1.本发明属于复合材料设计及材料成型设备技术领域,具体涉及复合材料体、浸渍设备、复合材料体的制造方法、及复合材料成型设备和方法。
背景技术:
2.复合材料,尤其是具有厚截面的复合材料,在使用过程中其外层和芯层所起的作用往往有很大的不同,通常,外层起承载、保护作用,芯层起支撑作用,如果用同样的材料制造,会造成很大的材料浪费,如果采用二次加工或者粘接的方式则工艺复杂,如何能够高效、方便、可靠地一次性制造出这种复合材料,同时尽最大可能降低材料成本,最好是大量地使用固体废弃物同时又不降低性能,这是现有技术还没有解决的问题。尤其是在大量使用的建筑材料中,例如铁路轨枕、户外地板、门窗幕墙框材,如何降低成本,同时提高防火性能、耐老化性能和表面装饰保护效果,是亟待解决的问题。
3.发明专利内容
4.针对上述问题,本发明旨在提供一种复合材料体、浸渍设备、复合材料成型设备和方法。本发明的目的是通过以下技术方案实现的:
5.本发明的第一个方面在于提供一种复合材料体,所述复合材料体具有第一材料层和第二材料层,所述第二材料层与第一材料层组成成分或密度不同,相对照地,第一材料层和第二材料层内部的组成成分或者密度则相对均匀;形成所述第一材料层的第一材料体包含由液态的第一基体材料浸渍第一增强材料形成的第一预浸体,形成第二材料层的第二材料体与所述第一预浸体复合形成复合前体,所述复合前体经后续固化、成型或二次加工工艺处理定型为一体形成所述复合材料体;本文件中,除非特殊说明,所述基体材料是指复合材料中将各分散的组分和片层粘结为一体的连续相材料,所述增强材料指分散在基体材料中的组分。
6.进一步,所述复合材料体具有包含第一材料层的外层和包含第二材料层的芯层;或者,所述复合材料体具有包含第二材料层的外层和包含第一材料层的芯层,所述外层遮覆芯层的一个或多个表面或周向环围包覆所述芯层或完全包覆所述芯层。
7.进一步,所述第二材料体包括第二基体材料和/或第二增强材料,所述第一基体材料与第二基体材料相同或不同,所述第一增强材料与第二增强材料相同或不同。所述第二基体材料与第一基体材料相同或不同:当第一基体材料与第二基体材料相同时,第一增强材料与第二增强材料不同;当第一基体材料与第二基体材料不同时,第一增强材料与第二增强材料相同或不同。
8.进一步,第二材料体可以是第二基体材料,所述第二基体材料选自由金属材料、无机非金属材料或高分子材料的一种或多种材料组合;也可以是第二增强材料,所述第二增强材料包括但不限于粉末、片状、块状、颗粒状或短切纤维状、蜂窝状、格栅状、空心状或泡沫状、连续纤维或织物状中的一种或多种组合;也可以同时包含第二基体材料和第二增强材料。在一些示例中,上述第一基体材料或第二基体材料可以选自所述基体材料选自包括
但不限于聚氨酯、丙烯酸酯、水泥、玻璃、陶瓷、铝合金和塑料、橡胶回收料中一种或多种的组合,第一增强材料或第二增强材料选自固体废弃物或固体废弃物加工料,采用这些材料作为原材料加工制备复合材料体能够大幅度地提高性能或降低成本或保护环境。
9.当第一材料层用于形成复合材料体外层,第二材料层用于形成复合材料体内层时,第二增强材料优选地采用包含蜂窝状、格栅状材料、短切纤维材料与其他增强材料的一种或多种的组合,因为蜂窝材料能够使填充于其中的纤维材料和/或其他增强材料均匀分布,并且能够大幅度地提高芯层的抗压强度和抗剪强度,短切纤维材料能够增强芯层的强度。在优选的方案中,第二增强材料同时包含蜂窝材料和填充材料,其中,填充材料填充在蜂窝材料内部,所述填充材料包含固体废弃物,所述固体废弃物包括但不限于橡胶颗粒、混凝土颗粒、废玻璃制作的丝、玻璃碎渣或废丝、塑料颗粒、煤渣等。
10.优选地,所述第一基体材料和/或第二基体材料为可发泡材料,除了降低复合材料的密度,可发泡基体材料在发泡过程中可以将充分填充增强材料之间的空隙,将增强材料紧密地粘结成为整体。
11.进一步,所述第二材料体包含由液态的第二基体材料浸渍第二增强材料形成的第二预浸体,第二基体材料可以是实心材料也可以是发泡材料。进一步,所述第一预浸体由液态的第一基体材料在周向密闭的贯穿通道内预浸第一增强材料制成。
12.进一步,所述第二预浸体由液态的第二基体材料在周向密闭的贯穿通道内浸渍第二增强材料制成。
13.进一步,所述第一预浸体与所述第二材料体连续地进行层压或者将所述第一预浸体与所述第二材料体一起牵引通过具有连续通道的模具复合固化或定型为一体。进一步,所述第一增强材料和/或第二增强材料包含粉末、片状、颗粒状或纤维状、蜂窝状、泡沫状的材料中的一种或多种的组合,所述纤维状的材料包括短切纤维和/或连续纤维。
14.进一步,所述第一增强材料或第二材料体中包含固体废弃物,所述固体废弃物包括但不限于橡胶颗粒、混凝土颗粒、废玻璃拉的丝、玻璃碎渣或废丝、塑料颗粒、植物碎片或者纤维、废塑料拉的丝中的一种或多种。
15.进一步,所述第一增强材料和/或第二材料体包含蜂窝状或格栅状材料以及填充材料,所述填充材料填充于蜂窝状或格栅状材料中,所述填充材料包含粉末、碎片状、颗粒状或纤维状、泡沫状的材料中的一种或多种的组合。
16.这种复合材料体可以一体成型,浸渍过程可以在封闭空间实现,外层和芯层材料组成和密度可以根据需要灵活调整,可以大量应用固体废弃物,从而达到最优的性价比。
17.本发明的第二个方面在于提供一种复合材料浸渍设备,所述浸渍设备包括具有周向密闭的第一型腔及布设在第一型腔轴向下游方向且与第一型腔轴向贯通的第二型腔,优选地,所述第二型腔配置有自入口端向出口端其内腔壁周向或径向向内收拢的聚拢部段;所述浸渍设备上设有连通至第一型腔内的第一注入口。
18.进一步,所述第一型腔内设有芯模,所述芯模轴向向下游延伸超过第一型腔和第二型腔的连接部,所述芯模的外壁和第一型腔的内腔壁之间形成第一容置空间,所述第一注入口连通至该第一容置空间内。
19.进一步,所述芯模整体悬置于所述第一型腔中或者芯模置于所述第一型腔中同时有局部轴向地与所述第一型腔的型腔壁相连;所述第一容置空间出口端空腔径向横截面积
不大于所述第一容置空间的入口端空腔径向横截面积;优选地,所述第一容置空间具有第一压缩段,所述第一压缩段为入口端空腔径向截面尺寸大于出口端空腔径向截面尺寸的连续斜面或连续锥面的通道结构,优选地,所述第一容置空间的入口端单边径向厚度较出口端单边径向厚度扩大0~1mm。
20.进一步,所述芯模具有在第二型腔内轴向延伸的外延部段,所述外延部段的外表面与第二型腔的内壁之间形成第二容置空间;所述第二容置空间的出口端空腔的径向横截面积不大于其入口端空腔的径向横截面积;优选地,所述第二容置空间具有第二压缩段,所述第二压缩段为入口端大于出口端的连续斜面或连续锥面的通道结构。
21.进一步,所述第一容置空间具有第一压缩段,所述第二容置空间具有第二压缩段,形成所述第二压缩段的连续斜面或连续锥面的锥度大于形成第一压缩段的连续斜面或连续锥面的锥度;优选地,所述第一容置空间的入口端单边径向厚度较出口端单边径向厚度扩大0~1mm,这样既可以保证浸渍效果,又可以减少液态基体材料储留在第一容置空间内的时间,防止液态基体材料凝固堵塞第一容置空间。
