1.本实用新型属于中型防腐压滤机(专利分类号b01d25/12)技术领域,涉及一种热熔塑包覆机架。
背景技术:
2.压滤机,是一种多滤室间歇性操作的加压过滤设备;防腐压滤机,是指具有防腐性能的压滤机;中型防腐压滤机,系指有效过滤面积63-750m
²
、滤板尺寸2000mm
×
2000mm以下或整机长度13m以下(小于45英尺集装箱)的防腐压滤机;主要由防腐机架、滤板压紧机构(即单缸压板机构)、防腐过滤机构、防腐接液机构、拉板卸饼机构、清洗滤布机构、plc程控系统组成;中型压滤机的滤板压紧机构,为单油缸驱动式滤板压紧机构;适用于各种腐蚀性悬浮液物料(即液体和固态颗粒的混合物)的固液分离。
3.防腐机架,是压滤机的基础性承重部件,包括机尾座、前支腿、后支腿、双主梁及其滤板导轨、止推板和压紧板,机架两侧是主梁,机架两端是止推板和压紧板。中型防腐机架的机尾座和压紧板结构适应单油缸驱动式滤板压紧机构。止推板焊接在双前支腿上,机尾座焊接在双后支腿上,双主梁固定性连接机头止推板和机尾座,形成一个不可拆的整体式机架主体。为满足承重与防腐需要,防腐机架通常有两种防腐措施:(1)在弱腐蚀性环境,多数采用普通碳钢材料、表面涂刷耐腐油漆,少数采用不锈钢包覆;(2)在强腐蚀性环境,多数采用不锈钢包覆,少数采用全不锈钢材料。
4.现有的防腐机架,存在以下缺陷:(1)普通碳钢表面涂耐腐漆机架,耐腐漆涂层容易因磕碰而脱落,日久锈迹斑斑,使用寿命较短;因机架生锈需要现场补刷漆时停工误产、且油漆气味难闻影响环境卫生;(2)不锈钢包覆机架,包覆工艺(包括剪板、折弯、包覆、焊接、焊缝打磨)繁琐、生产效率低,机架表面形状复杂边角包覆困难、包覆质量难保证;(3)全不锈钢机架,消耗大量贵重资源,材料昂贵,生产成本较高,不利于节约贵重资源与降本增效。
技术实现要素:
5.本实用新型的目的是克服现有防腐机架的缺陷,解决普通碳钢表面涂耐腐漆机架容易生锈使用寿命较短、全不锈钢机架材料昂贵生产成本较高、不锈钢包覆机架包覆工艺繁琐生产效率低、机架表面形状复杂边角包覆困难的技术问题,提供一种热熔塑包覆的中型压滤机机架及相应中型塑料防腐压滤机;相应塑料防腐型压滤机——指具有本实用新型热熔塑包覆的中型压滤机机架的中型塑料防腐压滤机,因专利名称字数有限而简称。
6.本实用新型解决现有技术问题所采用的创新技术方案是:一种热熔塑包覆的中型压滤机机架(以下简称:热熔塑包覆机架),是防腐压滤机的基础性承重部件,总体技术方案的要点是:创新的总体构造与现有技术相比,其具有突出的实质性特点在于:在中型碳钢机架各个组成零部件表面,实施热熔塑包覆工艺、即包覆一层2mm-3mm厚的环氧丙烷与聚烯烃共聚物热熔塑防腐层,形成热熔塑包覆的中型压滤机机架,包括中型碳钢机架、热熔塑防腐
层,兼备普通碳钢骨架承重与热熔塑包覆防腐耐热(80℃)的性能,内刚外秀、价廉物美——内部碳钢骨架成本低、外部热熔塑包覆高度防腐;同时,优化机架机尾座和推板结构,使之与单油缸驱动式滤板压紧机构更相宜;从而,解决了普通碳钢表面涂耐腐漆机架容易生锈使用寿命较短、全不锈钢机架材料昂贵生产成本较高、不锈钢包覆机架包覆工艺繁琐生产效率低、机架表面形状复杂边角包覆困难的技术问题。
