一种uv灯成型工装
技术领域
1.本技术涉及uv灯成型辅助设备的技术领域,尤其是涉及一种uv灯成型工装。
背景技术:
2.uv灯是紫外线灯管的简称,uv灯为气体放电灯,气体放电灯分为弧光放电和辉光放电,uv固化中常用uv灯为弧光放电灯,其工作原理是:在真空的石英管中加入定量的高纯汞,通过对两端电极提供电压差,产生离子放电,从而产生紫外线辐射。这种灯主要是用来利用紫外线的特性进行光化反应、产品固化、杀菌消毒、医疗检验等。
3.参照图1,现有技术中的一种uv灯,包括管体51和两个长短不同的引脚52。引脚52为直角z型,装配时,两个引脚52的一端平行固定于管体51内,并且两个引脚52同时远离管体51的一端之间的距离,大于两个引脚52同时靠近管体51一端之间的距离。最终成型时,还需要调整两个引脚52远离管体51的一端与管体51的相对角度。目前,普遍采用手工弯折的方式进行调整,但是受人力因素制约,很难保证每个uv灯上的管体51与引脚52的相对角度保持在误差范围内。
4.针对上述中的相关技术,发明人认为存在成型质量较低的缺陷。
技术实现要素:
5.为了提高uv灯的成型质量,本技术提供一种uv灯成型工装。
6.本技术提供的一种uv灯成型工装采用如下的技术方案:
7.一种uv灯成型工装,包括底座,设置于所述底座上的定位机构和挤压机构;
8.所述定位机构包括支撑板、压紧组件和支撑台;
9.所述支撑板上开设有用于水平支撑部分uv灯引脚的定位槽;
10.所述压紧组件用于压紧固定位于定位槽内的uv灯引脚部分;
11.所述支撑台上设置有用于放置uv灯管体的容置槽,所述容置槽的倾斜角度根据uv灯成型所需角度设置;
12.所述挤压机构包括固定于所述底座上的支架,所述支架上沿竖直方向移连接有成型压头,所述成型压头位于uv灯引脚伸出支撑板部分的上方,并且所述成型压头与所述支撑板的水平距离等于uv灯引脚的直径大小。
13.通过采用上述技术方案,容置槽的倾斜角度根据uv灯成型所需角度设置,将uv灯管体和uv灯引脚分别放置于容置槽和支撑板上后,通过压紧组件将uv灯引脚位于支撑板上的部分固定,向下移动成型压头时,成型压头将uv灯引脚紧贴至支撑板侧壁上,此时uv灯引脚折弯段呈竖直状态,折弯角度定位准确,有效保证了每个uv灯管体和引脚之间的相对角度,提高了uv灯的成型质量。
14.优选的,所述成型压头倾斜设置,并且所述成型压头远离支撑板的一端的水平高度低于成型压头靠近支撑板的一端的水平高度设置;并且所述压头的拐角处设置为弧形。
15.通过采用上述技术方案,成型压头倾斜设置,并且其拐角处设置为弧形,避免成型
压头挤压uv灯引脚时破坏uv灯引脚侧壁,保证成型质量。
16.优选的,所述成型压头成阶梯状设置,所述成型压头向下移动时逐一对uv灯上的两个uv灯引脚挤压成型。
17.通过采用上述技术方案,成型压头成阶梯状设置,避免同时对uv灯上的两个uv灯引脚进行挤压成型时,uv灯管体受力过大而破裂。
18.优选的,所述成型压头与所述支架之间设置有复位组件;
19.所述复位组件包括固定于所述成型压头顶部的顶板,所述顶板与支架之间固定连接有复位弹簧;
20.所述复位弹簧的轴线方向沿竖直方向设置。