22.进一步,所述芯模为内部中空的结构,所述芯模的空腔具有第二输入口和第二输出口,所述第二输入口用于向芯模的内腔中填充第一增强材料或第二增强材料,所述第二输出口连通至第二型腔。
23.进一步,所述浸渍设备的上方开有连通至芯模内腔的第三注入口,用于向所述芯模内填充增强材料和/或液态基体材料。
24.进一步,所述浸渍设备还设有浸渍腔,所述浸渍腔包括在第一型腔内腔壁和/或芯模外壁上形成的弧状或环状的浸渍槽,所述第一注入口连通至所述浸渍槽内;优选地,所述浸渍槽深度为0.1mm~20mm,浸渍槽沿第一型腔的轴向方向延伸的长度为1~200mm。
25.进一步,所述第一型腔还具有保压段,所述保压段连接在浸渍腔入口端上游和/或浸渍腔出口端下游,所述保压段的腔体径向尺寸与第一型腔出口端腔体径向尺寸一致。
26.进一步,所述第一型腔还具有压缩段,所述压缩段连接在保压段入口端上游,所述压缩段的入口端腔体横截面积大于出口端腔体横截面积,优选地,所述第一容置空间的入口端单边径向厚度较出口端单边径向厚度扩大不小于1mm。
27.进一步,所述第一型腔和第二型腔为一体成型的结构或拼接而成的结构。
28.进一步,所述浸渍设备还包括温度控制装置,所述温度控制装置对第一型腔和/或第二型腔进行降温或者升温。
29.进一步,在所述第一型腔的轴向上游入口端设有穿纱板,所述穿纱板上设有穿纱孔或者穿纱缝,所述穿纱孔或穿纱缝的位置和结构适应第一增强材料和/或第二增强材料在复合材料体中的定位和形状。
30.进一步,所述芯模具有中空内腔,所述穿纱板上设有适应于第一容置空间的第一纱孔或第二纱缝以及适应于芯模中空内腔的第二纱孔或第二纱缝。
31.本发明的第三个方面在于提供一种复合材料成型设备,其特征在于,包括模具设备和前述的复合材料浸渍设备。
32.进一步,所述模具设备设置在所述浸渍设备下游,所述模具设备的材质包括钢、塑料、铝合金、玻璃、陶瓷和复合材料中的一种或多种的组合,优选地,包括钢、铝合金、玻璃、尼龙、聚四氟乙烯,超高分子量聚乙烯中一种或多种的组合。
33.进一步,所述模具设备的长度大于1.5米,优选地,大于2.5米,更优选地,大于3.5米。
34.进一步,所述浸渍设备和/或模具设备的型腔壁附着有脱模材料,所述脱模材料包括聚四氟乙烯薄膜或其纤维增强薄膜、聚丙烯或者聚乙烯薄膜、特富龙涂层、陶瓷涂层中的一种或多种的组合。
35.进一步,还包括固化设备,所述固化设备包括加热固化、紫外光固化、微波固化、辐照固化设备中的一种或多种的组合,所述固化设备设置于所述模具设备上或者周围。
36.进一步,还包括辅助脱模设备,所述辅助脱模设备使隔离材料包覆着复合前体一起进入所述模具设备的入口,所述隔离材料选自聚四氟乙烯薄膜或其纤维增强薄膜、聚丙烯或者聚乙烯薄膜、纸、木皮、橡胶膜、布料或毛毡中的一种或多种的组合;优选地,所述隔离材料表面还涂覆有有机或无机脱模材料,所述有机或无机脱模材料包括含氟或硅的薄膜、涂层、油或蜡中的一种或多种的组合;优选地,所述脱模设备使所述隔离材料在所述模具设备出口外与所述复合材料分离后循环地包覆所述第二预浸体进入所述模具设备的入口;优选地,所述脱模设备对所述隔离材料先预成型成设计形状再包覆所述复合前体进入模具设备。
37.进一步,还包括牵引设备,所述牵引设备用于牵引第一材料体和/或第二材料体穿过浸渍设备和/或模具设备。
38.进一步,还包括自动计量输入设备,用于连续地向浸渍设备内输入第一材料体或第二材料体并对输入的第一材料体或第二材料体进行连续称量,所述计量输入设备可以根据牵引速度的变化调整输入速度。
39.进一步,所述浸渍设备的上游具有蜂窝展开装置,用于连续地将蜂窝展开。
40.进一步,所述牵引装置包括设置于浸渍设备下游的夹持牵引装置,所述夹持牵引装置包括前后交替进退压合的第一夹板机构和第二夹板机构,所述第一夹板机构和第二夹板机构上均设有上下开合的压板式夹持模具,所述第一夹板机构和第二夹板机构可沿复合材料体输出的轴向方向往复移动。
41.进一步,所述牵引装置还包括设置于所述夹持牵引装置下游的连续牵引装置。
42.本发明的第四个方面在于提供一种复合材料体的制造方法,其包括以下步骤:1)使液态的第一基体材料浸渍第一增强材料形成第一预浸体,;2)将包含第一预浸体的第一材料体与第二材料体复合形成复合前体;3)对所述复合前体进行固化或定型获得复合材料体。
43.进一步,步骤1)中,连续地牵引第一增强材料通过周向密闭且轴向贯穿的第一轴向通道并在该第一轴向通道内使液态的第一基体材料浸渍第一增强材料形成第一预浸体。
44.进一步,在步骤1)中,还包括使液态的第二基体材料浸渍第二增强材料形成第二预浸体的步骤;同时在步骤2)中,将包含第一预浸体的第一材料体和包含第二预浸体的第二材料体复合形成复合前体。
45.进一步,步骤1)中,连续地牵引第一增强材料通过周向密闭且轴向贯穿的第一轴向通道并在该第一轴向通道内使液态的第一基体材料浸渍第一增强材料形成第一预浸体;同时,连续地牵引第二增强材料通过轴向密闭且轴向贯通的第二轴向通道并在该第二通道内使液态的第二基体材料浸渍第二增强材料形成第二预浸体。
46.进一步,步骤3)中,使所述复合前体在模具内固化和/定型成为复合材料体。
47.进一步,在所述步骤1)中,第一基体材料采用可发泡的材料,第一增强材料采用纤维材料;并且,在步骤3)中,第一预浸体和第二材料体在模具内一起发泡并固化和/定型成为复合材料体。
48.进一步,连续地牵引所述第一增强材料通过所述第一轴向通道并在所述贯穿通道内使液态的可发泡的基体材料浸渍第一增强材料形成第一预浸体。
49.进一步,在步骤2)中,对所述第一预浸体和第二材料体进行连续层压或者连续地牵引第一预浸体和第二材料体通过第三轴向通道使二者紧密复合。
50.进一步,在步骤3)中,对所述第一预浸体和第二材料体进行连续层压或者连续地牵引第一材料体和第二材料体通过第四轴向通道,并且对二者进行加温或者冷却使二者一起固化和/或定型成为复合材料体,从而实现复合材料体的连续成型。
51.进一步,在纤维进入所述第一轴向通道前将纤维或纤维织物定位和/或预成型至所需要的位置和/或形状。
52.进一步,其采用前述的成型设备完成,其包括以下步骤:(1)连续不断地牵引第一增强材料通过所述穿纱板上的穿纱孔和/或缝使其按照设计的空间位置和形状进行排布然后进入第一型腔和第二型腔;(2)通过第一注入口向第一型腔内注入液态的第一基体材料,(3)使第一增强材料被所述第一基体材料浸润并在其轴向移动过程中形成第一预浸体;所述第一预浸体被牵引着轴向移动通过第二型腔。
53.进一步,所述芯模为内部中空的结构,向所述芯模的中空内腔中连续地输入第二材料体,所述第二材料体包含第二增强材料和/或第二基体材料,所述第二材料体从芯模出口端输出至第二型腔并与第一预浸体混合形成复合前体;所述芯层被输送至所述芯模的空腔中的速度与第一预浸体的轴向移动速度成正比例关系。
