1.本发明的目的是用于将膜施加至三维制品的方法和装置。这样的过程也被称为层压方法,并且包括将一个或更多个膜/层粘附至制品以赋予所述制品特定的技术性能和/或美学性能。在本发明可获得的制品/配件中,作为非限制性示例,存在有衣物制品或其部件(例如手套、袜子、用于夹克、裤子等的元件)以及技术/运动、医用制品(矫形或防护支架)、配件(包、背包、手推车、手提箱等)、各种性质的例如用于家具或用于车辆的涂层、以及各种类型的鞋(也包括运动鞋或矫形鞋)。
背景技术:
2.在这样的背景下,例如文献wo 2016/061321是已知的,其图示了用于将膜状物/膜层压在三维制品比如鞋、手套、服装、背包或其他物品的目标表面上的层压过程和层压机。层压机包括设置有与目标表面的形状对应的形状的可透气的可膨胀型材。膜状物/膜和目标表面布置在可膨胀型材上,其中,在膜状物/膜与目标表面之间放置有可热活化的粘合剂。该机器包括泵,该泵构造成用于将经加热的空气泵送到该型材中。经加热的空气使压靠在膜上的型材膨胀,膜进而压靠在目标表面上并使粘合剂活化,从而将膜胶合在目标表面上。
3.申请人已经观察到,已知类型的过程和设备、比如上述过程和设备可以在若干方面、尤其是关于将膜结合至制品的胶合质量方面进行改进。
4.申请人事实上已经观察到,已知的机器和过程、比如上述机器和过程不允许以均匀的方式并以期望的压力和温度参数对膜和粘合剂进行压制和加热,以确保完美的胶合。
5.特别地,可透气型材的使用使得难以在该型材内达到足够高的压力,因为大部分泵送的空气被分散。这个缺点可以借助于具有较高流速的空气泵送来克服,但随之而来的是能量浪费。在任何情况下,都难以控制施加在型材内的压力。事实上,随着热空气的泵送,型材内的压力和温度的增加确保了型材的材料倾向于延伸和扩张,从而使相同形状的透气区域(在织物或为了赋予透气性而专门获得的穿孔的情况下,该透气区域例如可以是纬纱与经纱之间的空间)的表面变宽和变形,随之而来的是压力的降低,因此必须通过增加泵送来补偿。结果是在层压循环期间压力的波动和非恒定进展。
6.另外,在工业使用中,这种变形倾向于变成永久性的,从而导致了机械的初始使用参数不再是最佳的并且必须持续更新。
7.申请人还观察到,在已知的机器中,热从存在于型材中的空气到粘合剂的传递不是最佳的,因为该传递以不均匀的方式发生并且具有高惯性。
8.申请人进一步观察到,如在wo 2016/061321中发生的,空气通过可透气型材使膜状物/膜、粘合剂和制品放置成与热空气在特定点(有透气性的那些点)处接触,并且这可能会对胶合性能产生负面影响,从而导致不均匀。
技术实现要素:
9.因此,在这样的背景下,申请人已经设定下述目标:提出一种能够克服上述缺点的用于将膜施加至三维制品的装置和方法。
10.特别地,申请人已经设定下述目标:提出一种用于将膜施加至三维制品的装置和方法,该装置和方法允许提高将膜结合/层压至制品的胶合质量。
11.特别地,申请人已经设定下述目标:提出一种用于将膜施加至三维制品的装置和方法,该装置和方法确保获得合适的压力和快速传递以及用于使粘合剂活化和将膜结合至制品所需的热的均匀分布。
12.申请人已经发现,上述目的和其他目的可以通过采用设置有特定的热透射率(测量物体每单位表面积和单位温差所交换的热能的量并限定其能量交换趋势的物理实体)以及可能的热扩散率的不可渗透的可膨胀型材来基本实现。
13.具有这个/这些特性的可膨胀元件的使用实际上允许在不存在透气性的情况下获得合适的热透射率以及有助于获得必要的压力。
14.特别地,申请人已经发现,上述目的和其他目的可以通过根据所附权利要求中的一项或更多项和/或根据以下方面中的一个或更多个方面的装置、方法和机器来基本实现。