7.本实用新型的具体设计方案是:(1)所述的中型碳钢机架,即适应单油缸驱动式滤板压紧机构的碳钢机架,包括带腿机尾座、推板(即压紧板)、带腿止推板、机架主梁;设置的带腿机尾座,包括机尾座和机尾支腿,机尾座具有主梁定位槽和油缸安装孔,机尾支腿比机头支腿高、保证双主梁安装后处于水平状态,机尾座焊接在双机尾支腿上形成带腿机尾座;设置的推板,具有推板导向支撑、活塞杆连接盘及其连接螺孔,推板导向支撑对称安装在推板主体两侧中上部(与滤板支撑拉手等高);设置的带腿止推板,包括止推板和机头支腿,止推板具有主梁定位槽和各流体管法兰,止推板焊接在双机头支腿上,形成带腿止推板;设置的机架主梁,具有滤板滑道(即滤板导轨)、主梁抗拉勾、主梁安装孔;(2)所述的热熔塑防腐层,为2-3mm厚的热熔塑环氧丙烷与已烯烃共聚物防腐层。
8.本实用新型主要零部件的连接关系是:(1)热熔塑包覆机架零部件:机架零部件指焊接后组装前的机架零部件,包括带腿机尾座、推板(即压紧板)、带腿止推板、机架主梁;在中型碳钢机架各个组成零部件表面,实施热熔塑包覆工艺、即包覆一层2mm-3mm厚的环氧丙烷与聚烯烃共聚物热熔塑防腐层,形成热熔塑包覆机架零部件、包括碳钢骨架层和热熔塑防腐层;所述的热熔塑,是使用天然气,对洁净后的碳钢机架零部件表面进行烘烤,烘烤温度至170℃;待碳钢机架零部件温度稳定在150-160℃时,在其表面均匀撒布粉末状的环氧丙烷与聚烯烃共聚物,衬塑层厚2mm-3mm,自由形成热熔塑防腐层;表面形状复杂的碳钢机架热熔塑(撒粉衬塑)特别方便;(2)热熔塑包覆机架的组装与总装:(2.1)热熔塑包覆机架的组装:机架两侧是双主梁,机架两端是带腿止推板和带腿机尾座;双主梁固定性连接机头止推板和机尾座的主梁定位槽中,推板依靠其推板导向支撑安置在双主梁的滤板滑道上,形成热熔塑包覆机架;(2.2)热熔塑包覆机架的总装:推板连接单驱动油缸的活塞杆、可随活塞杆的伸缩往返移动;各种流体管法兰对接相应的外部管道。
9.本实用新型还提供一种中型塑料防腐压滤机,使用本实用新型提供的热熔塑包覆的中型压滤机机架;该中型塑料防腐压滤机,主要由热熔塑包覆机架、滤板压紧机构(即单缸压板机构)、防腐过滤机构、防腐接液机构、拉板卸饼机构、清洗滤布机构、plc程控系统组成;中型压滤机的滤板压紧机构,为单油缸驱动式滤板压紧机构;热熔塑包覆机架具有防腐耐热(80℃)的性能;该中型塑料防腐压滤机,具有自动压紧滤板、自动翻板接液、自动拉板卸饼、自动清洗滤布的功能;适用于各种腐蚀性悬浮液物料(即液体和固态颗粒的混合物)的固液分离。
10.本实用新型提供的热熔塑包覆的中型压滤机机架及相应中型塑料防腐压滤机,显著的进步是具有机架结构适宜、内刚外秀、机架衬塑成本低、复杂体热熔塑方便、耐腐耐热性能强、经久耐用、质量可靠的优点;其有益效果是:(1)通过优化机架机尾座和推板结构设计,使之与单油缸驱动式滤板压紧机构更相宜;(2)通过在中型碳钢机架零部件表面热熔塑、形成热熔塑包覆的中型压滤机机架,替代不锈钢包覆的中型压滤机机架,有效降低了制造成本,提高了生产效率,保障了产品质量;提质降本、高产增效。
