1.本发明涉及机械加工技术领域,更具体地说,它涉及一种零毛刺吸盘的加工工艺。
背景技术:
2.吸盘按照其原理可以分为磁力吸盘、真空吸盘和静电吸盘等,吸盘通常用来搬运物品以及充当零件的工装夹具,在工业生产中的应用十分普遍,真空吸盘是一种通过真空度来维持两个物体附着不分离的技术,通常充当薄壁或高精度工件的夹持工装,真空吸盘通常是在其出气端抽气,使得真空吸盘的出气端形成负气压,在真空吸盘内导流通道的导流作用下使得负气压产生的压力会作用到真空吸盘的进气端,使得进气端外侧的空气朝向真空吸盘流动实现对工件的压紧。
3.产品精度除去受设备本身加工精度的影响之外,还与夹持工装的定位和夹紧过程有关,现有的真空吸盘为了提高加工生产的效率,通常会在真空吸盘的出气端设置多个工位槽,工位槽的内底面上会开设有与进气端连通的进气孔,在出气端负气压固定的情况下,进气孔决定着工位槽内压紧工件的作用力的大小,进气孔是通过数控加工中心的钻头自工位槽的内底面朝向导流通道的一侧进给加工而成,因而通常会在进气孔和导流通道处的连通处形成有穿至导流通道内的毛刺。
4.毛刺的存在通常会影响到进气孔与导流通道之间气流的流动过程,位于不同进气孔的毛刺的数量和大小均不相同,因而会导致不同工位槽内出现压紧作用力不同的现象,使得不同工位槽内的工件在加工过程所处的环境不同,使得同一吸盘上的工件出现加工质量不一的情况,因而这些位于进气孔和导流通道之间的毛刺需要去除,传统的方式通常是通过酸洗的方式来去除毛刺,这种方式虽然达到了去除毛刺的效果,但在酸洗的时候需要将整个真空吸盘浸入到酸洗液内,酸洗液会腐蚀整个真空吸盘,同时在酸洗的时候酸洗溶液的浓度和酸洗的时间都要严格把控,但在酸洗的时候酸洗溶液的浓度在不断变化,同时在酸洗的时候很难做到时间把控的绝对精准,稍有不慎便会出现真空吸盘的加工尺寸差别过大,使得真空吸盘无法满足高精度零件的加工需要,导致真空吸盘的报废,不仅浪费了真空吸盘的材料还浪费了大量的工序、时间和人力成本,因而设置一种新的方法来解决真空吸盘在加工过程出现毛刺影响吸盘使用精度的问题就很有必要。
5.本发明提出一种新的技术方案来解决上述的技术问题。
技术实现要素:
6.针对现有技术存在的不足,本发明的目的在于提供一种零毛刺吸盘的加工工艺,通过加工工艺的设置达到解决真空吸盘在加工过程中出现毛刺影响吸盘使用精度的目的。
7.本发明的上述技术目的是通过以下技术方案得以实现的:一种零毛刺吸盘的加工工艺,包括如下步骤:
8.步骤一,将一块铸件板放置在数控加工中心的工作台上并压紧,将铸件板的一侧端面正对刀具;
9.步骤二,将铸件板正对刀具的端面利用数控加工中心的铣削加工铣削为靠近出气端的第一端面;
10.步骤三,将铸件板取下并将第一端面与数控加工中心的工作台贴合并压紧,利用数控加工中心的铣削加工在铸件板上铣削出靠近进气端的第二端面;
11.步骤四,利用数控加工中心的铣削加工将铸件板相对的两个侧壁铣削为第一侧壁;
12.步骤五,利用数控加工中心的铣削加工将铸件板剩余的两个相对侧壁铣削为第二侧壁;
13.步骤六,将第二端面与数控加工中心的工作台贴合并固定,利用数控加工中心的铣削加工在第一端面上将外密封槽铣削出来;
14.步骤七,在外密封槽内底面的中心位置利用数控加工中心的铣削加工将内密封槽铣削出来;
15.步骤八,在内密封槽内底面的中心位置利用数控加工中心的铣削加工将出气槽铣削出来,出气槽与外密封槽连通;
16.步骤九,将第一侧壁与数控加工中心的工作台固定,利用数控加工中心的钻削加工在第二侧壁上加工出与出气槽连通的若干导流通孔;