21.通过采用上述技术方案,推动成型压头向下移动至完成一个uv灯成型操作的位置处,解除外部对成型压头施加的作用力,在复位弹簧的作用下,成型压头自动上升,方便取放uv灯,进而提高成型效率。
22.优选的,所述压紧组件包括沿竖直方向滑移连接于所述顶板上的导向板;
23.所述导向板上开设有导向槽,所述顶板上水平固定连接有穿过所述导向槽的限位杆;
24.所述导向板底部固定连接有限位块,所述限位块与所述顶板之间固定连接有挤压弹簧;
25.所述限位块底部固定连接有压紧头,所述压紧头位于所述定位槽的正上方。
26.通过采用上述技术方案,对uv灯进行成型操作时,首先将uv灯引脚放置在定位槽位置处,而后将uv灯管体放置在支撑台上的容置槽内。向下挤压顶板,压紧头首先进入定位槽内,在挤压弹簧的作用下对位于定位槽内的uv灯引脚进行压紧定位。待uv灯成型完成后,解除对顶板的外部压力,在复位弹簧的作用下顶板向上移动,进而带动压紧头解除对uv灯引脚的锁紧作用,省去了单独固定和解除uv灯引脚的步骤,进一步提高了成型效率。
27.优选的,所述容置槽为与uv灯管体的形状相适配的槽。
28.通过采用上述技术方案,容置槽的形状与uv灯管体的形状相适配,提高了uv灯管体的稳定性。
29.优选的,所述支撑台上设置有调整所述支撑台与所述底座之间的相对角度的角度调节组件。
30.通过采用上述技术方案,支撑台上设置角度调节组件,通过调整支撑台与底座的相对角度,进而改变容置槽与底座之间的相对角度,方便对有不同成型角度需求的uv灯进行成型操作,提高适用范围。
31.优选的,所述角度调节组件包括两个间隔螺纹连接于所述支撑台上的调节顶丝,所述调节顶丝位于支撑台远离支撑板的一端;并且所述调节顶丝贯穿支撑台竖直方向的俩端设置。
32.通过采用上述技术方案,相对转动两个调节顶丝,改变支撑台背离支撑板的一端距离底座的距离,进而改变uv灯管体的初始角度,结构简单方便操作。
33.综上所述,本技术包括以下至少一种有益技术效果:
34.1.容置槽的倾斜角度根据uv灯成型所需角度设置,将uv灯管体和uv灯引脚分别放置于容置槽和支撑板上后,通过压紧组件将uv灯引脚位于支撑板上的部分固定,向下移动
成型压头时,成型压头将uv灯引脚紧贴至支撑板侧壁上,此时uv灯引脚折弯段呈竖直状态,折弯角度定位准确,有效保证了每个uv灯管体和引脚之间的相对角度,提高了uv灯的成型质量;
35.2.成型压头成阶梯状设置,避免同时对uv灯上的两个uv灯引脚进行挤压成型时,uv灯管体受力过大而破裂;
36.3.成型压头与支架之间设置复位组件,推动成型压头向下移动至完成一个uv灯成型操作的位置处,解除外部对成型压头施加的作用力,在复位弹簧的作用下,成型压头自动上升,方便取放uv灯,进而提高成型效率。
附图说明
37.图1是现有技术中的一种uv灯的整体结构示意图。
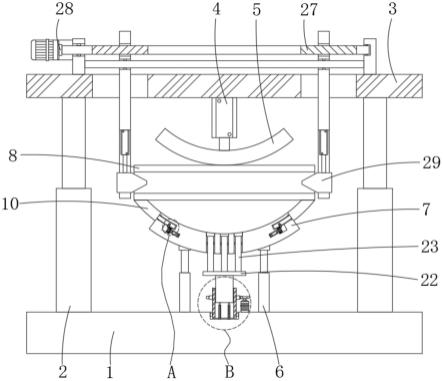
38.图2是本技术实施例的整体结构示意图。
39.图3是本技术实施例中显示成型压头的整体结构示意图。
40.附图标记说明:1、底座;2、定位机构;21、支撑板;211、定位槽;22、支撑台;221、容置槽;23、压紧组件;231、导向板;2311、导向槽;232、侧杆;233、挤压弹簧;234、限位块;235、压紧头;3、挤压机构;31、支架;311、支撑立柱;312、固定板;32、成型压头;33、复位组件;331、顶板;3311、让位槽;3312、限位杆;332、复位弹簧;4、角度调节组件;41、调节顶丝;51、管体;52、引脚。