54.进一步,所述第二材料体包括第二增强材料,所述第二增强材料包含粉末、片状、颗粒状或纤维状、蜂窝状、泡沫状的材料中的一种或多种;所述第二增强材料全部或部分紧贴所述芯模的内部空腔壁输送至第二型腔中,这样可以防止第二基体材料残留在腔壁上;优选地,所述芯模的内部空腔内设置有管道或者槽道,所述第二材料体通过所述管道或者槽道的出口端输出至第二型腔。
55.进一步,所述第二材料体通过具有自动计量功能的装置连续地装填至所述芯模的内部空腔中;优选地,还包括对所述第二材料体进行连续称量并且根据牵引速度的变化进行调整输入速度的步骤。
56.进一步,还包括固化步骤:直接对模具设备加热使置于其中的有第一预浸体和第二材料体复合形成的复合前体固化成所述复合材料体,或,将离开所述模具设备的复合前体直接固化或置于其他模具中固化,所述固化方法包括加热固化、紫外光固化、微波固化、辐照固化中的一种或多种的组合。
57.进一步,其采用具有夹板机构的复合材料成型设备进行,所述第一夹板机构或第二夹板机构交替压合夹持前一工序输出的成型前体材料轴向移动,所述成型前体材料在所述第一夹板机构和/或第二夹板机构的夹持模具中成型固化,所述成型前体材料包括复合前体或从所述模具设备中输出的预成型材料。
58.进一步,通过所述连续牵引装置连续地牵引所述成型前体材料进入交替进退压合
的夹持牵引装置的模具中,所述第一夹板机构或第二夹板机构压合夹持所述成型前体材料,使所述成型前体材料在所述夹持模具中成型固化,所述第一夹板机构或第二夹持机构张开后退时在其夹持模具中成型固化的复合材料体被连续牵引夹持牵引出夹持机构获得复合材料体型材。
59.进一步,采用压合夹持装置对复合前体成型的过程为:复合前体连续进入首尾相连的第一夹板机构和第二夹板机构上的打开的第一模具和第二模具;2)闭合所述夹板机构上的模具使所述复合前体成为复合材料;3)打开第一夹板机构上的第一模具,移动第二夹板机构,从第一夹板机构上的第一模具中输出一部分复合材料;4)闭合第一夹板上的第一模具夹持这复合前体和一部分复合材料与第二夹持一起向前移动;5)打开第二夹板上的第二模具,输出复合材料,然后第二夹持向后退回设计位置,第一夹持继续前进至第一模具与第二模具首尾相连,同时使露在其外面的复合材料进入第二模具;6)第二模具闭合夹持着复合材料,两个夹持一同前进;7)第一模具打开输出复合材料的一部分,同时第一夹持退回,第一夹持前进,第一模具夹持着复合材料牵引着复合前体进入第一模具;如此循环直至获得所需尺寸的复合材料体型材为止。
60.进一步,还包括辅助脱模步骤,在预浸体进入模具设备之前对所述隔离材料进行定位、定形并使其包覆着第二预浸体进入所述模具设备。
61.进一步,还包括在复合材料固化成型后将所述隔离材料剥离复合材料型材本体并循环到所述模具设备的入口重复使用的步骤。
62.优选地,当采用前述设备完成上述成型过程时,第一容置空间用作第一轴向通道输出第一预浸体,芯模的内部空腔用作第三轴向通道输出第二材料体(或第二预浸体),第二容置空间用作第二轴向通道输出复合前体,模具内腔作为第四轴向通道输出复合材料体;或者,也可以将芯模的内部空腔用作第一轴向通道输出第一预浸体,第一容置空间用作第三轴向通道输出第二材料体(或第二预浸体),第二容置空间用作第二轴向通道输出复合前体,模具内腔作为第四轴向通道输出复合材料体。
63.可选地,在所述步骤1)中,连续地牵引作为第一增强材料组分的蜂窝材料进入成型模具,并在蜂窝材料进入成型模具之前向蜂窝孔洞中置入填充材料和树脂基体材料使蜂窝形成第一预浸体。
64.本发明的第五个方面在于提供一种复合材料体型材,其具有的复合材料体型材结构,所述第一材料体或第二材料体包括蜂窝材料和填充材料,所述填充材料包含固体废弃物,所述固体废弃物橡胶颗粒、混凝土颗粒、废玻璃拉的丝、玻璃碎渣或废丝、塑料颗粒、植物碎片、废塑料拉的丝中的一种或多种。
65.本发明的第六个方面在于提供一种复合材料铁路轨枕,其具有前述的复合材料体型材结构,所述轨枕具有包含第一材料层的外层和包含第二材料层的芯层,所述第二材料体包括蜂窝材料和填充材料,并且所述外层在周向上完全包覆所述芯层。优选地,所述第一材料层的外层中纤维的体积含量为30~70%,所述第二材料层的芯层中包含有蜂窝状或格栅状材料,所述蜂窝状或格栅状材料中填充的填充材料包含有发泡基体材料、纤维塑料或者橡胶颗粒中的一种或多种的组合,蜂窝体积中纤维的体积含量为0~40%,塑料或者橡胶颗粒的体积含量为0~70%,优选地,所述塑料或橡胶颗粒为再生塑料或橡胶,所述复合材料轨枕的表面材料包含热塑性聚氨酯(tpu)膜,厚度为50~1000um,更优选地,所述tpu膜为
脂肪族热塑性聚氨酯膜(起着抗老化和耐磨的作用)。进一步,形成第一预浸体的第一基体材料可以选自聚氨酯、发泡或不发泡水泥、树脂混凝土、热塑性树脂回收料中的一种或多种的组合;第一增强材料可以选自包含废玻璃丝、废玻璃拉制成的丝、植物纤维或废渣、工业废渣、建筑废渣中的一种或多种的组合。
66.进一步地,所述增强材料中包含信号传输装置,所述信号传输装置在复合材料成型过程中置于所述第一增强材料中或第二材料层中和其他材料一起固化成一体,优选地,所述无线装置包含有压敏传感装置。
67.所述复合材材料轨枕可以实现低成本厚截面的材料一次形成,并且能够实现复合材料在承载状态下非接触的实时状态检测和监控。
68.本发明的第七个方面在于提供一种复合材料板材,其具有前述的复合材料体型材结构,所述板材具有包含第一材料层的芯层和包含第二材料层的外层,所述第一增强材料包括蜂窝材料和填充材料,所述第二材料层包括遮覆芯层上表面的上表层和遮覆芯层下表面的下表层,所述上表层具有包含涂层和/或薄膜,所述薄膜包括tpu薄膜、pvc薄膜、pc薄膜、pmma薄膜、pvdf薄膜、pet薄膜、氯丁橡胶薄膜、三元乙丙橡胶中的一种或多种的组合,所述上表层上形成有凹凸花纹,优选地,所述基体材料选自发泡的无机胶凝材料,所述增强材料包含植物纤维、聚合物纤维、玻璃纤维中的一种或多种的组合。这样的板材,成本大幅度降低,并且强度高、耐老化、美观耐用本发明的第八个方面在于提供一种复合材料门窗幕墙型材,
69.具有前述的复合材料体型材结构和/或采用前述的方法制成,其具前述的复合材料体型材结构,具有包含第一材料体的外层和包含第二材料体的芯层,所述第二材料体的芯层包括蜂窝状或格栅状材料和填充材料,可选地,所述第一材料体的外层和/或增强材料和/或填充材料中包含膨胀防火材料,所述膨胀防火材料包含但不限于膨胀石墨、磷酸盐复合物中的一种或其组合物,可选地所述第一材料体中的外层遮蔽有表层,所述表层包含涂层和/或薄膜,所述薄膜包括tpu薄膜、pvc薄膜、pc薄膜、pmma薄膜、pvdf薄膜、pet薄膜、氯丁橡胶薄膜、三元乙丙橡胶中的一种或多种的组合,可选地,所述上表层上形成有凹凸花纹。这样的门窗幕墙框材,填充材料和框体一次成型,具备极佳的保温性能和抗弯刚度。
