1.本公开涉及连接器加工用工具技术领域,尤其涉及一种连接器打磨设备。
背景技术:
2.电连接器除了要满足一般的性能要求外,特别重要的要求是电连接器必须达到接触良好,工作可靠,维护方便,其工作可靠与否直接影响飞机电路的正常工作,涉及整个主机的安危。为此,主机电路对电连接器的质量和可靠性有非常严格的要求,也正因为电连接器的高质量和高可靠性,使它也广泛应用于航空、航天、国防等军用系统中。电连接器常用的分类方法包括外形、结构、用途等。
3.因此,对连接器进行加工时,连接器的端面加工精度要求较高,通常连接器的端面需要进行磨平处理,以使连接器具有良好的接触性能。现有技术中,磨平连接器端面的设备采用普通磨床进行磨平,普通磨床具有较好的通用性,但是,对于连接器的磨平存在装夹困难,磨平效率低的技术问题。
技术实现要素:
4.本公开提供的一种连接器打磨设备,解决了现有技术中采用普通磨床加工连接器,造成连接器装夹困难、连接器加工效率低的技术问题。
5.解决上述技术问题采用的一些实施方案包括:
6.一种连接器打磨设备,包括机架,所述机架设置有工作台,所述工作台设置有转盘,所述工作台还设置有驱动所述转盘的驱动机,所述转盘设置有腔体,所述腔体有四个分别对应放料工位、粗磨工位、精磨工位和排料工位,所述工作台上对应所述粗磨工位处设置有粗磨器,所述工作台上对应所述精磨工位处设置有精磨器,所述腔体内均设置有定位连接器的定位夹具,所述定位夹具插接于所述腔体内,所述定位夹具包括具有定位腔的固定夹块和设置于所述转盘的活动夹块,所述活动夹块沿所述转盘的直径方向往复运动,所述活动夹块与所述转盘之间设置有推动所述活动夹块夹紧连接器的弹性件,所述工作台在所述放料工位和所述排料工位处均设置有克服所述弹性件的弹性作用力使所述活动夹块退出所述定位腔的驱动器。
7.本方案在实际应用过程中,驱动机带动转盘旋转,转盘在旋转过程中腔体依次对应放料工位、粗磨工位、精磨工位和排料工位,腔体对应放料工位时,向腔体内放置连接器,腔体对应粗磨工位时,粗磨器对连接器进行粗磨处理,腔体对应精磨工位时,精磨器对连接器进行精磨处理,腔体对应排料工位时,连接器退出腔体完成连接器的加工。
8.腔体内设置有定位夹具,定位夹具包括固定夹块和活动夹块,固定夹块相对于转盘固定不动,活动夹块沿转盘的直径方向往复运动,活动夹块向靠近转盘中心的方向运动时夹紧连接器,活动夹块向远离转盘中心的方向运动时松开连接器。在放料工位以及排料工位均需要活动夹块向远离转盘中心的方向运动,通过在放料工位以及排料工位处设置驱动器,活动夹块处于放料工位或排料工位时,驱动器工作使活动夹块向远离转盘中心的方
向位移,以实现连接器的放料或排料。转盘继续旋转,此时,驱动器无法继续驱动活动夹块,在弹性件弹性作用力下,活动夹块向转盘中心方向位移夹紧连接器,实现粗磨、精磨时连接器的定位。
9.转盘旋转一定角度即可完成连接器的放料、粗磨、精磨以及排料,相对于现有技术,提高了连接器的加工效率,并且,定位夹具的设置使得连接器在腔体内位置精确,提高了连接器的加工精度。
10.连接器在打磨过程中不需要承受过大的作用力,因此,采用弹性件可以满足连接器的夹紧需求。
11.作为优选,所述驱动器为电磁铁,所述活动夹块设置有与所述电磁铁吸附的衔铁,所述转盘设置有滑孔,所述滑孔的轴线与所述转盘的轴线垂直,所述弹性件套设于所述衔铁。
12.本方案中驱动器为电磁铁,由于电磁铁采用吸附的方式带动衔铁位移,电磁铁不需要与衔铁连接,因此不需要在驱动器以及活动夹块之间设置复杂的结构以实现驱动器与活动夹块的连接、脱开,简化了连接器打磨设备的结构,降低了连接器打磨设备的使用成本。
