1.本实用新型属于焊接技术领域,尤其涉及一种防撞梁焊接变位机装置。
背景技术:
2.随着汽车工业的发展,汽车配套设备的自动化生产已经成为了趋势,目前已经在很多关键领域得到了应用。
3.汽车防撞梁由两个吸能盒和一个纵梁组成,其结构形状为弓形结构。目前在很多配套厂商的防撞梁生产和加工还都是半自动化作业,一般采用人工进行定位,再采用人工进行焊接。这样不仅生产效率低、产品质量无法保证、现场环境差、对工人的身心健康无益。
4.而越来越多的主机厂急需配套生产采用全自动化生产模式,用于提高生产效率,提高产品质量一致性。
技术实现要素:
5.本实用新型就是针对现有技术存在的缺陷,提供一种防撞梁焊接变位机装置;其是针对轿车的防撞梁单元进行的配套自动化焊接定位工装。其基于全自动化生产模式,本实用新型设计一种进行防撞梁的自动化焊接变位定位装置,实现防撞梁的精确定位。
6.为实现上述目的,本实用新型采用如下技术方案,包括单轴变位机构;其特征在于,所述单轴变位机构上设置有定位夹具。
7.所述定位夹具包括安装底板,所述安装底板上表面两端各安装有一端部压紧单元,安装底板上表面、两端部压紧单元之间设置有用于固定防撞梁上横梁的横梁销定位单元。
8.所述横梁销定位单元包括固定于安装底板上的支撑底座一,支撑底座一上设置有竖直的立板,立板一侧安装有l型支撑板,l型支撑板的竖板固定于立板上,l型支撑板的水平横板上设置有用于定位的销钉。
9.所述防撞梁的横梁上设置有销孔,防撞梁固定于两端部压紧单元之间时,所述销钉插于所述销孔内。
10.进一步地,所述立板顶部开设有u型定位槽。
11.进一步地,所述单轴变位机构包括头架、尾架,所述头架与尾架结构相同,并对称设置于落地安装板上;所述安装底板设置于头架与尾架之间,安装底板两侧各设与一连接耳相连,安装底板左侧的连接耳通过第一转轴与尾架转动连接,安装底板右侧的连接耳通过第二转轴与头架转动连接;且头架上设置有变位电机,该变位电机用于驱动第二转轴转动。
12.进一步地,所述端部压紧单元包括并列设置的支撑架一、支撑架二,支撑支撑架二远离支撑架一的一侧设置有夹紧缸,夹紧缸的固定部安装于支撑架二上,夹紧缸的夹紧臂安装有压紧板,所述防撞梁放置于支撑架一与支撑架二顶端时,夹紧臂的压紧板压紧于防撞梁上。
13.更进一步地,所述压紧板下安装有垫块,夹紧臂的压紧板压紧于防撞梁上时,垫块与防撞梁相接触。
14.与现有技术相比本实用新型有益效果。
15.本实用新型是针对轿车的防撞梁进行的配套自动化焊接定位工装装置,实现防撞梁的精确定位,同时,在焊接变位机装置设计中考虑了自动化焊接焊枪的干涉问题,保证了自动化焊接焊枪可以到达每个焊点位置。
附图说明
16.下面结合附图和具体实施方式对本实用新型做进一步说明。本实用新型保护范围不仅局限于以下内容的表述。
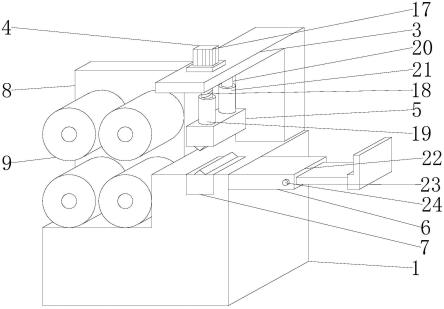
17.图1是防撞梁焊接变位机装置整体结构示意图。
18.图2是定位夹具整体结构示意图。
19.图3是防撞梁产品结构示意图。
20.图4是销定位单元结构示意图。
21.图5-6是端部压紧单元结构示意图。
22.图中,1为单轴变位机构、2为落地安装板、3为定位夹具、4为防撞梁、5为连接耳、6为尾架、7为头架、8为变位电机、9为安装底板、10为销定位单元、11为端部压紧单元、12为支撑架一、13为支撑架二、14为横梁、15为吸能盒、16为横梁销孔、17为吸能盒销孔、18为支撑底座一、19为立板、20为l型支撑板、21为横梁销钉、22为u型定位槽、23为支撑架一、24为支撑架二、25为夹紧缸、26为压紧板、27为垫块、28为吸能盒销钉。