15.根据独立的方面,本发明涉及一种用于将膜施加至三维制品的装置。
16.该装置包括可膨胀型材,该可膨胀型材具有连接或能够连接至加热气体源的至少一个开口。
17.可膨胀型材能够构造成在加热气体通过所述至少一个开口引入到可膨胀型材中时至少处于泄放构型和膨胀构型。
18.可膨胀型材构造和定尺寸成至少在可膨胀型材处于泄放构型时允许制品被放置在所述可膨胀型材上。
19.在膨胀构型中,可膨胀型材构造成用于压靠在制品上并且用于将置于可膨胀型材与制品之间的膜粘附至制品。
20.可膨胀型材对加热气体是不可渗透的。
21.可膨胀型材具有大于600w/m2k、可选地大于800w/m2k、可选地大于1500w/m2k的热透射率(意为根据参照标准iso 22007所测量的导热率与材料厚度之间的比率)。
22.可膨胀型材具有大于0.3mm2/s、可选地大于0.4mm2/s的热扩散率(根据参照标准iso 22007测量)。
23.根据独立的方面,本发明涉及一种将膜施加至三维制品的方法。
24.该方法包括:
25.■
将制品和膜放置在可膨胀型材上,其中,膜置于可膨胀型材与制品之间并且包括放置在膜与制品之间的至少一种热粘合剂;
26.■
将加热气体引入可膨胀型材中以用于使可膨胀型材膨胀,将可膨胀型材压靠在膜上并且将膜压靠在制品上,并且使热粘合剂活化。
27.在本说明书和所附权利要求中,术语“热粘合剂”是指包含热塑性聚合物、即由线性链或彼此不键合的几乎没有分支的链形成的聚合物的材料。因此,升高温度足以使其达到粘性状态并且因此能够使其成形。热粘合剂具有在特定温度(通常在60℃与180℃之间)下改变其自身结构、并且然后在达到该温度时熔化并在冷却时交联的能力。
28.可膨胀型材对加热气体是不可渗透的。
29.可膨胀型材具有大于600w/m2k、可选地大于800w/m2k、可选地大于1500w/m2k的热透射率(意为根据参照标准iso 22007所测量的导热率与材料厚度之间的比率)。
30.可膨胀型材具有大于0.3mm2/s、可选地大于0.4mm2/s的热扩散率(根据参照标准iso 22007测量)。
31.根据一个方面,该方法利用根据本发明的装置来致动。
32.根据一个方面,该装置构造成用于对根据本发明的方法进行致动。
33.首先,申请人已经证实,根据本发明的方法和装置允许经由层压获得高质量结合。
34.特别地,申请人已经证实,根据本发明的方法和装置允许以均匀的方式并以期望的压力和温度参数对膜和粘合剂进行挤压和加热,以确保稳定和持久的胶合。
35.申请人还已经证实,根据本发明的方法和装置允许施加压力和热,而无需在包含在可膨胀型材内的气体与膜、粘合剂和制品之间直接接触,从而防止可能导致损坏的污染。
36.下文中列出了本发明的其他方面。
37.在一个方面中,可膨胀型材具有连接或能够连接至气体排放口的至少一个出口,气体在被引入可膨胀型材内并部分冷却后可以从该气体排放口离开,从而允许新的加热气体进入。
38.在一个方面中,这种排放是可手动调节的,以便对离开的气体的流速进行调节。
39.在一个方面中,可膨胀型材由柔性外壳限定,该柔性外壳可选地是弹性的。
40.在一个方面中,可膨胀型材具有袋的形状。
41.在一个方面中,可膨胀型材或可膨胀型材的外壳包括织造织物或非织造织物,该织造织物或非织造织物可选地是正交的。
42.在一个方面中,可膨胀型材或可膨胀型材的外壳包括合成纤维,可选地为聚酰胺、聚酰胺6.6、芳族聚酰胺、间位芳族聚酰胺、对位芳族聚酰胺、聚芳酰胺或玻璃。
43.在一个方面中,可膨胀型材或可膨胀型材的外壳包括至少一层不透气物质,该不透气物质可选地包括至少一种聚合物,可选地由硅树脂、具有高导热性的硅树脂、硅橡胶或氟化橡胶(fkm)制成。