70.本发明的有益效果在在于:采用本发明的浸渍设备及浸渍方法可以确保基体材料充分浸渍纤维增强材料;同时采用本发明的成型设备及成型方法,可以很方便地将制造厚截面的复合材料产品,在复合材料内部引入芯材、填料和短切纤维,尤其是引入大量的固体废弃物降低成本和引入信号传输装置增加检测功能,同时,可根据应力分布增加外层纤维含量和基体密度,减少内部纤维含量和基体密度,将具有装饰功能、耐候功能、耐磨功能、阻燃功能、脱模功能中的一种或者多种的组合的薄膜复合在复合材料的表面,满足其工作需求;同时,也可以使用多个覆膜组件将多个或者多种薄膜复合在复合材料的表面;本发明的成型设备和方法可高效、稳定实现前述复合材料体的生产,可以很好地应用与复合材料轨枕、复合材料地板、复合材料门窗幕墙型材的生产,大幅度降低成本的同时补充和补强复合材料的功能。
附图说明
71.图1所示为本发明的优选实施例的复合材料体示意图;
72.图2所示为图1的主视图示意图;
73.图3所述为图2中c-c剖面示意图;
74.图4所示为本发明的复合材料浸渍设备的示意图;
75.图5所示为本发明的复合材料成型设备的整体结构示意图;
76.图6所示为本发明的穿纱板的结构示意图;
77.图7所示为本发明的优选实施例6的设备示意图;
78.图8所示为本发明的优选实施例6的一种实施方式的夹持牵引的流程示意图;
79.图9所示为本发明的实施例8的板材型材的结构示意图;
80.图10所示为图9的b-b剖面示意图;
81.图11所示为本发明的实施例8中用于制备板材型材的设备示意图;
82.图12所示为图11的立体图示意图;
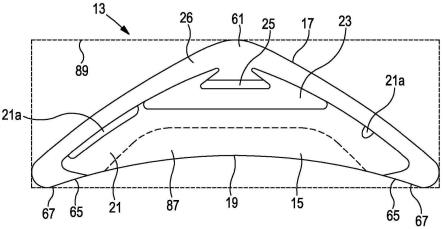
83.图13所示为本发明的实施例9的门窗幕墙型材示意图;
84.图14所示为图13中a-a剖面示意图。
具体实施方式
85.下面将结合本发明实施例中的附图,对本发明所述的优选实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
86.实施例1:
87.本实施例提供一种复合材料体,本实施例的复合材料体中,第一材料层形成在外层510,第二材料层形成在芯层520;如图1~3所示,该复合材料体具有芯层520和外层510,所述外层510在周向上完全环围包覆芯层520,所述芯层520和外层510具有不同的材料组成和材料组分分布,所述复合材料体在轴向方向上可以是任意长度连续延伸的,且所述复合材料体沿其轴向延伸方向横截面的上外层和芯层的分布形式呈现周期性大体上相同或相近的结构,该复合材料体中外层510和芯层520是一体连续拉挤成型制备而成的。
88.在图2所示的实施例中,形成外层510中第一材料层的第一材料体包括含有连续纤维513的第一增强材料和液态基体材料512,该液态的基体材料512浸渍连续纤维513形成第一预浸体;其中基体材料512选自芳香族聚氨酯、脂肪族聚氨酯、酚醛树脂、含氟树脂、热塑性树脂的反应单体、环戊二烯树脂、有机硅树脂、无机凝胶材料、熔融的热塑性树脂中的一种或多种的组合;形成芯层520的第二材料体包括金属材料、高分子材料、无机非金属材料或复合材料中的一种或多种的组合;所述第一预浸体和所述第二材料体复合成为复合前体,所述复合前体固化和/或定型成为所述复合材料体。可选地,形成外层510的第一材料体还包括涂层和/或薄膜,所述涂层和/或薄膜包覆所述外层510材料表面。
89.图2和图3所示的实施例中,位于外层510的所述第一增强材料层外层含有纤维布或纤维毡511,该纤维布或纤维毡511优选地采用玻璃纤维,其克重为300~1800g/m2;优选地,在整个外层510中玻璃纤维的重量占外层510整体重量的30~80%或着体积占外层510体积的20~70%;优选地,第一材料层中的第一基体材料包括酚醛树脂、热塑性丙烯酸树脂或其齐聚物或共聚物、己内酰胺单体、尼龙66盐中一种或其组合,更优选地,所述第一基体
材料含有发泡剂。
90.图2和图3所示的实施例中,所述芯层520含有蜂窝521,所述蜂窝521中填充有填充材料,所述填充材料包括但不限于泡沫状、粉状、碎片状、颗粒状或纤维状的材料中的一种或多种,优选地,所述填充材料包含颗粒状的橡胶或塑料和/或短切纤维522,更优选地,所述蜂窝的材质包括但不限于铝合金、钢、塑料、纸制中的一种其组合;在一些实施例中,形成芯层520的第二材料体包括成本低廉且性能优异且环保的固体废弃物,所述固体废弃物包括但不限于橡胶颗粒、混凝土颗粒、废玻璃拉的丝、玻璃碎渣或废丝、塑料颗粒、植物碎片或纤维、废塑料拉的丝、复合材料碎片。本实施例中示出的复合材料体中,所述外层510中所采用的纤维为玻璃纤维,包括但不限于重庆国际复合材料有限公司的ecr469p-9600tex,所采用的第一基体材料为和丙烯酸树脂,所述丙烯酸树脂包括但不限于arkema的拉挤树脂体系(含引发剂),第二基体材料为发泡的芳香族聚氨酯树脂所述发泡的芳香族聚氨酯树脂包括但不限于科思创聚合物公司的desmodur1511l/baydur48bd176双组分聚氨酯体系;可选地,外层510中设置在第一材料层外表面的纤维毡或纤维布511还可以采用300~1800g/m2玻璃纤维连续毡、针织毡、方格布、轴向布中的一种或作者多种的组合,用以提高复合材料的横向强度,防止开裂;本实施例中所述芯层的第二材料体选用80~300mg/cm3的pvc蜂窝填充短切玻璃纤维(由废玻璃拉丝制成)和再生橡胶颗粒,芯层520的第二材料体中的第二基体材料512在固化中发泡使外层和芯层固化为一体成为所述复合材料体,该复合材料体结构可以应用于复合材料铁路轨枕。,所述外层510中的纤维体积含量为25~70%,优选为40~65%,所述芯部520中的纤维体积含量为0~40%,优选5~25%,所述蜂窝521中再生橡胶或塑料颗粒的体积比为20~70%,优选为40~70%;优选地,所述复合材料轨枕外层510的最外表面周向包覆有脂肪族tpu(热塑性弹性体)薄膜,厚度为0.05~3mm,优选为0.1~0.5mm。在这样的设计中,外层510强度高,硬度大,耐磨损,耐老化,芯层520抗压强度高,有弹性,轨枕整体抗弯强度和抗压强度高,耐疲劳,成本低;表一和表二示出了具有以上复合材料体结构的一些典型特征的复合材料轨枕和传统复合材料轨枕的比较,所述传统复合材料轨枕不具有明显的外层和芯层,而是通过对复合材料进行二次涂装而进行保护,可以看到所述复合材料体的典型技术效果:
91.表一
[0092][0093]
表二
[0094][0095]
在一些优选的技术方案中,提供一种内置信号传输装置的复合材料轨枕500,所述复合材料轨枕500具有第一材料体510和第二材料体520,所述第一材料体内靠近上表面处10mm处的铁轨下方与铁轨的中轴线对称布设两个无线信号传输装置,第一材料体510在周向上环围包覆第二材料体520,且所述信号传输装置完全包覆在第一材料体内,所述第一材料体510包覆第二材料体520和信号传输装置一体成型。在图示的实施例中,所述第二材料体520含有蜂窝板521和短切纤维522,优选地,还含有再生橡胶颗粒或者塑料颗粒,所述短切纤维和/或再生橡胶或塑料颗粒填充于所述蜂窝板521内。所述信号传输装置具有压敏传感器,所述压敏传感器将复合材料体所受的列车通过时通过轨道传递的压应力所导致的电阻变化转化为压力信号或者或故障报警信号或电路开关信号。进一步地,所述复合材料轨枕500含有两个无线信号传输装置或一个信号传输装置具有两个压力传感器,所述压力传感器设置与轨枕与铁轨接触面的下方,通过对两个压力传感器感知的压力差值与设定阈值的对比来产生复合材料轨枕600工作状态是否正常的信号,如果超出阈值,则产生故障报警信号。所述压敏传感器包括但不限于压力传感器、应变传感器、应变片或压差传感器等。