附图说明
11.图1为本实用新型热熔塑包覆的中型压滤机机架的主视图。
12.图2为本实用新型热熔塑包覆的中型压滤机机架的俯视图。
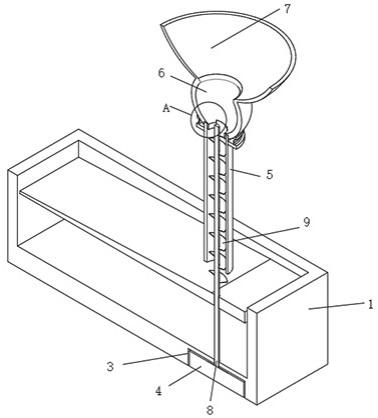
13.图3为本实用新型热熔塑包覆的中型压滤机机架的带腿机尾座示意图。
14.图4为本实用新型热熔塑包覆的中型压滤机机架的推板(即压紧板)示意图。
15.图5为本实用新型热熔塑包覆的中型压滤机机架的带腿止推板示意图。
16.图6为本实用新型热熔塑包覆的中型压滤机机架的机架主梁示意图。
17.图7为本实用新型热熔塑包覆的中型压滤机机架的热熔塑防腐层包覆碳钢骨架层示意图。
18.图8为本实用新型热熔塑包覆的中型压滤机机架与相应中型塑料防腐压滤机总装示意图。
19.附图标记:1-机尾座,2-推板(即压紧板),3-止推板,4-机架主梁(简称主梁),5-主梁定位槽,6-油缸安装孔,7-机尾支腿,8-推板导向支撑,9-活塞杆连接盘,10-机头支腿,11-滤板滑道(即滤板导轨),12-主梁抗拉勾,13-热熔塑防腐层,14-碳钢骨架层,15-热熔塑包覆的中型压滤机机架(简称:热熔塑包覆机架或本实用新型),16-防腐过滤机构(包括防腐滤板),17-单驱动油缸,18-活塞杆。
具体实施方式
20.下面结合本实用新型热熔塑包覆的中型压滤机机架及相应中型塑料防腐压滤机实施例中的附图,对本实用新型实施例中的技术方案进行描述,所描述的实施例仅是本实用新型优选的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域技术人员做出的没有创造性的所有其他实施例,如碳钢机架衬塑方式相同、结构相似的热熔塑包覆机架,都属于本实用新型的保护范围。
21.实施例1
22.一种热熔塑包覆的中型压滤机机架15(简称:热熔塑包覆机架),是防腐压滤机的基础性承重部件,创新的总体实施方案的要点是:在中型碳钢机架各个组成零部件表面,实施热熔塑包覆工艺、即包覆一层2mm-3mm厚的环氧丙烷与已烯烃共聚物热熔塑防腐层13,形成热熔塑包覆的中型压滤机机架15,包括中型碳钢机架、热熔塑防腐层13,兼备普通碳钢骨架承重与热熔塑包覆防腐耐热(80℃)的性能,内刚外秀、价廉物美——内部碳钢骨架成本低、外部热熔塑包覆高度防腐;同时,优化机架机尾座1和推板2结构,使之与单油缸驱动式滤板压紧机构更相宜;该热熔塑共聚物为公认的最理想的新型防腐材料;使用热熔塑包覆机架15替代不锈钢包覆机架,耐腐耐热性能强,适应强腐蚀性环境,表面光滑、经久耐用、质量可靠;具体实施方案详细说明如下。
23.所述的中型碳钢机架,即适应单油缸驱动式滤板压紧机构的碳钢机架,包括带腿机尾座、推板2(即压紧板)、带腿止推板、机架主梁4;(1)设置的带腿机尾座,包括机尾座1和机尾支腿7,机尾座1具有主梁定位槽5和油缸安装孔6,机尾支腿7比机头支腿10高、保证双主梁4安装后处于水平状态,机尾座1焊接在双机尾支腿7上形成带腿机尾座;用于支撑机架主梁4、安装单驱动油缸17;(2)设置的推板2,具有推板导向支撑8、活塞杆连接盘9及其连接螺孔,推板导向支撑8对称安装在推板主体两侧中上部(与滤板支撑拉手等高);用于连接油
