过程中,烟感上料机在料仓振动筛选出统一竖立状态下的屏蔽罩并对其进行排布,当屏蔽罩被顶出料仓后,机械手会抓取屏蔽罩并将其放置到后续安装位置处。
4.针对上述中的相关技术,发明人发现屏蔽罩的侧壁在运输或料仓内进行震动筛选的过程中,会不可避免地受到碰撞或挤压而发生变形,发生变形后的屏蔽罩在强行安装在烟感报警器上后,需要工作人员对烟感报警器上的屏蔽罩进行检查和维修,从而降低了烟感报警器的生产效率。
技术实现要素:
5.为了减少屏蔽罩由于侧壁变形而对烟感传感器的生产效率造成的影响,本技术提供一种屏蔽罩整形机构和上料装置。
6.第一方面,本技术提供的一种屏蔽罩整形机构采用如下的技术方案:
7.一种屏蔽罩整形机构,包括撑块、第一整形缸和第二整形缸,撑块上扣设有屏蔽罩,撑块用于对屏蔽罩的内壁进行支撑,第一整形缸和第二整形缸均安装在撑块的两侧,第一整形缸用于通过自身活塞杆对所述屏蔽罩的第一整形面进行挤压整形;第二整形缸用于通过自身活塞杆对所述屏蔽罩的第二整形面进行挤压整形。
8.通过采用上述技术方案,撑块能够分别与第一整形缸和第二整形缸对屏蔽罩的第一整形面和第二整形面进行挤压,使得屏蔽罩的第一整形面与第二整形面更加平整,提高了屏蔽罩在安装进烟感传感器内时的适配程度,从而减少了屏蔽罩安装后,工作人员对变形较大的屏蔽罩进行维修调整的步骤,从而提高了烟感传感器的生产效率。
9.可选的,所述撑块上开设有抽风通道,抽风通道的进风口位于屏蔽罩的内腔中;且抽风通道的出风口与抽风机连通。
10.通过采用上述技术方案,当抽风机通过抽风通道对屏蔽罩的内腔进行抽风时,会使屏蔽罩与撑块之间产生负压,从而使屏蔽罩能够与撑块结合更加紧密。
11.可选的,所述撑块的上表面与屏蔽罩的顶壁相贴合;所述抽风通道的进风口开设在撑块的上表面。
12.通过采用上述技术方案,由于屏蔽罩的顶壁不容易发生变形,屏蔽罩的上表面与屏蔽罩内腔的顶壁贴合更加紧密,减少了屏蔽罩被挤压变形后撑块和屏蔽罩之间不易产生有效负压的情况,同时通过对负压进行实时监测能够确定屏蔽罩在撑块上的扣设状态,及
时对顶部无法与撑块上表面贴合的屏蔽罩进行更换和维修,以保证整形机构对屏蔽罩的整形效果。
13.第二方面,本技术提供的一种屏蔽罩上料装置采用如下的技术方案:
14.一种屏蔽罩上料装置,包括料仓、抓取机构、整形机构和调位机构,料仓用于通过振动筛选出并排布待安装的屏蔽罩;抓取机构用于将待安装的屏蔽罩扣设在撑块上;整形机构用于对屏蔽罩容易发生变形的第一整形面与第二整形面进行整形;调位机构用于将整形后的屏蔽罩移动到后续安装位置处。
15.通过采用上述技术方案,提高了屏蔽罩在安装进烟感传感器内时的适配程度,从而减少了屏蔽罩安装后,需要工作人员对变形较大的屏蔽罩进行维修调整的步骤,提高了烟感传感器的生产效率。
16.可选的,所述调位机构包括转角组件,转角组件包括转动电机和转动板,转动板固接在转动电机的输出轴上,且所述整形机构安装在转动板上。
17.通过采用上述技术方案,转动电机能够带动撑块发生转动,从而调整了扣设在撑块上屏蔽罩的放置角度,为后续屏蔽罩的组装提供了方便,进而提高了烟感传感器的生产速度。
18.可选的,所述转角组件设置有两组;所述整形机构设置由两套,两组转角组件与两套整形机构一一对应。
19.通过采用上述技术方案,抓取机构能够依次对两套整形机构进行装料,两套整形机构能够同时对两个屏蔽罩进行整形,加快了上料装置对屏蔽罩的整形和调位效率,从而加快了烟感传感器的生产速度。
20.可选的,所述调位机构还包括推送组件,推送组件包括推送缸和安装盘,安装盘与推送缸的输出轴固接,两组所述转角组件均固定安装在安装盘上,推送缸用于推动安装盘进行直线往复运动。
21.通过采用上述技术方案,推送组件能够将整形并调整角度后的屏蔽罩推离抓取机构的移动区域,从而尽可能避免了后续机械臂在抓取后续安装位置处的屏蔽罩时,与抓取机构的运动产生相互影响的情况。