[0096]
可选地,所述信号传输装置也可以置于所述第二材料体520中,优选地,置于第二材料体520的上部靠近第一材料体510的交界处,更优选地,置于所述蜂窝板521内部;针对体积稍大的信号传输装置,这个位置设计既可以使压力传感器灵敏地感知复合材料体内的压力变化,又不至于影响第一材料体510的力学性能和复合材料轨枕500的整体力学性能,同时还能对信号传输装置进行充分的保护。
[0097]
在优选的实施例中,所述复合材料轨枕中布设的信号传输装置为的具有无源射频接受电路和射频发射电路的无源射频装置,所述无源射频装置依靠无线地吸收外部输入能源工作,所述吸收外部能源的方法包括但不限于通过振荡电路将外部电磁能转换成电能或依靠压电转换装置将机械能转换为电能的一种或多种的组合,优选地,所述信号传输装置还具有信号存储电路,可以存储复合材料轨枕500的工作状态信息,所述工作状态信息在受到触发后通过射频发射电路发送,由信号读取装置接收。所述信号传输装置在轨枕成型过程中置于所述第一材料体中和第二材料体一起固化成一体成为带有无线信号发射功能的
复合材料体,由于复合材料对电磁信号屏蔽弱,所以外部信号读取装置的射频信号发射器向复合材料发射信号时复合材料中的无线射频装置中的振荡电路会吸收能量,所述能量可驱动无线射频装置中的发射电路将存储在信号存储电路中的复合材料的工作状态信息或者故障报警信息发送,由信号读取装置接收,或,由于信号传输电路中断而丧失工作状态信息,由信号读取装置判断出复合材料状态故障,从而可以实现实时监测复合材料的使用状态信息;可选地,所述复合材料轨枕中的无源射频装置还可以通过压电转换装置将列车通过时铁轨对轨枕的压力转换成电能供所述无源射频装置产生、运算、储存、发射轨枕的工作状态信息。这样的复合材料轨枕使非接触的实时工作状态监控成为可能。
[0098]
在优选的实施方式中,所述压敏传感器包括应变片,所述应变片在复合材料体受载荷时产生形变而导致的电阻变化来转换生成压力信号,在列车通过轨枕使轨枕受载时,通过应变片的电阻变化与标定的电阻变化阈值比较来指示复合材料的内应力状态信号,应变片的电阻变化值与阈值范围不符则产生故障报警信号,存储与信号存储电路中,待信号传输装置感应到信号读取器的电磁信号时通过发射电路发送,由信号读取器接收,这种含有应变片的信号传输装置轻薄,可以附着在衬纸或者织物上随着第一材料体510或者第二材料体520固化为一体成为复合材料轨枕500,可以连续生产,方便、稳定、高效且成本低。
[0099]
在优选的实施方式中,所述压敏传感器包括带有弹性臂的贴合开关,在加工成型时,贴合开关通过热收缩管套线捆扎,在模具内固化时热收缩管套线熔化和复合材料体合为一体;在正常工作状态下,所述贴合开关处于叠合状态,当复合材料体的纤维断裂或者分层时所述弹性臂弹开,贴合开关断开,触发故障报警状态信息存储于信号存储电路中,或者使信号传输装置丧失传输工作信号功能。
[0100]
优选地,所述信号读取器可以设置在列车上,当列车通过上述复合材料轨枕500中的信号传输装置时,可以触发所述信号传输装置,实时读取轨枕的工作状态信号,及时将轨枕状态信息传输出去,实现对轨枕工作状态的实时非接触监控,保证铁路运营安全。
[0101]
通过此实施案例可以看到,这样的复合材料体,外层材料具有耐候、耐磨、阻燃和提供强度的功能,芯层提供抗压、抗剪切、降低成本功能,使复合材料体具备最佳的性价比同时,热塑性树脂作为基体的使用还使复合材料体具有可回收性。这样的复合材料铁路轨枕具有极佳的抗压、抗震、抗疲劳、阻燃、耐候性能和低成本,同时还增加了非接触式实时检测和监控工作状态的功能。
[0102]
实施例2:
[0103]
本实施例提供一种复合材料的浸渍设备,如图4所示,该浸渍设备100包括周向密闭的第一型腔110及连接在第一型腔轴向下游方向的第二型腔120,第二型腔120的出口径向尺寸小于入口径向尺寸;浸渍设备上设有连通至第一型腔110内的第一注入口150。
[0104]
图示的优选实施例中,第二型腔120配置为其内腔壁具有相较第一型腔110的内腔壁周向或径向向内收拢的聚拢部段;第一型腔110内还设有芯模130,第一型腔110和第二型腔120轴线对中,该芯模130轴向向下游延伸超过第一型腔和第二型腔的连接部,芯模的外壁和第一型腔110的内腔壁之间形成第一容置空间,所述第一注入口150连通至该第一容置空间内;同时芯模130还具有在第二型腔120内轴向延伸的外延部段,该外延部段的外壁与第二型腔的内壁之间形成第二容置空间。图示优选实施例中,第一容置空间为出口端径向厚度略微小于入口端径向厚度的具有连续斜面的通道结构,第一容置空间的出口端单边径
向厚度小于入口端单边厚度,第二容置空间为圆锥状或棱锥状环形结构,且第二容置空间的锥度大于第一容置空间连续斜面的锥度。
[0105]
在优选的实施例中,芯模130为内部中空的结构,芯模130在其延伸超过第一型腔110和第二型腔120的连接部的外延部段上设有连通至第二型腔120的第二输出口131。
[0106]
图示的实施例中,浸渍设备还设有浸渍腔140,该浸渍腔140是刻于环围第一型腔110第一部段外周整体和其中对应的芯模130外表面的槽道结构,即该浸渍腔140呈现为外径大于第一型腔内壁直径的弧形或环形槽道结构,第一注入口150连通至所述浸渍腔140内。通常,该浸渍腔140的槽道结构深度为0.1mm~20mm,浸渍腔内腔沿第一型腔的轴向方向延伸的长度为1~200mm;优选地,该浸渍腔140配置为内腔深度为1mm~6mm,浸渍腔内腔沿第一型腔的轴向方向延伸的长度为10mm~100mm;优选地,连通所述浸渍腔140具有多个第一注入口150,分布于第一型腔110和芯模130与浸渍腔140对应的部分。
[0107]
图示的实施例中,第一型腔具有保压段111和压缩段112,保压段111连接在浸渍腔140的入口端上游,保压段的径向尺寸与第一型腔出口端径向尺寸一致;压缩段112连接在保压段111的入口端上游,压缩段112的入口端径向尺寸大于出口端径尺寸;压缩段段轴向延伸长度为5~500mm,压缩段112入口端的单边径向尺寸比其出口端的单边径向尺寸小0.1mm~0.25mm;优选地,压缩段轴向延伸长度为20~200mm;可选地,压缩段112可以取消,只保留保压段111;可选地,在第一型腔入口处还包括挤压段,挤压的入口端径向尺寸大于出口端径尺寸;挤压段段轴向延伸长度为5~500mm,挤压段入口端的单边径向尺寸比其出口端的单边径向尺寸大于0.25mm,优选地,大0.25~50mm。
[0108]