13.由于连接器在打磨过程中不需要承受较大的作用力,采用弹性件推动活动夹块夹紧连接器即可满足连接器的夹紧需求,因此,电磁铁的功率只需要克服弹性件的弹性作用力即可,并不需要电磁铁具有较大的功率。采用电磁铁完全可以满足驱动活动夹块的需求。
14.作为优选,所述腔体的侧壁设置有容纳所述活动夹块的让位槽,所述活动夹块的至少一部分位于所述让位槽内。
15.本方案通过设置让位槽,让位槽主要用于容纳活动夹块,由于在放料工位以及排料工位应尽量减小活动夹块与连接器的接触面积,以使连接器在自身重力下实现放料以及排料,因此,通过设置让位槽,活动夹块可以完全退回至让位槽内,此时,活动夹块与连接器不接触,有利于连接器的放料以及排料。
16.作为优选,所述衔铁与所述活动夹块为一体式结构,所述弹性件为弹簧,所述弹簧套设于所述衔铁,所述弹性件的一端抵触所述让位槽的底壁,所述弹性件的另一端抵触所述活动夹块。
17.本方案中弹性件为弹簧,弹簧具有可靠性能高、价格低廉的特点,降低了连接器打磨设备的使用成本。同时,弹性件套设于衔铁上,衔铁起到对弹性件导向的功能,弹性件在长期使用过程中不易产生塑性变形,延长了弹性件的使用寿命。
18.作为优选,所述腔体的相对两侧壁设置有燕尾槽,所述固定夹块设置有与所述燕尾槽配合的定位棱,所述定位棱与所述固定夹块为一体式结构。
19.本方案中,通过设置燕尾槽以及定位棱,固定夹块相对于腔体具有较高的定位精度,并且,固定夹块可以方便地更换,优化了定位夹具的使用性能。
20.作为优选,所述固定夹块设置有便于安装所述固定夹块的安装孔,所述安装孔的轴线与所述转盘的轴线平行。
21.本方案中通过设置安装孔,主要用于使固定夹块更换方便。由于固定夹块的上表面与转盘的上端面可能平齐,因此,在取出固定夹块时可能操作不方便,通过设置安装孔可以通过安装孔操作固定夹块,从而使得固定夹块操作方便。
22.作为优选,所述驱动机为伺服电机,所述工作台位于所述伺服电机与所述转盘之间,所述工作台设置有通孔,所述伺服电机的主轴穿过所述通孔与所述转盘连接。
23.本方案通过设置伺服电机,转盘旋转精度高,提高了连接器打磨设备的加工精度。同时,伺服电机与转盘分别位于工作台的两侧,工作台上可以放置更多的物品,优化连接器打磨设备的使用性能。
24.作为优选,所述工作台还设置有传送带,所述工作台在所述排料工位设置有排料槽,所述排料槽贯穿所述工作台,连接器通过自身重力穿过所述排料槽落至所述传送带。
25.本方案通过设置传送带,被加工完的连接器由排料槽落至传送带上,传送带不停的旋转,可以避免两个加工完成后的连接器碰撞,有效地避免了加工完成后的连接器损伤,提高了连接器的成品率。
26.作为优选,所述传送带设置有防止连接器撞伤的弹性层,所述弹性层粘接于所述传送带。
27.本方案通过设置弹性层,进一步起到防止加工完成后的连接器损坏的功能,提高了连接器的成品率。
28.作为优选,所述工作台在所述放料工位设置有放料筒,所述放料筒具有放料腔,位于所述放料腔内的连接器在自身重力作用下进入所述定位腔。
29.本方案通过设置放料筒,放料筒内可以放置多个待加工的连接器,有利于连接器放料实现自动化操作,优化了连接器打磨设备的性能。
30.相对于现有技术,本公开提供的连接器打磨设备具有如下优点:
31.1、驱动机带动转盘旋转,转盘在旋转过程中腔体依次对应放料工位、粗磨工位、精磨工位和排料工位,腔体对应放料工位时,向腔体内放置连接器,腔体对应粗磨工位时,粗磨器对连接器进行粗磨处理,腔体对应精磨工位时,精磨器对连接器进行精磨处理,腔体对应排料工位时,连接器退出腔体完成连接器的加工。