22.可选的,所述安装盘为长板状结构,两组所述转角组件分别位于安装盘的两端位置处。
23.通过采用上述技术方案,在一定程度上增加了转角组件带动整形机构进行转动时的活动空间,减少了两组转角组件和两套整形机构在转动过程中的接触。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过设置整形机构对屏蔽罩的表面进行挤压整形,使得屏蔽罩的第一整形面与第二整形面更加平整,提高了屏蔽罩在安装进烟感传感器内时的适配程度,从而减少了屏蔽罩安装后,工作人员对变形较大的屏蔽罩进行维修调整的步骤,进而提高了烟感传感器的生产效率;
26.2.通过在整形机构上设置转角组件,对屏蔽罩的角度进行调整,为后续屏蔽罩的组装提供了方便,提高了烟感传感器的生产速度。
附图说明
27.图1是本技术实施例中上料装置的外部结构示意图。
28.图2是本技术实施例中屏蔽罩的结构示意图。
29.图3是图1中a部分的放大图。
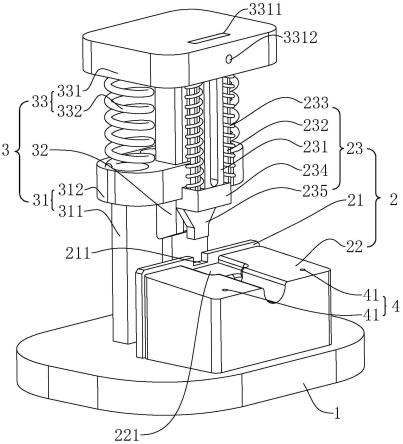
30.图4是本技术实施例中整形机构与调位机构的爆炸图。
31.附图标记说明:1、料仓;11、圆振部;12、直振部;2、抓取机构;3、整形机构;31、撑块;32、第一整形缸;33、第二整形缸;34、抽风通道;341、进风口;342、出风口;4、调位机构;41、转角组件;411、转动电机、412、转动板;42、安装架;43、推送组件;431、推送缸;432、安装盘;44、限位组件;441、滑轨;442、滑块;5、屏蔽罩;51、第一整形面;52、第二整形面。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.本技术实施例公开一种屏蔽罩上料装置,上料装置用于在烟感生产线上对屏蔽罩5进行筛选和调位,并将筛选出的屏蔽罩5摆放在后续安装位置处供后续机械臂对屏蔽罩5进行取用和安装。
34.参照图1,上料装置包括料仓1、抓取机构2、整形机构3和调位机构4,料仓1包括圆振部11和直振部12,圆振部11通过振动筛选出待安装的屏蔽罩5,并将屏蔽罩5输送至直振部12,直振部12对筛选出的屏蔽罩5进行排布;抓取机构2依次对直振部12上的屏蔽罩5进行抓取并放置在整形机构3上;整形机构3对屏蔽罩5的外壁进行挤压整形;调位机构4将整形后的屏蔽罩5连同整形机构3一起移动到后续安装位置处。
35.本技术通过设置整形机构3对屏蔽罩5的表面进行挤压整形,使得屏蔽罩5的表面更加平整,提高了屏蔽罩5在与烟感传感器的适配程度,从而减少了屏蔽罩5安装后,需要工作人员对变形较大的屏蔽罩5进行维修调整的步骤,从而提高了烟感传感器的生产效率。
36.参照图2,屏蔽罩5在运输过程中或圆振部11内部经常会受到挤压碰撞而产生变形,尤其是屏蔽罩5面积较大的两个侧面,现将屏蔽罩5容易发生形变的两个侧面分别命名为第一整形面51和第二整形面52。
37.参照图3和图4,整形机构3包括撑块31、第一整形缸32和第二整形缸33,撑块31顶部的外表面形状与未发生变形的屏蔽罩5内壁适配,即撑块31顶部外表面能够与未发生变形的屏蔽罩5内壁完全贴合。
38.第一整形缸32和第二整形缸33均固接在撑块31的两侧,抓取机构2将屏蔽罩5扣设嵌合在撑块31的顶部后,第一整形缸32背离缸体的端面与屏蔽罩5的第一整形面51正面相对,第二整形缸33背离缸体的端面与屏蔽罩5的第二整形面52正面相对。
39.当整形机构3启动后,第一整形缸32的活塞杆伸出缸体并与撑块31共同对第一整形面51进行挤压;第二整形缸33的活塞杆伸出缸体并与撑块31共同对第二整形面52进行挤压。
40.通过对屏蔽罩5上的第一整形面51与第二整形面52进行挤压,使得屏蔽罩5的第一整形面51与第二整形面52更加平整,提高了屏蔽罩5在安装到烟感传感器上时的适配程度,从而减少了屏蔽罩5安装后,需要工作人员对变形较大的屏蔽罩5进行维修调整的步骤,从而提高了烟感传感器的生产效率。