具体实施方式
23.如图1-6所示,具体实施例1:防撞梁焊接变位机装置包括单轴变位机构1;所述单轴变位机构1上设置有定位夹具3;该单轴变位机构1用于定位夹具3的变位。所述定位夹具3包括安装底板9,所述安装底板9上表面两端各安装有一端部压紧单元11,安装底板9上表面、两端部压紧单元11之间设置有用于固定防撞梁上横梁14的横梁14销定位单元10。所述横梁14销定位单元10包括固定于安装底板9上的支撑底座一18,支撑底座一18上设置有竖直的立板19,立板19一侧安装有l型支撑板20,l型支撑板20的竖板固定于立板19上,l型支撑板20的水平横板上设置有用于定位的横梁销钉21;所述防撞梁的横梁14上设置有销孔(横梁销孔16),防撞梁放置于两端部压紧单元11之间时,所述销钉插于所述销孔内,用于实现产品的左右方向定位。
24.优选方案一,所述立板19顶部开设有u型定位槽22,u型定位槽22用于支撑上方的产品,即防撞梁。防撞梁放置于u型定位槽22内。
25.优选方案二,所述单轴变位机构1包括头架7、尾架6,所述头架7与尾架6结构相同,并对称设置于落地安装板2上;所述安装底板9设置于头架7与尾架6之间,安装底板9两侧各设与一连接耳5相连,安装底板9左侧的连接耳5通过第一转轴与尾架6转动连接,安装底板9右侧的连接耳5通过第二转轴与头架7转动连接;且头架7上设置有变位电机,该变位电机用于驱动第二转轴转动。变位电机外设置有电机罩。在使用过程中,变位机构配合焊接自动化设备,实现水平轴方向调整焊件的位置姿态,方便实现焊枪的全部焊接位置可达。
26.优选方案三,所述端部压紧单元11用于压紧防撞梁的两端,其具体包括并列设置的支撑架一12、支撑架二13,支撑支撑架二13远离支撑架一12的一侧设置有夹紧缸25,夹紧缸25的固定部(即夹紧缸25的缸体)安装于支撑架二13上,夹紧缸25的夹紧臂(即夹紧缸25的活动部)安装有压紧板26,具体地,压紧板26安装于夹紧部的下方。夹紧缸25型号为ckzt40。
27.在所述防撞梁放置于支撑架一12与支撑架二13顶部时,夹紧臂的压紧板26压紧于防撞梁上。工厂里,在所述压紧板26下安装有垫块27,夹紧臂的压紧板26压紧于防撞梁上时,垫块27与防撞梁相接触。垫块27的作用,在因磨损发生时,可通过替换垫块27来解决因磨损而导致无法压紧的问题,且垫块27与压紧板26的连接通过紧固件来完成。
28.具体实施例2:在支撑架二13上设置有吸能盒销钉28,防撞梁的吸能盒15上设置有吸能盒销孔17,该吸能盒销钉28用于吸能盒销孔17的定位;使得产品实现多重定位。
29.工作原理:在使用过程中,变位机构实现调整焊件在水平轴方向位置姿态,本发明用于汽车防撞钢梁的定位夹具3,可以实现精确完成产品的定位,同时实现焊枪位置对焊缝全部可达的效果。定位夹具3设置有销定位单元10及端部压紧单元11。其中,销定位单元10设置有一个定位销钉,配合产品销孔,(具体为防撞梁上设置个产品销孔)实现产品的左右方向定位。所述端部压紧单元11在产品的两端设置有吸能盒定位机构,用于多重定位。
30.可以理解的是,以上关于本实用新型的具体描述,仅用于说明本实用新型而并非受限于本实用新型实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。