具体实施方式
41.以下结合附图1-3对本技术作进一步详细说明。
42.本技术实施例公开一种uv灯成型工装。
实施例
43.参照图1,一种uv灯成型工装,包括底座1,设置在底座1上的用于确定uv灯初始放置位置的定位机构2,和设置在底座1上的通过挤压而弯折uv灯引脚的挤压机构3。
44.定位机构2包括支撑uv灯引脚部分的支撑板21,支撑uv灯管体部分的支撑台22和用于固定uv灯引脚的压紧组件23。支撑板21垂直固定于底座1上,支撑板21顶部开设有定位槽211,定位槽211贯穿支撑板21顶部及厚度方向的两端设置,两个uv灯引脚靠近管体的一段能够同时放置在定位槽211内。
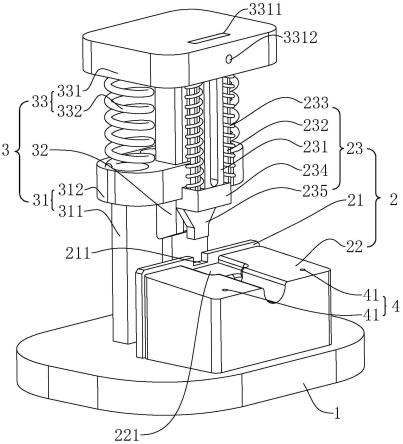
45.支撑台22顶部开设有放置uv灯管体的容置槽221,容置槽221贯穿支撑台22顶部和长度方向的两端设置,容置槽221的形状为与uv灯管体的形状相适配的槽。并且容置槽221在竖直方向上的倾斜角度可以根据uv灯成型所需角度做适配调整。支撑台22顶部既可以为平面也可以为斜面,本技术实施例中为了方便在支撑台22上开设对应角度的容置槽221,支撑台22顶部表面设置为斜面,其倾斜角度与容置槽221的倾斜角度相同。
46.对uv灯进行定位时,首先将uv灯引脚靠近uv灯管体的部分放置在定位槽211内,并使uv灯引脚上的折弯处紧贴支撑板21侧壁,而后将支撑台22放置在底座1上紧贴支撑板21位置处,并使容置槽221对准定位槽211设置,最后将uv灯管体放置在容置槽221内,对uv灯进行成型前利用压紧组件23将位于定位槽211内的uv灯引脚部分压紧固定于支撑板21上。
47.参照图2,挤压机构3包括支架31和滑移连接于支架31上的成型压头32。支架31包括固定于底座1上的支撑立柱311,支撑立柱311位于支撑板21背离支撑台22的一端,支撑立柱311顶部固定连接有固定板312,固定板312的水平高度高于支撑板21的水平高度。固定板312上沿竖直方向开设有滑移槽,成型压头32滑移连接于滑移槽内,成型压头32位于距离支撑板21的距离等于uv灯引脚的直径。
48.对uv灯进行成型时,将uv灯位置固定后,沿滑移槽方向带动成型压头32向下移动,当成型压头32接触到uv灯引脚后,继续带动成型压头32向下移动,直到将uv灯引脚伸出支撑板21外的部分全部折弯成型,而后向上提起成型压头32将成型的uv灯取下。通过定位机构2和挤压机构3的共同配合,确保了成型压头32每次对不同的uv灯进行成型时作用位置均相同,有效保证了每个uv灯管体和引脚之间的相对角度,提高了uv灯的成型质量。
49.为了提高了成型效率,成型压头32与固定板312之间设置有复位组件33。复位组件33包括固定于成型压头32顶部的顶板331,顶板331与固定板312之间间隔固定连接有两个复位弹簧332,两个复位弹簧332的轴线方向沿竖直方向设置,并且两个复位弹簧332分别位于成型压头32的两侧。