44.在一个方面中,不透气物质负载有至少一种导热物质,所述至少一种导热物质可选地具有比聚合物的导热率大的导热率。
45.在一个方面中,所述至少一种导热物质选自包括以下各者的组:氧化铝(al2o3)、碳化硅(sic)、氧化锌(zno)。
46.在一个方面中,可膨胀型材或可膨胀型材的外壳包括织造织物或非织造织物,可选地为聚酰胺、聚酰胺6.6、芳族聚酰胺、间位芳族聚酰胺、对位芳族聚酰胺、聚芳酰胺或玻璃。
47.在一个方面中,所述不透气物质散布在织造织物或非织造织物上。
48.在一个方面中,可膨胀型材或可膨胀型材的外壳具有大于0.2mm的厚度。在一个方面中,可膨胀型材或可膨胀型材的外壳具有小于0.6mm的厚度。在一个方面中,可膨胀型材或可膨胀型材的外壳具有0.3mm的厚度。
49.在一个方面中,不透气物质的层具有大于200μm的厚度。在一个方面中,不透气物质的层具有小于350μm的厚度。在一个方面中,不透气物质的层具有250μm的厚度。
50.在一个方面中,可膨胀型材或可膨胀型材的外壳具有大于250g/m2的每单位面积质量。在一个方面中,可膨胀型材或可膨胀型材的外壳具有小于350g/m2的每单位面积质量。在一个方面中,可膨胀型材或可膨胀型材的外壳具有300g/m2的每单位面积质量。
51.在一个方面中,加热气体具有在60℃与200℃之间的温度。
52.在一个方面中,加热气体是空气。
53.在一个方面中,提出了对热粘合剂进行冷却以便使热粘合剂聚合和稳定。
54.在一个方面中,对热粘合剂进行冷却包括引入冷却气体,冷却气体可选地达到在5℃与10℃之间的温度或者在可膨胀型材中处于环境温度。
55.在一个方面中,提出了在引入冷却气体或环境温度气体的同时从可膨胀型材中提取加热的气体,以便保持可膨胀型材中的压力。
56.在一个方面中,已膨胀的可膨胀型材中的压力在1.5巴与2巴之间,或者相对于外部大气压力的压差在0.5巴与1巴之间。
57.在一个方面中,用于将膜施加至三维制品的装置包括至少一个刚性支承件,以用于支承相应的可膨胀型材。
58.在一个方面中,刚性支承件具有基部,其中,可膨胀型材在所述至少一个开口处利用气体密封被约束或能够被约束至基部。
59.在一个方面中,刚性支承件包括套环,该套环构造成用于利用气体密封将可膨胀型材约束至基部。
60.在一个方面中,袋的限定可膨胀型材的一个边缘配装在基部上。
61.在一个方面中,基部具有用于所述气体的至少一个入口,可选地为多个入口;其中,当所述可膨胀型材安装在基部上时,所述至少一个入口在可膨胀型材内打开。
62.在一个方面中,所述至少一个入口连接至气体源。
63.在一个方面中,基部具有用于将气体从可膨胀型材排放的至少一个出口,可选地为多个出口。
64.在一个方面中,刚性支承件包括框架,该框架从基部延伸并且构造成用于至少在可膨胀型材处于泄放构型时支承可膨胀型材。
65.在一个方面中,根据待处理的制品,可膨胀型材设置有能够安装在基部上的不同形状和尺寸。
66.在一个方面中,根据待处理的制品,框架设置有能够安装在基部上的不同形状和尺寸。
67.在一个方面中,本发明还涉及一种用于将膜施加至三维制品的机器,其中,该机器包括根据前述方面中的至少一个方面的至少一个装置。
68.在一个方面中,该机器包括气体源,可选地包括泵,可选地包括连接至泵的用于所述气体的罐。
69.在一个方面中,该机器包括构造成用于对气体进行加热的至少一个加热器或多个加热器。
70.在一个方面中,所述至少一个加热器包括至少一个电加热元件。