图示实施例中,在第一型腔110的的轴向上游入口端设有穿纱板160,穿纱板160上设有容纳纤维纱或纤维织物穿过的穿纱孔和/或缝,所述穿纱孔和/或缝按照需要对纤维纱的分布位置和/或对纤维织物的形状定形的设计来布置。
[0109]
在其他的优选实施例中,芯模130也可以不具有在第二型腔中延伸的外延部段,即第二容置空间与第二型腔120完全重合。
[0110]
在其他优选实施例中,第一容置空间也可以为圆柱状环形结构、其他锥台状环形结构或棱柱状环形结构;第二容置空间为圆锥状环形结构或其他棱锥状环形结构。
[0111]
在优选的实施例中,所述第一型腔110和第二型腔120为一体成型的结构或拼接而成的结构。
[0112]
在优选的实施例中,该浸渍设备还包括冷却或者加热装置,所述冷却或者装置配置在第一型腔和/或第二型腔的外围布置,用于减缓或加速液态基体材料的反应速度或者维持基体材料的熔融状态。作为制造复合材料轨枕的具体实施案例,所述第一型腔110为一个棱柱状通道结构,其中所述压缩段112为自第一型腔110入口向下游延伸的锥台形通道,其入口的厚度和宽度分别较其出口的对应厚度和宽度大0.5~1mm,长度为150~250mm;所述保压段111分别紧接压缩段112下游和紧接浸渍腔140上游和下游的两段四棱柱状通道,其横截面均与第一型腔110的出口相同,长度为50~150mm;所述芯模130为具有空腔的方形管道,其入口位于第一型腔110入口上游,其下表面与第一型腔110下表面相连进行支撑,其延伸段出口位于第二型腔120中,芯模130的外表面和第一型腔110构成槽形的第一容置空间,和第二型腔120构成环形的第二容置空间;所述浸渍腔140为在两段保压段112之间的刻于第一型腔110外周型腔壁和芯模120外周壁上的一个环形槽道结构,其槽道深度为6mm,槽
道长度为12mm;在浸渍腔140对应部分的第一型腔110上开有多个第一注入口150;第二型腔120是紧接第一型腔110出口的锥台结构,成为一个周向收缩的聚拢段,其锥度大于挤压段110的斜度,其长度为50~200mm;芯模130有方管形空腔,在空腔中还有上方开口的pvc槽道,在芯模130入口前有蜂窝展开装置,在牵引作用下连续地使蜂窝材料通过空腔内pvc槽道进入第二型腔120,同时芯模130入口上方还开有入料口,供自动计量输送装置向空腔内输入短切玻纤、再生橡胶颗粒等落入蜂窝材料的孔中和蜂窝一起进入第二型腔120。
[0113]
在一些优选的实施方式中,芯模130内对应于第一注入口150的位置设有第二注入口,第二注入口连接有穿过第一注入口150连接至外部的注料管,用于在制备外层很厚的复合材料体时,向浸渍腔140内注入第一基体材料帮助更好地浸渍第一增强材料。在其他的实施方式中,在芯模130的入口处的上方设置有第三注入口,第三注入口也可以设置在其他位置,只要能够实现向芯模内注入液态的第一基体材料或第二基体材料即可。
[0114]
在一些优选的实施方式中,第一型腔110和第二型腔120壁中开有冷却水道,可通入冷却水对第一型腔110和第二型腔120降温;在第一型腔110的入口前前设置有穿纱板161,穿纱板161上有穿纱孔和穿纱缝,穿纱孔的位置和密度决定了纤维纱的分布位置和密度,穿纱缝的形状决定了通过其中的纤维织物的形状。
[0115]
实施例3:
[0116]
本实施例提供一种浸渍设备,其与实施例2的设计思路基本相同,但是第二型腔120内腔壁与第一型腔110出口的内腔壁形状一致;本实施例的浸渍设备的第一型腔110入口端设有第一穿纱板161,第一型腔110从入口到出口依次设置挤压段、压缩段、保压段、浸渍腔及向第二型腔的过渡段,挤压段的入口横截面面积是出口的1.8倍,长度为450mm;压缩段入口的单边径向尺寸比出口半径大0.2mm,长度为150mm;保压段具有相同截面尺寸的入口和出口,保压段长度为100mm;浸渍腔是环绕第一容置空间的环形槽道结构,深2mm,轴向长度50mm,向第二型腔的过渡段的出口和入口尺寸与保压段相同,长度为600mm。第二型腔120为柱形腔,具有空心内腔的芯模130在第二型腔内延伸至第一型腔110和第二型腔120的交界处,芯模130在外延部段上设有连通至第二容置空间的第二输出口131。
[0117]
实施例4:
[0118]
本实施例提供一种纤维增强树脂基复合材料体的制造方法,其采用实施例2的设备实现,具体过程如下:采用本实施例的浸渍设备浸渍复合材料时,通过第一穿纱板161将单向纤维和纤维织物输入到第一容置空间内,将单向纤维和/不和纤维织物一起被牵引装置牵引穿过穿纱板上的经过设计的纱孔和/或缝进行纤维空间分布和/或纤维织物形状调整后通过第一型腔和芯模形成的第一容置空间,液态的第一基体材料通过第一注入口注入到浸渍腔140中,由于保压段和向第二型腔的过渡段被纤维填充满,液态第一基体材料的压力升高才能渗入到纤维的间隙中,于是注射压力上高,在第一容置空间内形成一个由入口到出口逐步升高的压力梯度,将纤维间的气体挤出,代之以液态第一基体材料,液态的第一基体材料包覆在纤维周围被纤维带着一起向第二容置空间移动着前进在从第一容置空间挤出时形成第一预浸体;同时,液体压力还推动着液态的第一基体材料向第一型腔的入口方向运动,使其填充保压段、压缩段和敞口段,这样就延长了浸渍纤维的时间,从而有效保证浸渍质量。同时在浸渍设备上设置冷却装置,通过对浸渍设备的冷却来降低进入型腔的基体材料的温度,延长其凝胶时间,防止其过早地凝胶而堵塞型腔。
[0119]
同时,将第二增强材料中的织物、长纤维等,通过芯模130的入口端通过第二穿纱板162上的穿纱孔定位到芯模130的内壁的底部或侧部,并将其通过牵引装置牵引穿过芯模的空心内腔并通过第二输出口131进入到第二型腔中,和/或,将蜂窝材料展开并将其通过牵引装置牵引穿过芯模的空心内腔并通过第二输出口131进入到第二型腔中,与前述步骤形成的第一预浸体复合,由于第二型腔是出口径向尺寸小于入口径向尺寸的锥形,已在第一容置空间中由液态的第一基体材料充分浸渍第一增强材料形成的第一预浸体在第二容置空间中与芯模中输出的包含蜂窝、填料、短纤、纤维等的第二增强材料混合挤压形成复合前体。
[0120]
在另外的实施例中,采用实施例3的设备实现,在第二增强材料被牵引进入芯模内之前或进入芯模后也可以进一步填充液态的第二基体材料,在芯模内浸渍含有长纤维、短纤、蜂窝或其他填料的第二增强材料形成第二预浸体,该第二预浸体从芯模的第二输出口输出并与第一预浸体一起进一步复合形成复合前体。此处,第二预浸体的第二基体材料和第二增强材料可以与注入到第一容置空间内的第一基体材料和第一增强材料相同但密度不同,也可以是组分部分不同或完全不同的材料。
[0121]