50.带动成型压头32向下移动至完成一个uv灯成型操作的位置处,解除外部对成型压头32施加的作用力,在两个复位弹簧332的共同作用下,成型压头32沿滑移槽方向向上移动复位,省去向上拔起成型压头32的步骤,进而方便快速对下一个未成型的uv灯进行成型工作,有效提高了成型效率。
51.为了避免成型压头32向下挤压uv灯引脚的过程中,成型压头32损坏uv灯引脚的侧壁。成型压头32朝向底座1的一端倾斜设置,并且成型压头32远离支撑板21的一端的水平高度低于成型压头32靠近支撑板21一端的水平高度。并且在成型压头32朝向底座1一端的拐角处设置为弧形,从而减小成型压头32向下挤压uv灯引脚时与uv灯引脚之间的摩擦力。
52.为了避免成型压头32同时挤压弯折两个uv灯引脚时,uv灯管体受力过大而损坏。成型压头32朝向底座1的一端设置为阶梯状,从而使成型压头32向下移动过程中首先对一个uv灯引脚挤压弯折成型,待其成型后再继续向下移动对另一个uv灯引脚进行挤压弯折成型。有效减轻了uv灯成型时作用在uv灯管体上的作用力。
53.参照图3,为了进一步提高uv灯的成型效率,压紧组件23设置在顶板331上。顶板331上开设有让位槽3311,让位槽3311沿竖直方向贯穿顶板331设置。压紧组件23包括滑移连接在顶板331上的让位槽3311内的导向板231,导向板231长度方向沿竖直方向设置。导向板231上开设有导向槽2311,导向槽2311沿导向板231长度方向设置,并且导向槽2311贯穿导向板231厚度方向的两端设置。顶板331上与让位槽3311和导向槽2311对应位置处固定连接有限位杆,限位杆沿水平方向同时穿过让位槽3311和导向槽2311设置。
54.导向板231宽度方向的两端均固定连接有侧杆232,两个侧杆232与导向板231之间留有空隙。每个侧杆232上均套设有挤压弹簧233,导向板231和两个侧杆232的底部同时固定连接有限位块234,挤压弹簧233的两端分别固定于限位块234和顶板331上。限位块234朝向固定板312的一端抵接于固定板312底部。限位块234朝向底座1的一端固定连接有夹紧头235,压紧头235位于定位槽211的正上方,并且压紧头235能够伸入定位槽211内。
55.对uv灯进行成型时,首先将uv灯引脚放置在定位槽211位置处,而后将uv灯管体放置在支撑台22上。向下挤压顶板331,压紧头235首先进入定位槽211内,在挤压弹簧233的作
用下对位于定位槽211内的uv灯引脚进行压紧定位。待uv灯成型完成后,解除对顶板331的压力,在复位弹簧332的作用下顶板331向上移动,进而带动压紧头235解除对uv灯引脚的锁紧作用,省去了单独固定uv灯引脚的步骤,进一步提高了成型效率。
56.为了方便调整容置槽221相对底座1的角度,支撑台22上设置有角度调节组件4,角度调节组件4包括螺纹连接于支撑台22背离支撑板21一侧的两个调节顶丝41,两个调节顶丝41间隔固定于支撑台22宽度方向的两端,调节顶丝41的轴线方向沿竖直方向设置,调节顶丝41贯穿支撑台22高度方向设置。
57.相对转动两个调节顶丝41,使支撑台22背离支撑板21的一端抬离底座1,进而方便根据不同uv灯成型角度需求,调整uv灯管体与uv灯引脚之间的相对角度,大大提高了适用范围。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。