71.在一个方面中,加热器操作性地连接或能够连接至气体源和可膨胀型材,可选地连接至基部的所述至少一个入口,并且操作性地置于气体源与可膨胀型材之间。
72.在一个方面中,该机器包括选择器(例如,阀或阀系统),以用于将气体从气体源引导通过加热器或直接处于可膨胀型材中。
73.在一个方面中,该机器还包括构造成用于对气体进行冷却的冷却器。
74.在一个方面中,冷却器操作性地连接或能够连接至气体源和可膨胀型材,可选地连接至基部的所述至少一个入口,并且操作性地置于气体源与可膨胀型材之间。
75.在一个方面中,选择器构造成用于将气体从气体源引导通过冷却器或直接处于可膨胀型材中。
76.在一个方面中,该机器包括基部,其中,在基部上安装有至少一个装置,可选地安装有两个装置。
77.在一个方面中,泵和/或加热器和/或罐和/或冷却器和/或选择器容纳在基部中。
78.在一个方面中,膜具有技术性能和/或美学性能,例如膜是可渗透的或半渗透的膜状物。
79.在一个方面中,三维制品选自以下各者:衣物制品或其部件(例如手套、袜子、用于夹克、裤子等的元件)以及技术/运动、医用制品(矫形或防护支架)、配件(包、背包、手推车、手提箱等)、各种性质的例如用于家具或用于车辆的涂层、以及各种类型的鞋(也包括运动鞋或矫形鞋)或其部件,例如鞋的鞋帮。
80.通过对根据本发明的用于将膜施加至三维制品的装置、方法和机器的优选但非排他性的实施方式的详细描述,其他特性和优点将变得更加清楚。
附图说明
81.这种描述将在下文中参照附图进行阐述,附图仅作为非限制性示例提供,在附图中:
82.■
图1是根据本发明的用于将膜施加至三维制品的机器的三维视图;
83.■
图2是图1的机器的侧视图;
84.■
图3是属于根据图1和图2的机器的用于将膜施加至三维制品的装置的放大视图;
85.■
图4是图3的装置的截面侧视图;
86.■
图5图示了图3和图4的装置的元件;
87.■
图6图示了图5的元件的截面部分;
88.■
图7示意性地并且以截面图示了按照根据本发明的方法的用于将膜层压在鞋上的步骤。
具体实施方式
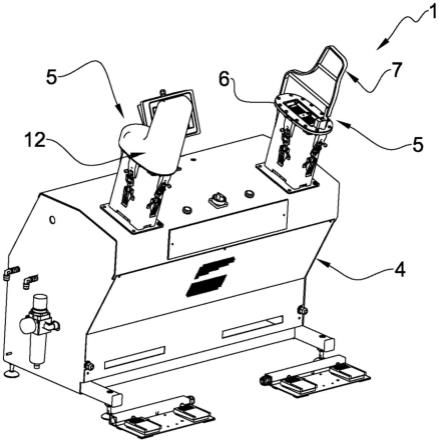
89.参照图1和图2,附图标记1总体上表示根据本发明的用于将膜施加至三维制品的机器。
90.图示的机器1例如用于在鞋的鞋帮2(图7)上施加内涂层,其中,内涂层例如由不可渗透的或半渗透的膜3(在图7中示意性地表示)限定。
91.机器1包括基部4,该基部4构造成搁置在地面上并包含机器1的功能元件(例如,机械元件、电气元件、电子元件、气动元件等)。基部4的上部部分承载有用于将不可渗透的膜3
施加至鞋帮2的两个装置5。这样的装置5彼此相同或大致相同,因此在本说明书的过程中将仅对这些装置中的一个装置进行描述。
92.装置5包括刚性支承件,该刚性支承件又包括基部6以及从基部6延伸的框架7。在图3和图5中图示的非限制性实施方式中,基部是一种具有与鞋的鞋底的尺寸和形状类似的尺寸和形状的板。框架7基本上在正交于基部6的平面中延伸。基部6安装在支承件8上,支承件8又固定在基部4上。在图1和图2中图示的实施方式中,装置5安装成使得其可以借助于将所述支承件8连接至基部6的快速释放钩9(如图3中更加可见)而从支承件8移除。
93.基部6具有朝向基部6本身的上部面敞开的腔,框架7从基部6本身的上部面延伸。基部6设置有两个导管,所述两个导管限定用于气体的相应的入口10,入口10通过相应的格栅通向腔。基部6还设置有附加入口11(图4)。基部6还设置有排放出口,该排放出口未图示并且例如平行于辅助入口11的导管。