32.2、腔体内设置有定位夹具,定位夹具包括固定夹块和活动夹块,固定夹块相对于转盘固定不动,活动夹块沿转盘的直径方向往复运动,活动夹块向靠近转盘中心的方向运动时夹紧连接器,活动夹块向远离转盘中心的方向运动时松开连接器。在放料工位以及排料工位均需要活动夹块向远离转盘中心的方向运动,通过在放料工位以及排料工位处设置驱动器,活动夹块处于放料工位或排料工位时,驱动器工作使活动夹块向远离转盘中心的方向位移,以实现连接器的放料或排料。转盘继续旋转,此时,驱动器无法继续驱动活动夹块,在弹性件弹性作用力下,活动夹块向转盘中心方向位移夹紧连接器,实现粗磨、精磨时连接器的定位。
33.3、驱动器为电磁铁,由于电磁铁采用吸附的方式带动衔铁位移,电磁铁不需要与衔铁连接,因此不需要在驱动器以及活动夹块之间设置复杂的结构以实现驱动器与活动夹块的连接、脱开,简化了连接器打磨设备的结构,降低了连接器打磨设备的使用成本。
34.由于连接器在打磨过程中不需要承受较大的作用力,采用弹性件推动活动夹块夹紧连接器即可满足连接器的夹紧需求,因此,电磁铁的功率只需要克服弹性件的弹性作用力即可,并不需要电磁铁具有较大的功率。采用电磁铁完全可以满足驱动活动夹块的需求。
35.4、通过设置让位槽,让位槽主要用于容纳活动夹块,由于在放料工位以及排料工位应尽量减小活动夹块与连接器的接触面积,以使连接器在自身重力下实现放料以及排
料,因此,通过设置让位槽,活动夹块可以完全退回至让位槽内,此时,活动夹块与连接器不接触,有利于连接器的放料以及排料。
36.5、弹性件为弹簧,弹簧具有可靠性能高、价格低廉的特点,降低了连接器打磨设备的使用成本。同时,弹性件套设于衔铁上,衔铁起到对弹性件导向的功能,弹性件在长期使用过程中不易产生塑性变形,延长了弹性件的使用寿命。
附图说明
37.出于解释的目的,在以下附图中阐述了本公开技术的若干实施方案。以下附图被并入本文本并且构成具体实施方案的一部分。在一些情况下,以框图形式示出了熟知的结构和部件,以便避免使本公开主题技术的概念模糊。
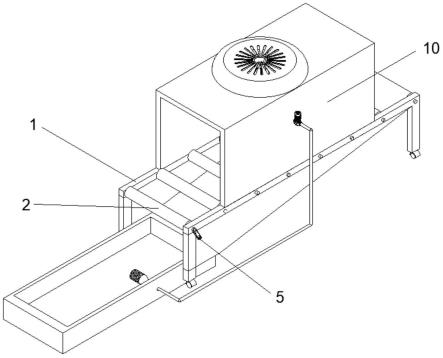
38.图1为本公开的轴测图。
39.图2为本公开的爆炸图。
40.图3为本公开的爆炸图。
41.图4为机架第一角度的轴测图。
42.图5为机架第二角度的轴测图。
43.图6为定位夹具安装于转盘后的爆炸图。
44.图中:
45.1、机架。
46.2、工作台,21、粗磨器,22、精磨器,23、定位夹具,231、定位腔,232、固定夹块,2321、定位棱,233、活动夹块,234、衔铁。
47.3、转盘,31、滑孔,32、让位槽。
48.4、驱动机,5、腔体,51、燕尾槽,6、驱动器,7、传送带,8、排料槽,9、放料筒。
具体实施方式
49.下面示出的具体实施方案旨在作为本公开主题技术的各种配置的描述,并且,不旨在表示本公开主题技术可被实践的唯一配置。具体实施方案包括具体的细节旨在提供对本公开主题技术的透彻理解。然而,对于本领域的技术人员来说将清楚和显而易见的是,本公开主题技术不限于本文示出的具体细节,并且,可在没有这些具体细节的情况下被实践。
