1.本实用新型涉及一种注塑辅助摆放装置,具体涉及一种磁吸注塑件成型前自动摆放装置。
背景技术:
2.磁吸玩具的部件包括磁吸件和注塑件。注塑件需要通过注塑模具注塑成型,因此需要首先将磁吸件放入模具的型腔内,再合模进行注塑操作,经冷却成型后得到磁吸注塑件产品。
3.现有的磁吸件放入操作均为人工手动摆放。人工手动摆放,存在以下缺陷:
4.1、需要消耗较多的人力劳动;
5.2、同一型腔内要放置多个磁吸件,有可能会出现漏放现象;
6.3、注塑模具会重复地开模和合模,人工摆放存在安全隐患。
技术实现要素:
7.本实用新型的目的是:
8.开发一种磁吸注塑件成型前自动摆放装置,可在模具合模前,将磁吸件自动放入至模具上的型腔内,代替人工手动摆放的操作,降低人力劳动强度,消除安全隐患,同时避免漏放现象。
9.为了实现上述目的,本实用新型提供如下的技术方案:
10.一种磁吸注塑件成型前自动摆放装置,包括模组连接板、升降气缸、摆料气缸、磁件定位座以及顶料气缸;所述升降气缸的缸体与模组连接板连接,所述升降气缸的活塞杆底端设置有升降架,所述摆料气缸的缸体与升降架连接,所述摆料气缸的活塞杆上设置有摆料架,所述摆料架包括中心座和端座,所述端座通过伸缩杆与中心座连接,所述磁件定位座位于端座上,所述顶料气缸的缸体与端座连接,所述顶料气缸的活塞杆末端设置有顶料块,所述顶料块与磁件定位座的位置相对应。
11.进一步的,所述中心座与摆料气缸的活塞杆同轴连接,所述伸缩杆的数量为多个并且相对于中心座呈圆周阵列状设置。
12.进一步的,所述中心座上设置有对位针,所述对位针具体位于中心座远离摆料气缸的一侧。
13.进一步的,所述端座与伸缩杆一一对应,所述端座呈条形,所述顶料气缸位于端座中部,并且顶料气缸的活塞杆与摆料气缸的活塞杆相平行。
14.进一步的,所述磁件定位座上设置有阶梯定位槽,所述磁件定位座相对于顶料块呈对称状布置,所述磁件定位座的材质为铁。
15.进一步的,所述顶料块上设置有料槽,所述顶料块的材质为橡胶。
16.本实用新型的有益效果为:一种磁吸注塑件成型前自动摆放装置,利用升降气缸、摆料气缸、摆料架、磁件定位座、顶料气缸以及顶料块的搭配,可在模具合模前,将磁吸件自
动放入至模具上的型腔内,实现磁吸件的摆放,代替人工手动摆放的操作,从而降低人力劳动强度,降低用工成本,并且消除安全隐患,同时避免漏放现象,确保磁吸注塑件的质量。
附图说明
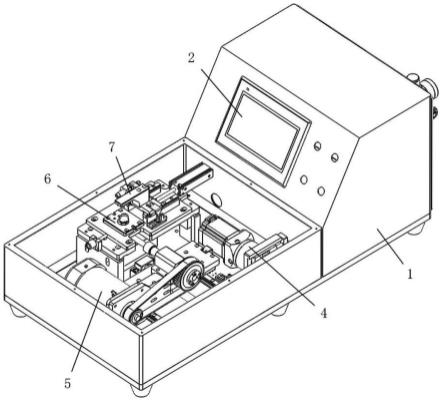
17.图1为本实用新型一种磁吸注塑件成型前自动摆放装置的示意图。
18.图2为本实用新型一种磁吸注塑件成型前自动摆放装置另一视角的示意图。
19.图3为本实用新型一种磁吸注塑件成型前自动摆放装置的部分结构图。
20.图中:1、模组连接板;2、升降气缸;3、升降架;4、摆料气缸;5、摆料架;51、中心座;52、对位针;53、端座;54、伸缩杆;6、磁件定位座;61、阶梯定位槽;7、顶料气缸;8、顶料块;81、料槽。
具体实施方式
21.为了使本实用新型的目的、技术方案及有益效果更加清楚、明了,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
22.参考图1至图3,一种磁吸注塑件成型前自动摆放装置,包括模组连接板1、升降气缸2、摆料气缸4、磁件定位座6以及顶料气缸7;所述升降气缸2的缸体与模组连接板1连接,模组连接板1通过螺钉与注塑机的多轴模组手臂的滑块连接,所述升降气缸2的活塞杆底端设置有升降架3,升降气缸2用于驱动升降架3上下升降移动,所述摆料气缸4的缸体与升降架3连接,升降架3用于固定摆料气缸4,所述摆料气缸4的活塞杆上设置有摆料架5,摆料气缸4用于驱动摆料架5往复移动,所述摆料架5包括中心座51和端座53,所述端座53通过伸缩杆54与中心座51连接,伸缩杆54的长度可根据实际情况调节,所述磁件定位座6位于端座53上,磁件定位座6用于对磁吸件进行固定,所述顶料气缸7的缸体与端座53连接,所述顶料气缸7的活塞杆末端设置有顶料块8,顶料气缸7用于驱动顶料块8移动,实现磁吸件的放入,所述顶料块8与磁件定位座6的位置相对应。
23.所述中心座51与摆料气缸4的活塞杆同轴连接,所述伸缩杆54的数量为多个并且相对于中心座51呈圆周阵列状设置,同时可实现三个磁吸件的放入。
24.所述中心座51上设置有对位针52,所述对位针52具体位于中心座51远离摆料气缸4的一侧,对位针52在摆料时可插入模具上的孔内,实现导向和对位。
