一种圆柱型软包装锂电池贴u型胶设备
技术领域
1.本实用新型属于电池加工设备领域,具体涉及一种圆柱型软包装锂电池贴u型胶设备。
背景技术:
2.圆柱型软包锂电池二封成型后,由于极耳和封边均为展开结构,形状不规则且占用较大空间,需要进行包裹后加工处理。它的制作流程是先测试电芯的电压和内阻,再对顶封边和侧封边进行冲压弯折使折边贴合电芯主体,然后在电芯头部两端正负极分别贴上红、青稞纸以区分极性并起到保护头部膜层的作用,再弯折政府极耳使其居中于头部,接着在极耳位置贴u型胶,防止极耳弹起,然后对电芯进行整形并套入pvc后热塑固定。现有贴u型胶的方式大部分仍采用人工贴u型胶的工艺,采用人工贴胶对员工依懒性强,贴胶效率慢,贴胶长短不一,位置无法固定,胶纸容易弹起等问题,存在一定的局限性,因此,有必要设计一种能够用于贴u型胶的设备。
技术实现要素:
3.本实用新型的目的在于提供一种圆柱型软包装锂电池贴u型胶设备,其能够用于对圆柱型软包装锂电池进行u型胶粘贴。
4.为达到上述目的,本实用新型实施例提供的技术方案是:
5.一种圆柱型软包装锂电池贴u型胶设备,包括主机、均设置在主机上的电池定位机构、位于电池定位机构侧部并用于将胶带压贴在产品上的粘胶机构及用于向粘胶机构输送胶带的供料机构。
6.进一步的,所述粘胶机构包括横移块、设置在横移块上的粘贴座、横向活动式设置在粘贴座内的柱体、设置在粘贴座内且两端分别与横移块和柱体抵靠连接的第一弹簧、设置在柱体内侧面上的真空吸头及与横移块连接的第一横向气缸,柱体内侧面与粘贴座内侧面平齐。
7.进一步的,所述粘贴座设有容纳槽及连接在容纳槽内侧并贯通粘贴座内侧面的口部,第一弹簧和柱体设置在容纳槽内,柱体内侧设有抵靠在口部上的限位部。
8.进一步的,所述供料机构包括用于将胶带输送至与粘贴座内侧面相对和切断胶带的送带组件及用于将胶带紧压在粘贴座内侧面上并进一步拉出胶带的延伸组件,送带组件和延伸组件分别位于粘贴座的两侧。
9.进一步的,所述送带组件包括设置在主机上的基板、均设置在基板上的用于安装胶卷的第一轴体、前后移动板及与前后移动板连接的第一前后驱动气缸;
10.所述前后移动板上设有张紧轮、用于固定胶带的夹持开关及用于切断胶带的刀具,胶带从第一轴体上的胶卷引出然后绕经张紧轮并最终穿过夹持开关。
11.进一步的,所述延伸组件包括移动座、转动设置在移动座上并用于将胶带紧压在粘贴座上的压辊、与移动座连接的第二横向气缸及与第二横向气缸连接的第二前后驱动气
缸,压辊和前后移动板分别位于粘贴座的两侧。
12.进一步的,所述电池定位机构包括置物台及设置在置物台上方的压紧气缸,压紧气缸的活塞杆上设有定位板。
13.本实用新型的有益效果是:本实用新型使用时,产品设置在电池定位机构上,供料机构向粘胶机构输送胶带,粘胶机构将胶带压贴在产品上,粘胶机构能够将直段状的胶带折弯为u型状的胶带,实现u型状胶带在产品上的粘接。
附图说明
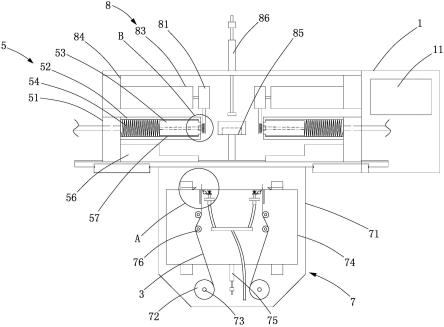
14.图1为本实用新型一实施例的结构示意图。
15.图2为图1a部的放大图。
16.图3为图1b部的放大图。
17.图4为本实用新型一实施例粘胶机构与产品的结构示意图。
18.图5为本实用新型一实施例粘胶机构与胶带的结构示意图。
19.图6为本实用新型一实施例粘胶机构与胶带的结构示意图。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