17.步骤十,在导流通孔内穿入金属杆,金属杆的外周壁与导流通孔的内周壁贴合;
18.步骤十一,将第一端面与数控加工中心的工作台固定,利用数控加工中心的铣削加工在第二端面上铣削出若干工位槽;
19.步骤十二,在工位槽的内底面上利用数控加工中心的钻削加工开设进气孔,进气孔与导流通孔连通,钻削进气孔的过程中刀具的头部穿至金属杆内;
20.步骤十三,将导流通孔内的金属杆取出。
21.通过采用上述技术方案,通过步骤一实现对铸件板的压紧,确保步骤二铣削第一端面过程的稳定实现,步骤三可以利用步骤二铣削出的第一端面具有的表面平整的特点,确保铣削出的第二端面的表面更加平整,步骤四铣削出的第一侧壁用于为步骤五第二侧壁铣削的过程定位,确保铣削出的第二侧壁的精度,进而确保步骤九钻削的导流通孔的精度,步骤六铣削的外密封槽实现对步骤七铣削的内密封槽的稳定密封,步骤七铣削的内密封槽实现对步骤八铣削出来的出气槽的稳定密封,进而确保出气槽出气过程的稳定,将步骤六、步骤七和步骤八设置在步骤九的前端,可以避免步骤八铣削过程中产生的切屑落入到导流通孔内,步骤九钻削的导流通孔用于将出气槽内存在的吸力传递至铸件板的各个位置,确保成品吸盘可以吸附更多的零件,同时还可以利用导流通孔将步骤十一中进气孔加工过程产生的铁屑收集起来,确保加工的进气孔尺寸的稳定,在步骤十的过程中将金属杆穿入到导流通孔内且金属杆与导流通孔的内周壁相贴合,该步骤的设置利用金属杆具有的强度实现对导流通孔的支撑,进而在后续的步骤十一和步骤十二的加工过程中避免因铸件板的形变影响到后续步骤十一和步骤十二的加工精度,将步骤十一设置在步骤十二的前面,可以避免步骤十一工位槽加工过程中产生的废屑进入到进气孔内堵塞进气孔,工位槽实现对放置工件的稳定限位,确保吸盘限位和放置工件效果的稳定,步骤十二将刀具头部设置为穿入金属杆内的过程,使得金属杆上也会出现与进气孔中心线重合的孔,使得进气孔旋转过程中产生的毛刺部分下移至金属杆上,当刀具从进气孔内取出时,在步骤十三的过程中,在
金属杆逐渐自导流通孔内取出时,金属杆会将进气孔与导流通孔连接处的毛刺刮除,避免进气孔的出气口处存在毛刺影响到进气管进气的过程,有效确保吸盘整体的使用精度。
22.本发明进一步设置为:在步骤十之前对金属杆的表面进行检查,确保金属杆的表面光滑无毛刺。
23.通过采用上述技术方案,确保金属杆表面质量的稳定,避免金属杆表面存在的毛刺刮伤导流通孔的内壁影响吸盘的整体精度。
24.本发明进一步设置为:工位槽长度方向的两个侧壁上开设有相互对称的两个取出槽,取出槽的槽深与工位槽的槽深相等。
25.通过采用上述技术方案,开设的取出槽方便将夹具伸入到工位槽内实现对放置工件的稳定夹紧,使得工件的取放过程变得更加平稳,减少在工件取放过程中对于工件造成的损伤,提高工件的生产精度和生产质量。
26.本发明进一步设置为:在步骤十三当中,将直径与金属杆相同的取出杆与金属杆的侧壁相抵,利用橡胶锤轻敲取出杆将金属杆自导流通孔中取出。
27.通过采用上述技术方案,利用橡胶锤敲击取出杆具有的振动小的特点,减小金属杆取出过程的振动,确保金属杆自导流通孔内取出过程的平稳顺畅,确保金属杆对导流通孔内毛刺的稳定刮除,提高成品吸盘的整体质量。
28.本发明进一步设置为:步骤十四,对加工完成的铸件板喷涂防锈油。
29.通过采用上述技术方案,利用防锈油具有的防锈性能,实现对加工完成后的铸件板的稳定保护,避免锈蚀影响到成品吸盘的整体精度。
30.综上所述,本发明具有以下有益效果:
