1.本实用新型涉及一种自动铣削设备,具体涉及一种汽车传感器塑壳水口自动铣削设备。
背景技术:
2.用于汽车abs系统上的传感器,在完成注塑生产后,需要将塑壳外部上的水口去除,从而可在后段工序对其进行装配。
3.由于塑壳的结构较为复杂,并且出于注塑工艺的限制,塑壳上的水口位于传感器的凹槽内。如采用常用的机械裁切的方式,一是裁切位置受限,刀具不易伸入和进行裁切操作,二是容易造成传感器上的金属针脚的弯曲或者变形,三是在水口裁切断裂的瞬间,容易将塑壳本身的结构拉扯下来一块,导致出现局部残缺现象,只能做报废处理。
技术实现要素:
4.本实用新型的目的是:
5.设计一种汽车传感器塑壳水口自动铣削设备,通过高速铣削的方式,实现传感器塑壳上凹槽内的水口的磨削去除,代替裁切的方式,磨削操作方便易行,不受狭窄空间限制,不会触碰到金属针脚,同时不会造成塑壳本身残缺的现象。
6.为了实现上述目的,本实用新型提供如下的技术方案:
7.一种汽车传感器塑壳水口自动铣削设备,包括机柜、工控电脑、水平进给机构、高速铣削机构、塑壳定位机构以及塑壳上压紧机构;所述水平进给机构、高速铣削机构、塑壳定位机构以及塑壳上压紧机构均位于机柜内侧,所述高速铣削机构与水平进给机构活动连接,所述塑壳上压紧机构位于塑壳定位机构上,所述塑壳定位机构与高速铣削机构的位置相对应;所述高速铣削机构包括高速电机和铣刀,所述高速电机的转轴与刀座轴同轴连接,所述铣刀与刀座轴可拆卸式连接;所述塑壳上压紧机构包括平移气缸和上压块,所述上压块与平移气缸的活塞杆连接。
8.进一步的,所述水平进给机构包括伺服电机和进给丝杆;所述进给丝杆通过第一同步带机构与伺服电机的转轴活动连接,所述进给丝杆水平布置。
9.进一步的,所述高速铣削机构还包括滑板,所述滑板与机柜内的下滑轨活动连接,所述高速电机位于滑板上,所述刀座轴通过轴承与滑板上的轴座活动连接,所述刀座轴通过第二同步带机构与高速电机的转轴活动连接。
10.进一步的,所述塑壳定位机构包括定位架、下托块以及收集箱;所述定位架位于机柜内部,所述定位架顶端设置有定位座,所述定位座上设置有定位通槽,所述定位通槽的下端设置有下托块,所述收集箱位于定位通槽的正下方。
11.进一步的,所述平移气缸水平设置在定位架上,所述上压块呈l形并且位于滑动块上;所述滑动块与定位架顶端的上滑轨活动连接,所述上压块与定位通槽的上下位置相对应。
12.本实用新型的有益效果为:一种汽车传感器塑壳水口自动铣削设备,通过高速铣削的方式,结合水平进给机构、高速铣削机构、塑壳定位机构以及塑壳上压紧机构的搭配利用,实现传感器塑壳上凹槽内的水口的磨削去除,代替裁切的方式,磨削操作方便易行,不受塑壳本身结构的狭窄空间限制,并且不会触碰到金属针脚,避免金属针脚弯曲变形,同时磨削操作不会造成塑壳本身残缺的现象,降低传感器产品的加工报废率。
附图说明
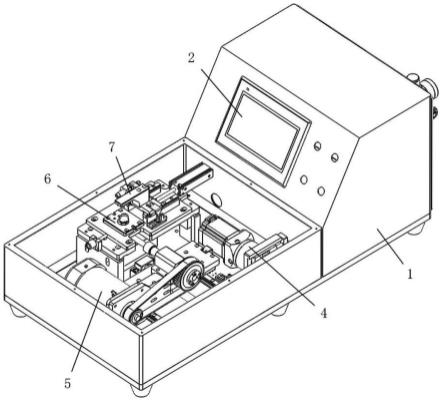
13.图1为本实用新型一种汽车传感器塑壳水口自动铣削设备的整体结构示意图。
14.图2为本实用新型一种汽车传感器塑壳水口自动铣削设备去除上盖板后的结构示意图。
15.图3为本实用新型一种汽车传感器塑壳水口自动铣削设备的内部机构示意图。
16.图4为本实用新型一种汽车传感器塑壳水口自动铣削设备的水平进给机构和高速铣削机构的示意图。
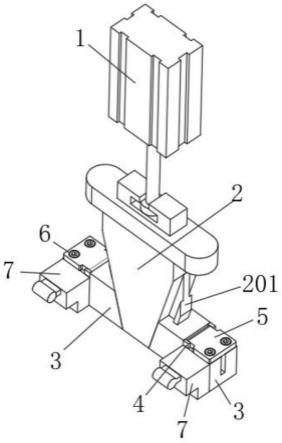
17.图5为本实用新型一种汽车传感器塑壳水口自动铣削设备的塑壳定位机构和塑壳上压紧机构的示意图。
18.图6为本实用新型一种汽车传感器塑壳水口自动铣削设备的定位座及下托块的结构示意图。