21.参见图1-6,本圆柱型软包装锂电池贴u型胶设备,包括主机1、均设置在主机1上的电池定位机构2、位于电池定位机构2侧部并用于将胶带3压贴在产品4上的粘胶机构5及用于向粘胶机构5输送胶带3的供料机构,在本实施例中,产品4即为圆柱型软包装锂电池,本实用新型使用时,产品4设置在电池定位机构2上,供料机构向粘胶机构5输送胶带3,粘胶机构5将胶带3压贴在产品4上。
22.在一实施例中,粘胶机构5包括横移块51、设置在横移块51上的粘贴座52、横向活动式设置在粘贴座52内的柱体53、设置在粘贴座52内且两端分别与横移块51和柱体53抵靠连接的第一弹簧54、设置在柱体53内侧面上的真空吸头55及与横移块51连接的第一横向气缸56,真空吸头55通过气道连接有外置于主机1的真空泵,气道依次经过柱体53、第一弹簧54的内侧并从横移块51侧部穿出,真空泵运行并进行抽真空时,真空吸头55能够吸附输送至粘胶机构5的胶带3;
23.第一横向气缸56设置在主机1的前部,横移块51通过滑块导轨组件滑动设置在主机1的前部,粘胶机构5的数量为两组且按左右对称设置在电池定位机构2的侧部。
24.柱体53内侧面与粘贴座52内侧面平齐,参见图5,胶带3送至粘胶机构5时为直段状,真空吸头55吸附胶带,第一横向气缸56运行时带动粘贴座52压向产品4的端部,柱体53与产品4的端部相对,柱体53首先将胶带3压贴在产品4的端部;然后,参见图4和6,粘贴座52继续运行并相对于柱体53向更内侧移动,粘贴座52将位于柱体53外侧的胶带3压贴至产品4的侧部上,即将直段状的胶带3折弯为u型状的胶带3,实现u型状胶带3在产品4上的粘接。
25.在一实施例中,粘贴座52设有容纳槽57及连接在容纳槽57内侧并贯通粘贴座52内侧面的口部58,第一弹簧54和柱体53设置在容纳槽57内,柱体53内侧设有抵靠在口部58上
的限位部59,限位部59可为设置在柱体53内侧面上的环形槽,柱体53通过环形槽抵靠在口部58内侧;
26.更进一步地,参见图4-6,粘贴座52内侧面上转动设置有两组分别位于柱体53两侧的滚轴10,两组滚轴10沿前后方向间隔排布,参见图6,滚轴10能够将胶带3滚压在产品4的侧部上,第一横向气缸56带动粘贴座52回退并脱离产品4时,滚轴10的设置避免粘贴座52回退过程中刮掉粘贴在产品4侧部的胶带3,保证胶带3粘接的效果。
27.在一实施例中,供料机构包括用于将胶带3输送至与粘贴座52内侧面相对和切断胶带3的送带组件7及用于将胶带3紧压在粘贴座52内侧面上并进一步拉出胶带3的延伸组件8,送带组件7和延伸组件8分别位于粘贴座52的两侧,在该实施例中,送带组件7位于粘贴座52的前部,延伸组件8位于粘贴座52的后部。
28.在一实施例中,送带组件7包括设置在主机1上的基板71、均设置在基板71上的用于安装胶卷72的第一轴体73、前后移动板74及与前后移动板74连接的第一前后驱动气缸75,参见图1,基板71位于主机1的前部,第一轴体73位于前后移动板74的前部,第一前后驱动气缸75设置在前后移动板74的底部,前后移动板74通过滑块导轨组件滑动设置在基板71上。
29.前后移动板74上设有张紧轮76、用于固定胶带3的夹持开关77及用于切断胶带3的刀具78,送带组件7输送胶带3时,初始状态下,胶带3的前端向后伸出前后移动板74,胶带3切断位置在前后移动板74的后方,保证下一次拉出胶带3的后端始终向后伸出前后移动板74,便于一下次胶带3的拉出;
30.胶带3从第一轴体73上的胶卷72引出然后绕经张紧轮76并最终穿过夹持开关77,参见图1,在该实施例中,张紧轮76位于夹持开关77的前部,刀具78位于夹持开关77后部的外侧,张紧轮76的数量为两组且按前后将排布,两组张紧轮76分别为前张紧轮和后张紧轮,胶带3绕过前张紧轮的外侧并从后张紧轮的内侧引出至夹持开关77;