缸活塞杆18、压紧与松开多防腐滤板16;(3)设置的带腿止推板,包括止推板3和机头支腿10,止推板3具有主梁定位槽5和各流体管法兰,止推板3焊接在双机头支腿10上,形成带腿止推板;用于支撑机架主梁4、阻止防腐滤板16压紧出轨;(4)设置的机架主梁4,具有滤板滑道11(即滤板导轨)、主梁抗拉勾12、主梁安装孔;用于滑动支撑防腐滤板16和推板2;机架整体用于单油缸驱动式滤板压紧机构的中型防腐压滤机承重安装各部件。
24.所述的热熔塑防腐层13,为碳钢机架零部件表面的2-3mm厚的热熔塑环氧丙烷与聚烯烃共聚物防腐层;碳钢机架零部件指焊接后组装前的机架零部件,包括带腿机尾座、推板2(即压紧板)、带腿止推板、机架主梁4;热熔塑包覆机架零部件工艺是:(1)喷砂除锈:使用喷砂设备,对机架零部件进行喷砂除锈,使其表面除锈等级达到gb/t8923的sa3级;(2)吹净表面:使用洁净的压缩气体,将除锈后的机架零部件表面的灰尘吹干净;(3)烘烤加热:使用天然气,对洁净后的机架零部件表面进行烘烤,烘烤温度至170℃;(4)热熔衬塑:待机架零部件温度稳定在150-160℃时,在其表面均匀撒布粉末状的环氧丙烷与聚烯烃共聚物,衬塑层厚2-3mm,自由形成热熔塑防腐层13,即形成衬塑机架零部件(包括碳钢骨架层14和热熔塑防腐层13);(5)漏电检测:在衬塑机架零部件自然冷却后,使用10000v电火花检测是否漏电;若漏电则修补缺陷再检测;若则不漏电则衬塑机架零部件合格。在复杂的机架表面热熔塑(撒粉衬塑)特别方便。
25.热熔塑包覆机架15的组装与总装:(1)热熔塑包覆机架15的组装:机架两侧是双主梁4,机架两端是带腿止推板和带腿机尾座;双主梁4固定性连接机头止推板3和机尾座1的主梁定位槽5中,推板2依靠其推板导向支撑8安置在双主梁4的滤板滑道11上,形成热熔塑包覆机架15;(2)热熔塑包覆机架15的总装:推板2连接单驱动油缸17的活塞杆18、可随活塞杆18的伸缩往返移动;各种流体管法兰对接相应的外部管道。
26.本实用新型提供的热熔塑包覆的中型压滤机机架15,具有机架结构适宜、内刚外秀、机架衬塑成本低、复杂体热熔塑方便、耐腐耐热性能强、经久耐用、质量可靠的优点;解决了普通碳钢表面涂耐腐漆机架容易生锈使用寿命较短、全不锈钢机架材料昂贵生产成本较高、不锈钢包覆机架包覆工艺繁琐生产效率低、机架表面形状复杂边角包覆困难的技术问题;同时,通过优化机架机尾座1和推板2结构设计,使之与单油缸驱动式滤板压紧机构更相宜;使用热熔塑包覆机架15替代不锈钢包覆机架,有效降低了制造成本,提高了生产效率,保障了产品质量;提质降本、高产增效。
27.实施例2