在另外的实施例中,采用实施例3的设备实现,第一材料体为进入芯模内的材料,第二增强材料为进入第一容置空间的材料;第一材料体具有液态的可发泡第一基体材料和第一增强材料,第二增强材料为纤维织物附在织物外表的薄膜,不含有基体材料;牵引第二材料体通过穿纱板上的毡缝形成所需要的形状进入第二容置空间,同时牵引第一增强材料进入芯模130并且在第一增强材料上浇注液态的第一基体材料使其浸渍第一增强材料并在芯模130内形成第一预浸料,然后通过第二输出口131进入第二容置空间,在第二容置空间内所述第一预浸料与所述第二材料体复合成为复合前体,在模具内使第一基体材料发泡,发泡的第一基体材料浸透第二增强材料并且固化和/或定型,使复合前体成型为复合材料体;所述复合材料体具有第一材料体形成的芯部和包含有第二增强材料和第一基体材料的第二材料体形成外层。
[0122]
实施例5:
[0123]
本实施例提供一种复合材料的成型设备,其包括实施例3的浸渍设备100、模具设备200和牵引装置400,并在浸渍设备100的出口端和模具设备200的入口端之间设置辅助脱模装置300,本实施例中模具设备长度为4m,由多个铝合金型材挤压拼装而成所需的形状;优选地,通过在铝合金型材的分隔空腔中注入热水或者热油控制模具设备200的温度;优选地,在模具200内腔贴附玻璃纤维增强聚四氟乙烯薄膜。
[0124]
在一个优选实施例中,通过第一注入口150向第一容置空间内填充丙烯酸树脂体系作为第一基体材料,芯模内填充发泡聚氨酯树脂材料作为第二基体材料,在浸渍过程中保持浸渍设备恒温110~130℃,并将牵引速度设定为0.1m/min。从浸渍设备100输出的复合前体通过穿过模具设备的预成型板进入模具型腔内预成型为所需要的形状,同时通过裹膜装置300将隔离层材料周向包覆着复合前体进入到模具型腔内,由于该隔离层的存在,复合前体无法直接接触模具型腔,从而未完全干透的液态或半固态的基体材料不会对模具型腔造成污染。发泡聚氨酯材料在模具型腔中发泡使复合前体进一步固化和定型为复合材料体,最终被牵引装置牵引出模具型腔而形成所需要的复合材料体型材。隔离层选自涂有脱模剂的牛皮纸、玻璃纤维增强聚四氟乙烯薄膜,在出模口后剥离重复利用,也可以通过辅助
脱模设备300循环至模具200的入口重复使用。采用该方法制备而成的复合材料具有优异的抗老化和防刮擦性能。
[0125]
在一个制造复合材料铁路轨枕的实施中,采用实施案例1的复合材料体结构,采用实施案例2的浸渍设备,采用钢制造浸渍设备100,铝合金挤出型材制模具200,模具长度2.5~6米,采用实施案例4所述的浸渍方法制造复合前体,在芯模130内壁、第一型腔110和第二型腔120内壁和芯模130空腔内壁粘贴纤维增强聚四氟乙烯薄膜制隔离材料,对形成模具200的铝合金型腔内注入热油并控温,在牵引装置400牵引的同时用辅助脱模装置300将纤维增强聚四氟乙烯薄膜制隔离材料预成型后包裹复合前体进入模具200,被加热的模具200使其中的复合前体中的聚氨酯树脂发泡并且和其他材料一起固化成复合材料轨枕,最后被牵引装置400牵引出模具按照设计的长度进行切割;优选地,在第一增强材料和/或第二增强材料中或在液态的第一基体材料和/或第二基体材料中加入膨胀防火材料,所述膨胀防火材料包括但不限于膨胀石墨、磷酸盐中的一种或多种的组合,所述膨胀防火材料在外层或芯层的体积比为5~50%,所述外层的基体材料为丙烯酸树脂,所述芯层的基体材料为发泡芳香族聚氨酯树脂;由此制造的复合材料铁路轨枕具有出色的耐老化、耐刮擦性能,免涂装并且防火。
[0126]
在一个优选的实施例中,其他同前,并且将附着在衬纸或织物上的包含具有无源射频接受电路和射频发射电路以及压力传感装置的无源射频装置置于所述第一增强材料或第二增强材料中被牵引进入所述浸渍设备与所述第一基体材料或第二基体材料复合成为复合前体后在模具中固化和/或定型成为所述复合材料轨枕。
[0127]
实施例6
[0128]
在可选的实施方案中,其他同实施案例5,区别在于,本实施例中不单独设置具有固定型腔的模具200,牵引装置400包括前后交替的第一夹板机构401和第二夹板机构402组成的夹持牵引装置以及作为持续牵引装置的履带式牵引装置403,第一夹板机构401和第二夹板机构402上装有上下开合的压板式夹持模具,其长度为0.5~1.5米,牵引装置400的第一夹板机构401和第二夹板机构402前后交替地将复合前体牵引出浸渍设备100的输出口,使其进入第一夹板机构401和第二夹板机构402上的压板式夹持模具中,压板式夹持模具为钢制,带有电加热和控温装置,履带式牵引装置403牵引复合前体通过前面第一夹板机构401或第二夹板机构402的压板式夹持模具,压板夹持合上模具前进的同时复合前体在模具中固化,张开时履带式牵引装置将复合材料牵引出压板上的模具,这样前后压板夹持上的模具交替着将复合前体成型固化成复合材料并连续地被其后面的履带式牵引装置牵引出模具然后切割。具体的成型固化动作为:初始状态时,第一夹板机构401和第二夹板机构402处于张开状态,从浸渍模具出口端输出的复合前体进入到第一夹板机构401和第二夹板机构402的上下压板之间,第一夹板机构401的上下压板闭合夹持这复合前体前进,当第一夹板机构401前进到第一设定位置时,第二夹板机构402闭合夹持复合前体并随第一夹板机构401一起随履带向前移动,前进到第二设定位置时,第一夹板机构401张开释放出固化好的一部分复合材料并后退至初始位置,同时第二夹板机构402仍然闭合夹持并且固化复合前体前进至行程终点再张开释放出全部固化好的复合材料并后退至初始位置,同时履带式牵引装置403持续不断地将复合材料向前牵引,如此循环交替往复。
[0129]
在其他的实施例中,也可以去掉履带式牵引装置403,第一夹板机构401和第二夹
板机构402同时兼具模具和牵引的功能,从浸渍设备输出的复合前体经由第二夹板机构402上的压板式夹持模具和第一夹板机构401上的压板模具同时闭合夹持前进,与此同时复合前体在第二夹板机构402的和第一夹板机构401上的压板式夹持模具中固化成为复合材料型材。采用该实施方式时牵引成型的具体流程参考图8所示,图中位于左侧的实心箭头指示第一夹板机构在轴向的往复运行方向,位于右侧的空心箭头指示第二夹板机构在轴向的往复运行方向,该实施方式中夹持牵引的具体过程如下:
[0130]
初始态s0:第一夹板机构401和第二夹板机构402首尾连接共同夹持固化成型的复合材料体型材向物料输出方向前进;
[0131]
第一行程s1:当行程走到一半时,第一夹板机构401上的压板式夹持模具张开,第一夹板机构401返回至起始位置,第二夹板机构402夹持着固化好的复合材料体型材继续前进;
[0132]
第二行程s2:第一夹板机构401重新再闭合夹持一半复合前体和一半固化好的复合材料体型材,和第二夹板机构402一起前进到第二夹板机构402的行程终点,在该过程中被第一夹板机构401夹持的复合前体逐渐固化成型;
[0133]
第三行程s3:第二夹板402连同其上的夹板式模具张开,返回到其起始部与第一夹持机构401首尾相近;
[0134]
回到第一行程s1:第二夹板机构402闭合夹持着复合材料型材与第一夹板机构401共同前进,然后依次进入第二行程s2、第三行程s3,循环往复,直至最终完成整个复合材料体型材的制作工艺。
[0135]
实施例7:
[0136]