50.参照图1至图6所示,一种连接器打磨设备,包括机架1,所述机架1设置有工作台2,所述工作台2设置有转盘3,所述工作台2还设置有驱动所述转盘3的驱动机4,所述转盘3设置有腔体5,所述腔体5有四个分别对应放料工位、粗磨工位、精磨工位和排料工位,所述工作台2上对应所述粗磨工位处设置有粗磨器21,所述工作台2上对应所述精磨工位处设置有精磨器22,所述腔体5内均设置有定位连接器的定位夹具23,所述定位夹具23插接于所述腔体5内,所述定位夹具23包括具有定位腔231的固定夹块232和设置于所述转盘3的活动夹块233,所述活动夹块233沿所述转盘3的直径方向往复运动,所述活动夹块233与所述转盘3之间设置有推动所述活动夹块233夹紧连接器的弹性件,所述工作台2在所述放料工位和所述排料工位处均设置有克服所述弹性件的弹性作用力使所述活动夹块233退出所述定位腔231的驱动器6。
51.粗磨器21和精磨器22可以通过螺钉安装于工作台2上。粗磨器21包括粗磨头,精磨
器22包括粗磨头。腔体5的数量不做限定,可以根据需要合理设计。
52.参照图1至图6所示,在一个或多个实施例中,所述驱动器6为电磁铁,所述活动夹块233设置有与所述电磁铁吸附的衔铁234,所述转盘3设置有滑孔31,所述滑孔31的轴线与所述转盘3的轴线垂直,所述弹性件套设于所述衔铁234。电磁铁可以通过螺钉固定于工作台2。本方案中电磁铁是指产生吸附仍生力的线圈。
53.在一些实施例中,所述腔体5的侧壁设置有容纳所述活动夹块233的让位槽32,所述活动夹块233的至少一部分位于所述让位槽32内。
54.所述衔铁234与所述活动夹块233为一体式结构,所述弹性件为弹簧,所述弹簧套设于所述衔铁234,所述弹性件的一端抵触所述让位槽32的底壁,所述弹性件的另一端抵触所述活动夹块233。
55.所述腔体5的相对两侧壁设置有燕尾槽51,所述固定夹块232设置有与所述燕尾槽51配合的定位棱2321,所述定位棱2321与所述固定夹块232为一体式结构。
56.所述固定夹块232设置有便于安装所述固定夹块232的安装孔,所述安装孔的轴线与所述转盘3的轴线平行。安装孔在图中未示出。安装孔的横截面形状可以为多边形,也可以为圆形。
57.参照图1至图6所示,在一个或多个实施例中,所述驱动机4为伺服电机,所述工作台2位于所述伺服电机与所述转盘3之间,所述工作台2设置有通孔,所述伺服电机的主轴穿过所述通孔与所述转盘3连接。伺服电机可以通过螺钉固定于工作台2。伺服电机的主轴与通孔之间可以设置滚动轴承。
58.在一些实施例中,所述工作台2还设置有传送带7,所述工作台2在所述排料工位设置有排料槽8,所述排料槽8贯穿所述工作台2,连接器通过自身重力穿过所述排料槽8落至所述传送带7。传送带7可以通过支架固定于工作台2。
59.所述传送带7设置有防止连接器撞伤的弹性层,所述弹性层粘接于所述传送带7。
60.在一个或多个实施例中,所述工作台2在所述放料工位设置有放料筒9,所述放料筒9具有放料腔,位于所述放料腔内的连接器在自身重力作用下进入所述定位腔231。放料筒9可以通过螺钉固定于工作台2。
61.以上对本公开主题技术方案以及相应的细节进行了介绍,可以理解的是,以上介绍仅是本公开主题技术方案的一些实施方案,其具体实施时也可以省去部分细节。
62.另外,在以上公开的一些实施方案中,多个实施方案存在组合实施的可能,各种组合方案限于篇幅不再一一列举。本领域技术人员在具体实施时可以根据需求自由结合实施上述实施方案,以获得更佳的应用体验。
63.本领域技术人员在实施本公开主题技术方案时,可以根据本公开的主题技术方案以及附图获得其它细节配置或附图,显而易见地,这些细节在不脱离本公开主题技术方案的前提下,这些细节仍属于本公开主题技术方案涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。