41.为了使屏蔽罩5能够与撑块31更紧密地贴合在一起,撑块31上开设有抽风通道34,抽风通道34的进风口341开设在撑块31的上表面,抽风通道34的出风口342位于撑块31底部的侧壁上,且抽风通道34的出风口342与抽风机接通。
42.当抽风机通过抽风通道34对屏蔽罩5的内腔进行抽风时,由于屏蔽罩5的顶壁不容易发生变形,在抽风机的抽取下,屏蔽罩5内腔顶壁与撑块31上表面之间产生负压,使屏蔽罩5的上表面与屏蔽罩5内腔顶壁贴合更加紧密;同时工作人员可以通过对负压进行实时监测,能够确定屏蔽罩5在撑块31上时的扣设状态,并在屏蔽罩5未完全紧扣撑块31时及时对屏蔽罩5进行调整或更换,以保证整形机构3对屏蔽罩5的整形效果。
43.调位机构4包括转角组件41,转角组件41包括转动电机411和转动板412,转动电机411竖直设置,转动板412为矩形长板,转动板412下表面的中央位置与转动电机411的输出轴上表面同轴固接在一起,且整形机构3安装在转动板412上表面,其中撑块31竖直固接在转动板412的中央位置,第一整形缸32和第二整形缸33分别水平固接在转动板412的两端位置处。
44.在整形机构3对屏蔽罩5表面进行挤压的同时,转动电机411能够带动转动板412进行同步转动,转动板412能够通过带动撑块31转动来调节屏蔽罩5放置位置的偏转角度,从而为后续屏蔽罩5的组装提供了方便,进而提高了烟感传感器的生产速度。
45.为了提高上料装置对屏蔽罩5进行整形和调角的效率,从而加快烟感传感器的生产速度,转角组件41设置有两组;整形机构3设置由两套,且两套整形机构3一一对应安装在两组转角组件41上。
46.参照图1和图4,调位机构4还包括安装架42和推送组件43,安装架42螺栓连接在抓取机构2的正下方,推送缸431固接在安装架42的上表面。
47.推送组件43包括推送缸431和安装盘432,安装盘432整体为水平设置的矩形板状结构,推送缸431的输出轴与安装盘432的侧壁垂直固接。
48.两组转角组件41分别螺栓连接在安装盘432上表面的两端位置处,推送缸431推动安装盘432沿推送缸431的长度方向进行直线往复运动,且当安装盘432到达距离推送缸431的最远位置时,安装盘432、转角组件41及整形机构3均离开抓取机构2的运动范围,撑块31上的屏蔽罩5到达上述的后续安装位置。
49.通过推送组件43将屏蔽罩5推离抓取机构2的活动范围,减少了后续流程中的机械臂在抓取屏蔽罩5时,与抓取机构2相互阻碍的可能性,保证了烟感传感器生产流水线的持续正常运转。
50.为了防止安装盘432在运动过程中出现偏离运动轨迹的情况,安装架42上沿推送缸431的长度方向固接有限位组件44,限位组件44包括滑轨441和滑块442,滑块442滑移连接在滑轨441上,且滑块442的上表面与安装盘432的下表面固接。
51.为了提高限位组件44对安装盘432进行支撑时的稳定性,限位组件44共设置有两组,两组限位组件44分别固接在安装架42上表面的两侧位置,且两个滑块442分别固接在两个转动电机412的正下方。
52.本技术实施例一种屏蔽罩上料装置的实施原理为:圆振部11通过振动筛选出待安装的屏蔽罩5,并将屏蔽罩5输送至直振部12,直振部12对筛选出的屏蔽罩5进行排布。
53.抓取机构2依次对直振部12上的屏蔽罩5进行抓取并交替扣设在两个整形机构3的
撑块31上,整形机构3的整形缸对屏蔽罩5的表面进行挤压整形,同时调位机构4的转动电机411带动整形机构3进行旋转来调整屏蔽罩5的放置角度,推送缸431推动屏蔽罩5连同整形机构3沿滑轨441的长度方向一起移动到后续安装位置处,等待后续机械臂对屏蔽罩5进行取用。
54.经实际生产验证,本技术在实施后显著提高了烟感传感器的生产线的生产节奏,最终对烟感传感器的组装速度为原先身缠速度的两倍左右。
55.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。