31.夹持开关77包括设置在前后移动板74上的限位板91、转动设置在前后移动板74上并位于限位板91内侧的压板92、位于压板92内侧后部的第一推动气缸93、位于压板92内侧前部的安装座94及设置在安装座94和压板92之间的第二弹簧95;
32.胶带3位于限位板91和压板92之间,第一推动气缸93的活塞杆伸出时,压板92的外端紧压在限位板91上,实现胶带3的压紧,第一推动气缸93的活塞杆回退,第二弹簧95推动压板92转动使压板92的外端与限位板91分离,胶带3被释放;
33.前后移动板74上设有与刀具78连接的第二推动气缸96,第一轴体73、张紧轮76、夹持开关77和刀具78的数量均为两组且按左右对称排布。
34.在一实施例中,延伸组件8包括移动座81、转动设置在移动座81上并用于将胶带3紧压在粘贴座52上的压辊82、与移动座81连接的第二横向气缸83及与第二横向气缸83连接的第二前后驱动气缸84,第二前后驱动气缸84设置在主机1前部,第二横向气缸83通过滑块和导轨组件前后滑动设置在主机1的前部。
35.压辊82和前后移动板74分别位于粘贴座52的两侧。
36.在一实施例中,电池定位机构2包括置物台85及设置在置物台85上方的压紧气缸86,压紧气缸86的活塞杆上设有定位板,置物台85和压紧气缸86均设置在主机1的前部。
37.第一横向气缸56、第一前后驱动气缸75、第一推动气缸93、第二推动气缸96、第二
横向气缸83、第二前后驱动气缸84、压紧气缸86通过管道各自对应连接一个换向阀,换向阀位于主机1上,换向阀通过管道连接有外置于主机1的气泵。
38.主机1上设有位于右部的控制装置11,控制装置11通过线路分别与第一横向气缸56、第一前后驱动气缸75、第一推动气缸93、第二推动气缸96、第二横向气缸83、第二前后驱动气缸84、压紧气缸86、换向阀、气泵、真空泵电性连接。
39.本圆柱型软包装锂电池贴u型胶设备的原理如下:
40.首先,作业人员将产品4设置在置物台85上,压紧气缸86的活塞杆驱动定位板下压在产品4上实现产品4的固定,第一推动气缸93驱动压板92的外端将胶带3紧压在限位板91上,第一前后驱动气缸75带动前后移动板74向后移动,将胶带3送至与粘贴座52内侧面相对;
41.然后,延伸组件8的第二前后驱动气缸84带动移动座81和压辊82向前移动,使胶带3位于粘贴座52和压辊82之间,第二横向气缸83带动移动座81和压辊82向外侧移动,压辊82将胶带3紧压在粘贴座52内侧面上;
42.接着,送带组件7的第一推动气缸93驱动压板92复位,胶带3不被紧压在压板92和限位板91之间,第二前后驱动气缸84带动移动座81和压辊82向后回退,压辊82回退过程中拉动胶带3,使胶带3被进一步拉出;
43.紧接着,送带组件7的第一推动气缸93驱动压板92重新紧压胶带3,第二推动气缸96驱动刀具78切断胶带3,第一前后驱动气缸75带动前后移动板74向前复位,真空泵抽真空使真空吸头55吸住胶带3,第二横向气缸83带动移动座81和压辊82向内侧移动,胶带3不被紧压,第二前后驱动气缸84带动移动座81和压辊82向后复位,此时送带组件7和延伸组件8均位于粘贴座52的外侧;
44.最后,第一横向气缸56带动粘贴座52、柱体53朝产品4的端部移动并将胶带3粘接在产品4端部,粘接完成后第一横向气缸56带动粘贴座52向外侧移动并复位,压紧气缸86的活塞杆驱动定位板向上复位,作业人员取出产品4。
45.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。