25.所述端座53与伸缩杆54一一对应,所述端座53呈条形,所述顶料气缸7位于端座53中部,端座53用于固定顶料气缸7和磁件定位座6,并且顶料气缸7的活塞杆与摆料气缸4的活塞杆相平行,顶料气缸7可实现二级顶推摆料,确保放入到位。
26.所述磁件定位座6上设置有阶梯定位槽61,阶梯定位槽61用于对磁吸件进行定位,所述磁件定位座6相对于顶料块8呈对称状布置,对磁吸件进行定位的两端进行定位,所述磁件定位座6的材质为铁,可被具有磁力的磁吸件吸引,从而避免磁吸件从磁件定位座6的阶梯定位槽61落出。
27.所述顶料块8上设置有料槽81,料槽81用于定位磁吸件,所述顶料块8的材质为橡胶,不会与磁吸件产生磁吸力,从而确保磁吸件放入后不会因为复位动作而落出。
28.本实用新型的工作原理为:首先将模组连接板1固定在注塑机的多轴模组手臂的
模组滑板上,当开模落料后,需要进行磁吸件的摆放;此时,将磁吸件放置在磁件定位座6上的阶梯定位槽61内,同时磁吸件也位于顶料块8上的料槽81内,由于磁吸件存在磁性,可吸引铁质的磁件定位座6,从而避免掉落;
29.注塑机的多轴模组手臂驱动模组连接板1至模具正上方,升降气缸2的活塞杆向下伸出,驱动升降架3下移,下移到位后,摆料架5正对模具上的型腔;
30.随后摆料气缸4的活塞杆驱动摆料架5朝向型腔移动,使磁吸件靠近型腔;随后顶料气缸7的活塞杆伸出,驱动顶料块8朝向型腔移动,从而将磁吸件从磁件定位座6上的阶梯定位槽61内推出,并推入至型腔内的特定位置处,实现磁吸件的全部摆放;由于顶料块8为橡胶材质,并不存在磁吸力,因此在复位时不会导致磁吸件脱出的不良现象。
31.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种磁吸注塑件成型前自动摆放装置,其特征在于:包括模组连接板(1)、升降气缸(2)、摆料气缸(4)、磁件定位座(6)以及顶料气缸(7);所述升降气缸(2)的缸体与模组连接板(1)连接,所述升降气缸(2)的活塞杆底端设置有升降架(3),所述摆料气缸(4)的缸体与升降架(3)连接,所述摆料气缸(4)的活塞杆上设置有摆料架(5),所述摆料架(5)包括中心座(51)和端座(53),所述端座(53)通过伸缩杆(54)与中心座(51)连接,所述磁件定位座(6)位于端座(53)上,所述顶料气缸(7)的缸体与端座(53)连接,所述顶料气缸(7)的活塞杆末端设置有顶料块(8),所述顶料块(8)与磁件定位座(6)的位置相对应。2.根据权利要求1所述的一种磁吸注塑件成型前自动摆放装置,其特征在于:所述中心座(51)与摆料气缸(4)的活塞杆同轴连接,所述伸缩杆(54)的数量为多个并且相对于中心座(51)呈圆周阵列状设置。3.根据权利要求2所述的一种磁吸注塑件成型前自动摆放装置,其特征在于:所述中心座(51)上设置有对位针(52),所述对位针(52)具体位于中心座(51)远离摆料气缸(4)的一侧。4.根据权利要求3所述的一种磁吸注塑件成型前自动摆放装置,其特征在于:所述端座(53)与伸缩杆(54)一一对应,所述端座(53)呈条形,所述顶料气缸(7)位于端座(53)中部,并且顶料气缸(7)的活塞杆与摆料气缸(4)的活塞杆相平行。5.根据权利要求4所述的一种磁吸注塑件成型前自动摆放装置,其特征在于:所述磁件定位座(6)上设置有阶梯定位槽(61),所述磁件定位座(6)相对于顶料块(8)呈对称状布置,所述磁件定位座(6)的材质为铁。6.根据权利要求5所述的一种磁吸注塑件成型前自动摆放装置,其特征在于:所述顶料块(8)上设置有料槽(81),所述顶料块(8)的材质为橡胶。
技术总结
本实用新型涉及一种磁吸注塑件成型前自动摆放装置,包括模组连接板、升降气缸、摆料气缸、磁件定位座以及顶料气缸;所述升降气缸的缸体与模组连接板连接,所述升降气缸的活塞杆底端设置有升降架,所述摆料气缸的缸体与升降架连接,所述摆料气缸的活塞杆上设置有摆料架,所述摆料架包括中心座和端座,所述端座通过伸缩杆与中心座连接,所述磁件定位座位于端座上,所述顶料气缸的缸体与端座连接,所述顶料气缸的活塞杆末端设置有顶料块,所述顶料块与磁件定位座的位置相对应。本实用新型可在模具合模前,将磁吸件自动放入至模具上的型腔内,代替人工手动摆放的操作,降低人力劳动强度,消除安全隐患,同时避免漏放现象。同时避免漏放现象。同时避免漏放现象。
技术研发人员:刘松华 王辉
受保护的技术使用者:苏州华系模塑科技有限公司
技术研发日:2021.12.31
技术公布日:2022/6/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。