19.图中:1、机柜;2、工控电脑;3、上盖板;4、水平进给机构;41、伺服电机;42、第一同步带机构;43、进给丝杆;5、高速铣削机构;51、滑板;52、高速电机;53、轴座;54、刀座轴;55、第二同步带机构;56、铣刀;57、下滑轨;6、塑壳定位机构;61、定位架;62、定位座;63、定位通槽;64、下托块;65、收集箱;7、塑壳上压紧机构;71、平移气缸;72、上滑轨;73、滑动块;74、上压块。
具体实施方式
20.为了使本实用新型的目的、技术方案及有益效果更加清楚、明了,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
21.参考图1至图6,一种汽车传感器塑壳水口自动铣削设备,包括机柜1、工控电脑2、水平进给机构4、高速铣削机构5、塑壳定位机构6以及塑壳上压紧机构7;所述水平进给机构4、高速铣削机构5、塑壳定位机构6以及塑壳上压紧机构7均位于机柜1内侧,所述高速铣削机构5与水平进给机构4活动连接,所述塑壳上压紧机构7位于塑壳定位机构6上,所述塑壳定位机构6与高速铣削机构5的位置相对应;所述高速铣削机构5包括高速电机52和铣刀56,所述高速电机52的转轴与刀座轴54同轴连接,高速电机52用于驱动刀座轴54旋转,所述铣刀56与刀座轴54可拆卸式连接,铣刀56用于对塑壳上的水口进行磨削;所述塑壳上压紧机构7包括平移气缸71和上压块74,所述上压块74与平移气缸71的活塞杆连接,平移气缸71用于驱动上压块74水平移动。
22.所述伺服电机41、高速电机52以及平移气缸71的电磁阀均与工控电脑2电性连接,所述工控电脑2用于自动控制。
23.所述水平进给机构4包括伺服电机41和进给丝杆43;所述进给丝杆43通过第一同
步带机构42与伺服电机41的转轴活动连接,伺服电机41通过第一同步带机构42驱动进给丝杆43精确旋转,所述进给丝杆43水平布置。
24.所述高速铣削机构5还包括滑板51,所述滑板51与机柜1内的下滑轨57活动连接,滑板51通过螺旋副与进给丝杆43活动连接,所述高速电机52位于滑板51上,所述刀座轴54通过轴承与滑板51上的轴座活动连接,所述刀座轴54通过第二同步带机构55与高速电机52的转轴活动连接,第二同步带机构55用于传动。
25.所述塑壳定位机构6包括定位架61、下托块64以及收集箱65;所述定位架61位于机柜1内部,所述定位架61顶端设置有定位座62,所述定位座62上设置有定位通槽63,定位通槽63用于对塑壳进行定位,所述定位通槽63的下端设置有下托块64,下托块64用于支撑塑壳,所述收集箱65位于定位通槽63的正下方,收集箱65用于收集磨削产生的碎屑。
26.所述平移气缸71水平设置在定位架61上,所述上压块74呈l形并且位于滑动块73上;所述滑动块73与定位架61顶端的上滑轨72活动连接,滑动块73可沿上滑轨72滑动,所述上压块74与定位通槽63的上下位置相对应,上压块74用于对塑壳进行顶部定位。
27.本实用新型的工作原理为:首先平移气缸71的活塞杆处于缩回状态,滑板51位于下滑轨57上移远离定位架61的位置处,实现让位,此时可将汽车传感器放入定位座62上的定位通槽63内,定位通槽63对塑壳的轮廓进行定位,下托块64托住传感器塑壳的底端;随后平移气缸71的活塞杆伸出,驱动滑动块73沿上滑轨72滑动,上压块74平移,直至移动到塑壳上部,对塑壳上端面进行面接触定位,实现塑壳的整体定位;
28.随后伺服电机41通电旋转,通过第一同步带机构42带动进给丝杆43旋转,进给丝杆43通过螺旋副驱动滑板51沿下滑轨57朝向定位架61移动;高速电机52的转轴驱动刀座轴54旋转,铣刀56一并高速旋转;在进给的过程中,铣刀56的端部接触到塑壳侧面凹槽内的水口处,在铣刀56的高速磨削作用下,水口被磨掉,直至水口完全去除,此时塑壳凹槽内的避免平整,不会出现残缺现象;被磨削掉的碎屑,落入收集箱65内,实现收集。
29.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。