28.一种中型塑料防腐压滤机(简称:中型防腐压滤机),使用本实用新型提供的热熔塑包覆的中型压滤机机架15(简称:热熔塑包覆机架);该中型塑料防腐压滤机,主要由热熔塑包覆机架15、滤板压紧机构(即单缸压板机构)、防腐过滤机构16、防腐接液机构、拉板卸饼机构、清洗滤布机构、plc程控系统组成;热熔塑包覆机架,包括带腿机尾座、推板2(即压紧板)、带腿止推板、机架主梁4,具有防腐耐热(80℃)的性能;止推板3焊接在双机头支腿10上,形成带腿止推板;机尾座1焊接在双机尾支腿7上形成带腿机尾座;中型压滤机的滤板压紧机构,为单油缸驱动式滤板压紧机构;该中型防腐压滤机,具有自动压紧滤板、自动翻板接液、自动拉板卸饼、自动清洗滤布的功能;适用于各种腐蚀性悬浮液物料(即液体和固态颗粒的混合物)的固液分离。本实用新型与现有技术共有的技术部分,按照我国机械行业现行标准《厢式压滤机和板框压滤机第1部分:型式与基本参数》《第2部分:技术条件》《第3部
分:滤板》jb/t4333制造。
29.中型防腐压滤机的总装:(1)热熔塑包覆机架15的组装与总装:(2.1)热熔塑包覆机架15的组装:机架两侧是双主梁4,机架两端是带腿止推板和带腿机尾座;双主梁4固定性连接机头止推板3和机尾座1的主梁定位槽5中,推板2依靠其推板导向支撑8安置在双主梁4的滤板滑道11上,形成热熔塑包覆机架15;(2.2)热熔塑包覆机架15的总装:推板2连接单驱动油缸17的活塞杆18、可随活塞杆18的伸缩往返移动;各种流体管法兰对接相应的外部管道。(2)滤板压紧机构:单驱动油缸17安装在机尾座1上,活塞杆18与压紧板2连接,液压泵站安置在机尾地面上;(3)防腐接液机构:防腐接液机构整体安装在压滤机下面的四支机腿上,位于防腐过滤机构16下面;(4)拉板卸饼机构:拉板卸饼机构的双小车导轨安装在双机架主梁4两侧,驱动电机安装在机头或机尾(优选安装在机头),拉板小车安装在机架主梁4两侧的双小车导轨上,两级传动链条连接驱动装置和拉板小车;(5)防腐过滤机构16:双滤板支撑拉手将滤板支撑在机架主梁4的滤板滑道11上,通过液压油缸压紧防腐滤板16,多块包覆着滤布的相邻防腐滤板16的凹部(空腔部)构成多滤室;多滤室加首尾防腐滤板和各流体进出外接管路,即构成防腐过滤机构16;(6)清洗滤布机构:双高架车轨利用前后高架支腿水平安装在压滤机的止推板3和机尾座1上(位于双机架主梁4两侧、防腐过滤机构16上方、通往压滤机首尾),洗布小车安置在高架车轨上;(7)plc程控系统:plc程控柜安置在机尾地面上,通过信号线联通并控制液压油缸、拉板小车、洗布小车、接液翻板工作。
30.中型防腐压滤机的低压静态过滤过程为:由供料泵加压将物料通过进料孔输入滤室、进行低压静态过滤,滤布截留物料中的颗粒在滤室中形成滤饼,滤液穿过滤布从滤室出液孔流出,拉开滤板16实现重力卸饼。中型防腐压滤机的单个完整作业循环工作过程为:在 plc系统的控制下,压紧滤板16、给料并过滤(包括合板接液)、洗涤净化、反吹物料、吹干纯化、拉板卸饼(包括张板落饼)、清洗滤布,一键自动完成;间歇性往复循环工作实现批量固液分离。
31.本实用新型提供的中型塑料防腐压滤机,其有益效果是:(1)通过优化机架机尾座1和推板2结构设计,使之与单油缸驱动式滤板压紧机构更相宜;(2)通过在中型碳钢机架零部件表面热熔塑、形成热熔塑包覆的中型压滤机机架16,替代不锈钢包覆的中型压滤机机架,有效降低了制造成本,提高了生产效率,保障了产品质量;提质降本、高产增效。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。