本实施例基本原理同实施例5,不同之处在于,本实施例中,第二材料层形成在外层,第一材料层形成在芯层,即液态的第一基体材料浸渍第一增强材料形成的第一预浸体固化形成复合材料体的芯层而非外层,这种材料结构中,外层包含薄膜和玻纤毡,形成芯层的第一增强材料包括由蜂窝、填充材料和玻纤毡;形成所述外层的第二材料体中的薄膜置于最外层,包括但不限于tpu、pvc、pc、pmma、pet、pvdf中的一种或多种的组合;可选地,所述薄膜的表面具有涂层。
[0137]
可用连续辊压的方法和设置在履带上滚动开合模具制备该材料;具体实施方式:使外层材料作为第二材料体通过预成型板上的条缝预成型至所需要的形状后通过第一容置空间进入第二型腔,同时将第一增强材料中的蜂窝连续牵引展开和底部芯部玻纤毡一起进入第二型腔,并将填充材料即再生橡胶颗粒和短切的玻璃纤维从芯模入口填充至蜂窝孔内,将载有填充材料的蜂窝和底部芯部玻纤毡一起作为第一增强材料,同时将作为液态的第一基体材料的发泡聚氨酯树脂浇注在填充材料上,使发泡聚氨酯树脂浸渍第一增强材料成为第一预浸体,所述第一预浸体被牵引进入第二型腔和所述外层材料(即第二增强材料)一起复合成为复合前体被牵引出浸渍设备,进入设置在履带上的滚动开合模具,所述模具在履带牵引设备的入口合拢成型,夹持着复合前体前进,同时复合前体中的发泡聚氨酯树脂在模具内发泡并充分浸透第二增强材料并固化成型成为复合材料,模具表面可刻有花纹,可以转印到复合材料表面,滚动模具在履带出口展开开模再循环至履带入口重新合模,同时连续释放固化好的复合材料型材。此方案可以制作的复合材料,具有由含有表面膜的第二增强材料和第一基体材料形成的外层和由第一基体材料和第一增强材料形成的芯层,
具有表面凸凹纹路,同时轻质、耐候、弹性好、强度好、锁钉力好。
[0138]
作为本实施例的变形,也可以在开放的环境中将第二基体材料前体浇注或者喷涂在第一增强材料上上形成第一预浸体,然后与含有表面材料的第一增强材料复合形成复合前体后采用上述方式或采用双钢带机连续层压方式固化复合前体制作所述复合材料体。
[0139]
实施例8:
[0140]
本实施例提供一种和实施例7的复合材料体结构相似的复合材料体地板型材600,如图10所示,该地板型材600具有芯层和外层,其中外层的第二材料层包括分别遮覆在芯层上下表面的上表层和下表层,其中形成上表层的第二增强材料包括上毡602和附着在上毡602表面的表面膜601,形成下表层的第二增强材料包括下毡604;形成所述芯层的第一增强材料包括由蜂窝结构605及填充在蜂窝结构605之中的填充材料603。
[0141]
在优选的实施方式中,所述地板上表层具有凹凸花纹,所述上表层材料包含涂层和/或薄膜,优选地,包含有tpu薄膜、pvc薄膜、pc薄膜、pmma薄膜、pvdf薄膜、pet薄膜、氯丁橡胶薄膜、三元乙丙橡胶中的一种或多种的组合,所述凹凸花纹的形成可以是在复合前体发泡膨胀时薄膜变形复刻在模具表面上形成的凹凸花纹。
[0142]
获得本实施例的板材型材的设备和方法如图11和图12所示,该设备包括定型模具703、上硅胶带704和下硅胶带702,展开并牵引蜂窝结构605向定型模具703移动,在移动过程中依次经过设置在蜂窝结构605下方的下毡辊子和下表面膜辊子,使得上毡602和上表面膜601附着在蜂窝结构605的下表面上随同蜂窝板一起输送至定型模具703中,在下表面膜辊子和定型模具703之间、位于蜂窝上方的位置设有可以向蜂窝结构605内填充物质的第一漏斗721和第二漏斗722以及向蜂窝结构605上浇注液态的第一基体材料的第三漏斗710,如图11所示。第一漏斗721和第二漏斗722分别用于向蜂窝结构605内填充短切纤维和橡胶颗粒,从而使填充材料和蜂窝结构605一起形成的第一增强材料被第三漏斗710注入的液态的第一基体材料浸渍形成第一预浸体,该第一预浸体与作为第二增强材料的上毡602、上表面膜601以及下毡604和下表面膜在输入定型模具703时形成复合前体,并且在定型模具703中连续地轴向移动并使第一基体材料发泡后逐渐固化后输出获得复合材料地板600,而所述上硅胶带704上的凹凸花纹则复合在所述复合材料地板的上表面;所述复合材料地板600包含由第二增强材料和第一基体材料形成的外层和第一增强材料和第一基体材料形成的芯部;可选地,第二增强材料中的纤维和填充材料中的短切纤维或颗粒材料可以去除;所述填充材料优选为固体废弃物再生材料,所述第一基体材料优选可发泡的无机胶凝材料,以具备最佳的性价比。
[0143]
在可选的实施方式中,第一漏斗721或722用于向蜂窝板605内填充其他填充材料;还可以在第一漏斗721上方设置玻纤切割装置705,直接将玻纤603a通过玻纤切割装置705切割成短玻纤后撒到下表面膜604上或者蜂窝结构605上形成作为外层第二增强材料的纤维层。
[0144]
实施例9:
[0145]
本实施例提供一种门窗幕墙型材,如图13和图14所示,该门窗幕墙型材包括外层810和芯层,外层包括第一材料层,所述第一材料层中的第一材料体包含连续纤维,所述纤维在所述外层的体积比为20~70%,所述第一材料层的第一基体材料为聚氨酯树脂,形成芯层的第二材料层的第二材料体包含蜂窝821和填充在蜂窝821内的填充材料822,所述填
充材料占所述芯层的体积比为20%~70%,所述第二材料层中的第二基体材料为发泡水泥,所述第一材料体中包含膨胀防火材料,所述膨胀防火材料包括但不限于膨胀石墨、磷酸盐复合物中的一种或多种,采用这种膨胀防火材料,在火灾时,膨胀防火材料可以使所述门窗幕墙型材膨胀隔绝火焰传播路径,同时采用该结构的门窗幕墙型材具有可以具有良好的强度、保温效果和防火、阻燃效果。
[0146]
在制造中,采用实施例4所述的方法制造,区别在于将所述浸渍设备与所述模具同轴连接为一体,将粉状的膨胀防火材料连续均匀地撒到第一材料体中的第一增强材料中两层纤维织物之间,将纤维纱和/或纤维织物牵引通过所述第一容置空间,将含有内脱模剂的聚氨酯树脂注入第一容置空间形成第一预浸体,同时,用自动蜂窝展开设备将纸蜂窝连续地展开并且采用纤维织物托着蜂窝牵引通过所述芯模空腔,进入芯模空腔前将发泡水泥分别装填入蜂窝821,然后再用上纤维织物盖在蜂窝上进入芯模形成第二预浸体,所述第一预浸体和第二预浸体在第二容置空间复合为复合前体,然后继续牵引复合前体进入拉挤模具中,在其中,聚氨酯树脂固化、发泡水泥发泡,是第一材料体和第二材料体粘结为整体,最终所述复合材料门窗幕墙型材得以形成并被持续地牵引出模具,冷却后成为型材成品并切割成设计长度;可选地,填充材料、第一基体材料、第二基体材料可以按照需要进行调整;所述门窗幕墙型材具有隔绝火焰传播、防火、保温等性能。
[0147]
最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其做出各种各样的改变,而不偏离本发明权利要求书所限定的范围;附图及实施例中所述尺寸与具体实物无关,不用于限定本发明的保护范围,实物尺寸可根据实际需要进行选择和变换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。