94.装置5包括由设置有开口13的柔性外壳或袋限定的可膨胀型材12。在图示的实施方式中,袋具有类似于鞋的鞋帮2的形状,其中,袋的开口对应于鞋的鞋底。袋的开口13的边缘的尺寸和形状使得能够围绕基部6的周缘部分配装该边缘。一旦被配装,该边缘借助于例如未图示的套环以气体密封的方式固定在基部6上。袋保持围绕框架7布置。
95.图1图示了装置5中的设置有封围相应框架7——该相应框架7不可见——的可膨胀型材12的一个装置(在左侧)以及装置5中的不存在可膨胀型材12并且因此相应框架7可见的另一装置(在右侧)。如可以观察到的,框架7和可膨胀型材12的尺寸是不同的,使得可以根据待处理的制品在机器1上安装不同形状和尺寸的框架7和可膨胀型材。
96.可膨胀型材12、即袋由不透气材料制成。例如,袋由合成纱线例如芳族聚酰胺、间位芳族聚酰胺、对位芳族聚酰胺、聚芳酰胺或玻璃的正交织物制成,其上散布有不透气物质例如具有高导热性的硅树脂、硅橡胶或氟化橡胶(fkm)。这样的物质(聚合物)可能负载有导热物质比如氧化铝(al2o3)、碳化硅(sic)或氧化锌(zno)。
97.如上所述,当可膨胀型材12安装在刚性支承件上时,不透气层保持在内部。
98.图6图示了袋的截面部分,其中可以看到由芳族聚酰胺制成的纺织品层14以及由硅树脂制成的不透气层15。纺织品层14的厚度为0.3mm,并且在施加硅树脂涂层之后,总厚度为320μm。涂覆织物的每单位面积的质量(每单位表面积的质量)为300g/m2。可膨胀型材12具有例如890w/m2k的热透射率(意为根据参照标准iso 22007所测量的导热率与材料厚度之间的比率)以及等于0.44mm2/s的热扩散率(根据参照标准iso22007测量)。
99.在实施方式变型中,所使用的材料可以不同于所指出的那些材料,并且袋也可以是弹性的。例如,外壳可以由非织造织物(tnt)制成。所使用的一种或多种材料在任何情况下都必须确保不透气性以及合适的热透射率和热扩散率性能。热透射率优选地高于600w/m2k。热扩散率优选地高于0.3mm2/s。
100.机器1包括气体源或连接至气体源。例如,机器1包括未图示的泵或压缩机和罐,该泵或压缩机和罐容纳在基部4中并且借助于导管/管道连接至装置5的入口10。该泵构造成用于将加压空气泵入罐中。加压空气借助于合适的阀被输送在可膨胀型材12内,以便确定使其从泄放/松弛构型到膨胀构型。
101.机器1还包括一个或更多个加热器16,所述一个或更多个加热器16容纳在基部4或支承件8中并且构造成用于在空气被引入到可膨胀型材12中之前对空气进行加热。每个加
热器16借助于管道/导管连接至罐和装置5的入口10,并且操作性地置于罐与可膨胀型材12之间。在图4中所图示的实施方式中,包括电加热元件的两个加热器16插入到通向两个入口10的相应导管中。
102.机器1还可以包括冷却器,该冷却器容纳在基部4中并且构造成用于在空气被引入到可膨胀型材12中之前对空气进行冷却。例如包括制冷器的冷却器借助于管道/导管在装置5的附加入口11处连接至罐,并且操作性地置于泵与可膨胀型材12之间。
103.机器1包括设置有阀和导管的选择器,该选择器操作性地联接至泵、罐、加热器、可能的冷却器和装置5。选择器构造成用于选择性地将空气从罐引导穿过加热器和入口10、穿过冷却器和附加入口11、或者直接在可膨胀型材12中穿过所述附加入口11。
104.机器1还设置有电子控制单元、致动器、传感器、输入输出装置(例如触摸屏),以便允许操作者对机器1进行致动和/或对其操作进行编程。
105.在使用中并且按照根据本发明的方法,当可膨胀型材12处于其泄放/松弛构型并且由框架7(图7中的虚线)支承时,不可渗透的膜3和鞋的鞋帮2在可膨胀型材12上布置成使得上面所提及的膜3保持置于可膨胀型材12与鞋帮2的内部目标表面17之间(图7)。