31.通过金属杆的外周壁与导流通孔内周壁相抵,在加工进气孔的时候保证进气孔与导流通孔接缝处的毛刺可以下移至金属杆内钻出的孔洞内,减少进气孔与导流通孔接缝处毛刺的数量,进而可以减少进气孔出气口处的毛刺对进气孔进气功能的影响,将金属杆自导流通孔内抽出,在金属杆自导流通孔内抽出的过程中会将进气孔和导流通孔处的毛刺刮除,进而可以减少进气孔和导流通孔在加工过程中产生的毛刺对于吸盘整体吸附效果的影响。
附图说明
32.图1为本发明通过步骤一至步骤五加工出的铸件板的结构示意图一;
33.图2为本发明通过步骤一至步骤五加工出的铸件板的结构示意图二;
34.图3为本发明步骤六完成后的铸件板的结构示意图;
35.图4为本发明步骤七完成后的铸件板的结构示意图;
36.图5为本发明步骤八完成后的铸件板的结构示意图;
37.图6为本发明步骤九完成后的铸件板的结构示意图;
38.图7为本发明步骤十完成后的铸件板的结构示意图;
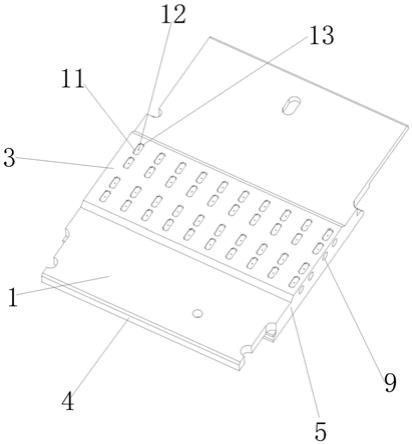
39.图8为本发明步骤十一完成后的铸件板的结构示意图;
40.图9为本发明步骤十二完成后的铸件板的结构示意图;
41.图10为本发明步骤十三完成后的铸件板的结构示意图。
42.图中:1、铸件板;2、第一端面;3、第二端面;4、第一侧壁;5、第二侧壁;6、外密封槽;
7、内密封槽;8、出气槽;9、导流通孔;10、金属杆;11、工位槽;12、进气孔;13、取出槽。
具体实施方式
43.下面结合附图和实施例,对本发明进行详细描述。
44.一种零毛刺吸盘的加工工艺,如图1和图2所示,包括如下步骤:步骤一,将一块铸件板1放置在数控加工中心的工作台上利用工装夹具完成对铸件板1的定位和夹紧过程,通过对铸件板1的定位和夹紧来确保铸件板1在加工过程中保持在稳定的位置,确保铸件板1加工过程和加工质量的稳定,将铸件板1的一侧端面正对刀具。
45.如图1和图2所示,步骤二,将铸件板1正对刀具的端面利用数控加工中心的铣削加工铣削为靠近出气端的第一端面2;步骤三,将铸件板1取下并将第一端面2与数控加工中心的工作台贴合并压紧,利用数控加工中心的铣削加工在铸件板1上铣削出靠近进气端的第二端面3,铣削出来的第一端面2一方面用作第二端面3加工过程中的定位面,确保加工出的第二端面3的精度更好,进而确保进气端与工件接触时可以更好地实现对待吸附工件的稳定吸附,确保生产出来的吸盘精度更好。
46.如图1和图2所示,步骤四,利用数控加工中心的铣削加工将铸件板1相对的两个侧壁铣削为第一侧壁4;步骤五,利用数控加工中心的铣削加工将铸件板1剩余的两个相对侧壁铣削为第二侧壁5,利用铣削出来的第一侧壁4作为第二侧壁5加工过程中的定位面,使得加工出来的第二侧壁5的精度更高,进而可以在第二侧壁5上进行精度更高的加工过程。
47.如图3
‑
图6所示,步骤六,将第二端面3与数控加工中心的工作台贴合并固定,利用数控加工中心的铣削加工在第一端面2上将外密封槽6铣削出来;步骤七,在外密封槽6内底面的中心位置利用数控加工中心的铣削加工将内密封槽7铣削出来,利用自外向内依次设置的外密封槽6和内密封槽7可以使得吸盘整体接通吸气接头时,吸气接头产生的气压可以更好地通入到吸盘的内部,进而确保吸盘可以实现对工件的稳定吸附。
48.如图3
‑