106.替代性地,通过经由附加入口11引入压力为约0.5巴的环境温度下的空气使可膨胀型材12部分地膨胀,并且不可渗透的膜3和鞋帮2布置在部分膨胀的可膨胀型材12上。部分膨胀的可膨胀型材12能够支承鞋帮2的重量。
107.膜3在其面向鞋帮2的目标表面17的表面上设置有热粘合剂,该热粘合剂以层状或点状方式或以其他模式布置在膜3的该表面上。可能地,在鞋帮2上方,定位有未图示的刚性或半刚性壳。
108.自动地或借助于由操作者给予的命令,罐的加压空气通过加热器16被引入并且然后进入到可膨胀型材12中。经加热的空气、例如被加热至100℃温度的空气也被加压至例如2巴的压力,使可膨胀型材12膨胀并加热,该可膨胀型材12进而压靠在膜3上并将膜3压靠在鞋帮2的内部目标表面17上。上面所提及的可能的刚性或半刚性壳用于限制鞋帮2的变形。可膨胀型材12的外壳的特征是以均匀且快速的方式将热传递至膜3和热粘合剂,并且还在这种膜3上保持均匀的压力。置于膜3与目标表面16之间的热粘合剂因此被挤压并加热至其活化温度,热粘合剂在该活化温度下熔化。
109.可选地,在将热空气引入可膨胀型材12内期间,空气可以通过排放出口部分地排放。以这种方式,空气——在其已经被泵入可膨胀型材12内并部分冷却之后——可以从该型材离开,从而允许引入新的热空气。因此,可膨胀元件内的温度将趋于升高。
110.随后,自动地或借助于由操作者给予的命令,环境温度下的空气或冷却至例如10℃的空气通过附加入口11被引入,而存在于可膨胀型材12中的热空气通过排放出口逐渐排放。以这种方式,在热粘合剂被冷却和聚合、稳定的同时,可膨胀型材12内部的压力以及膜3对鞋帮2的压力被保持。然后,可以通过使可膨胀型材12泄放并从机器1移除鞋帮来排放空气。
111.测试
112.对借助于根据本发明得到的可膨胀型材所获得的鞋帮以及用其他类型的可膨胀型材所获得的鞋帮进行层压测试,其中一种可膨胀型材设置有用于使热空气通过的孔。
113.已经使用了由型聚酰胺织物制成的徒步旅行型鞋帮。使用了由聚氨酯
类型的半渗透膜状物限定的膜3,其设置有由可热再活化的胶网构成的热粘合剂。热空气(130℃)被泵入可膨胀型材12内,以便将所述可膨胀型材12内的过压(相对于外部大气压力)保持为约60kpa(0.6巴),并且因此获得膜3到鞋帮2的内部目标表面17的层压。一旦鞋帮-膜组件被冷却,根据标准iso 2411:2000(e)测量将膜3与鞋帮2分层所需的力。特别地,从鞋帮2的不同区域拾取鞋帮-膜组件的样品(50mm宽
×
200mm长的条带),其中,拐角彼此不同并且总体上表示鞋帮2本身的整个内表面。
114.可膨胀型材类型以及分层测试的相关结果如下表所示。
[0115][0116][0117]
如可以观察到的,借助于根据本发明的可膨胀型材所获得的膜对鞋帮的组件的粘附值(上表的第1行和第2行)明显高于借助于对照组可膨胀型材所获得的组件的粘附值(第3行和第4行)。
[0118]
特别地,借助于具有约900w/m2k(上表的第1行)的透射率的可膨胀型材结合的膜3对鞋帮2的粘附值始终是恒定的并且高于25n/50mm。这些值平均比利用类似但使用可透过热空气的可膨胀型材的机器(例如,像文献wo 2016/061321中描述的机器)检测到的值高50%以上。
[0119]
还观察到的是,从具有550w/m2k(第3行)的透射率的对照组可膨胀型材到具有750w/m2k(第2行)的透射率的根据本发明的可膨胀型材,平均抗分层性的值显著增加(从7n/50mm到17n/50mm)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。