图6所示,步骤八,在内密封槽7内底面的中心位置利用数控加工中心的铣削加工将出气槽8铣削出来,出气槽8与外密封槽6连通;步骤九,将第一侧壁4与数控加工中心的工作台固定,利用数控加工中心的钻削加工在第二侧壁5上加工出与出气槽8连通的若干导流通孔9,通过开设的出气槽8可以将多个导流通孔9连通,确保出气端产生的气压差可以更好地作用到多个导流通孔9内,在导流通孔9导流的作用下,使得出气端产的气压差可以作用到吸盘的各个位置,使得吸盘可以实现对多个工件的稳定吸附,减少吸盘上待加工零件的更换次数,一次装夹便可进行多次的加工操作,有效提高吸盘上吸附工件的加工效率。
49.如图7
‑
图10所示,步骤十,在导流通孔9内穿入金属杆10,在步骤十之前对金属杆10的表面进行检查,确保金属杆10的表面光滑无毛刺,避免金属杆10表面存在的毛刺划伤导流通孔9,金属杆10的材质为铜材质,金属杆10的外周壁与导流通孔9的内周壁贴合,利用金属杆10的外周壁与导流通孔9内周壁的贴合,实现对导流通孔9内周壁的支撑,进而实现对铸件板1整体强度的增强,减轻导流通孔9的开设对于铸件板1强度的削弱,减小后续加工的过程中因铸件板1的轻微形变影响吸盘整体的精度;步骤十一,将第一端面2与数控加工中心的工作台固定,利用数控加工中心的铣削加工在第二端面3上铣削出若干工位槽11,工位槽11长度方向的两个侧壁上利用数控加工中心的铣削加工开设出相互对称的两个取出
槽13,取出槽13的槽深与工位槽11的槽深相等,取出槽13的开设用于方便夹具穿入到工位槽11内实现对工件的稳定夹紧,有效提高生产工件的生产精度,设置的工位槽11供待加工零件的稳定放置,实现对待加工工件的稳定限位,有效确保待加工工件的加工质量。
50.如图7
‑
图10所示,步骤十二,在工位槽11的内底面上利用数控加工中心的钻削加工开设进气孔12,进气孔12与导流通孔9连通,开设的进气孔12连通了工位槽11和导流通孔9,进而使得出气槽8处产生的气压差可以作用到工位槽11内,实现对工位槽11内工件的稳定吸附,确保待加工工件加工过程的平稳进行,钻削进气孔12的过程中刀具的头部穿至金属杆10内,该过程的设置在钻削进气孔12的过程中,会将进气孔12与导流通孔9接缝处的形成的毛刺部分移动至金属杆10内钻削的孔洞内,减轻进气孔12与导流通孔9接缝处的毛刺对于进气孔12进气过程的影响,利用铜金属相较于多种有色金属具有的质软特点,使得钻头在金属杆10上加工的过程中会产生更加轻微的振动,减少钻削金属杆10的过程中产生的振动对于进气孔12精度的影响,使得加工完成的进气孔12的精度更高,进而有效提高吸盘整体的吸附性能。
51.如图7
‑
图10所示,步骤十三,将导流通孔9内的金属杆10取出。在步骤十三当中,将直径与金属杆10相同的取出杆与金属杆10的侧壁相抵,取出杆设置为铜棒,利用铜棒相较于多种金属具有质软的特点来减小金属杆10取出过程产生的振动,进而有效提高金属杆10取出过程的平稳程度,减小因金属杆10的振动对于吸盘精度的影响,利用橡胶锤轻敲取出杆将金属杆10自导流通孔9中取出,利用橡胶锤在撞击取出杆的时候具有振动小且平稳的特点来进一步确保金属杆10取出过程的平稳顺畅,在将金属杆10自导流通孔9取出的过程中,通过金属杆10与进气孔12和导流通孔9接缝槽处的抵触将进气孔12与导流通孔9接缝处剩余毛刺的刮除,进一步减轻进气孔12出气端的毛刺量,减小毛刺对于进气孔12进气过程的影响,确保进气孔12进气过程的平稳顺畅,进而确保吸盘整体吸附效果的稳定;步骤十四,对加工完成的铸件板1喷涂防锈油,利用防锈油来隔绝铸件板1与外界环境的直接接触,进而减小环境对于吸盘的损伤。
52.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。