金属肋包覆成型接合件
1.相关申请的交叉引用
2.本技术要求于2019年6月21日提交的美国临时专利申请no.62/864,685、2019年6月21日提交的美国临时专利申请no.62/864,691、2019年6月21日提交的美国临时专利申请no.62/864,785、2019年6月21日提交的美国临时专利申请no.62/864,878以及2019年6月21日提交的美国临时专利申请no.62/864,981的权益。上述申请的公开内容通过参引并入本文中。
技术领域
3.本发明涉及加强肋包覆成型接合技术。
背景技术:
4.大型面板、比如但不限于用于车辆的提升式门面板通常需要在区域中进行加强以满足结构性能和标准。常规的加强件是金属支架。标准的平面金属支架包覆成型不能满足客户对结构性能的要求。另外,平坦金属到平面金属支架(平面对平面)具有蠕变和较低的刚度。冲压钢或其他金属也容易浪费材料,例如,比如在进一步加工之前平面对平面,并且它更重,并且需要更厚的金属件。已知的诸如金属管之类的用于加固的中空管在加工期间会塌陷。此外,诸如平面金属板之类的焊接金属板价格昂贵。
5.钢、铝和镁铸件满足相同的性能要求,但价格更高、重量较重,或者必须通过二次操作进行安装。例如,常规的提升式门面板很大并且由钢、铝和镁铸件制成,该钢、铝和镁铸件价格昂贵、重量较重,并且必须通过二次操作进行安装。
6.因此,需要一种通过包覆成型制成的三维结构,该三维结构提供显著的性能优势,该性能优势包括通过对连接部进行包覆成型来传递载荷,并且用于制造该三维结构的方法在没有焊接过程的情况下在金属部件之间产生接合件是显著有益的。
技术实现要素:
7.为了传递载荷,三维金属肋需要连接至包覆成型部件的金属基部板上,这需要焊接。然而,本发明的方面利用模制工艺将肋连接且定位至基部金属板。在基部板和肋中产生几何形状特征部以适应上述接合。组装和接合发生在包覆成型之前或在注射工具中发生。
8.由于基部板和至少一个肋中的几何形状特征部,以及结合包覆成型工艺的优点,本发明为大面板提供了结构优点。利用成型工艺将肋连接并定位至基部金属板。在基部板和肋中产生几何形状特征部以适应上述情况。组装和接合发生在包覆成型之前或在注射工具中发生。在没有焊接过程的情况下在金属部件之间产生接合件是具有显著益处的。通过包覆成型连接部传递载荷。
9.本发明的其他应用领域将从下文中提供的详细描述而变得明显。应当理解的是,详细描述和具体示例虽然表明了本发明的优选实施方式,但仅意在用于说明的目的,并且不意在限制本发明的范围。
附图说明
10.通过详细的描述和附图,将更全面地理解本发明,在附图中:
11.图1是根据本发明的通过将金属部件与包覆成型件互锁而形成的接合件的立体图;
12.图2是根据本发明的方面的金属肋包覆成型件的横截面图;
13.图3是根据本发明的通过将金属部件与包覆成型件互锁而形成的接合件的立体图;
14.图4是根据本发明的方面的在图3的4-4处截取的横截面图;
15.图5是根据本发明的通过将金属部件与包覆成型件互锁而形成的接合件的立体图;
16.图6是根据本发明的方面的图5的横截面图;
17.图7是在图6的7-7处截取的横截面图;
18.图9是根据本发明的通过将金属部件与包覆成型件互锁而形成的接合件的立体图;
19.图10是根据本发明的通过将金属部件与包覆成型件互锁而形成的接合件的立体图;
20.图11是根据本发明的通过将金属部件与包覆成型件互锁而形成的接合件的立体图;
21.图12是根据本发明的通过将金属部件与包覆成型件互锁而形成的接合件的立体图;以及,
22.图13是根据本发明的方面的通过将金属部件与包覆成型件互锁而形成的接合件的立体图。
具体实施方式
23.优选实施方式的以下描述本质上仅是示例性的,并且决不旨在限制本发明、本发明的应用或用途。
24.总体上参照图1至图13,提供了结合了至少部分地对三维(3d)加强件进行包覆成型的包覆成型方法的益处的加强件形状。3d加强件的对准、组装和接合在包覆成型之前或在注射工具中完成。本发明满足预定的要求,比如强度标准。预定几何形状由适于被包覆成型的加强件提供。通常,提供至少一个3d尺寸的加强件、例如肋,该加强件以可操作的方式连接至至少一个第二加强件、例如板。优选地,第一加强件以可操作的方式连接至面板,并且第二加强件以可操作的方式连接至第一加强件。更优选地,提供以可操作的方式连接至面板或其他部分的至少一个板和以可操作的方式连接至该板的至少一个肋。最优选地,金属板以可操作的方式连接至大的面板、例如面板的铰接区域或任何其他预定区域中的提升式门的内面板,并且金属肋以可操作的方式连接至板,从而形成互锁的3d几何形状,该3d几何形状可以包覆成型。虽然描述了金属板,但应当理解的是,在不背离本发明的范围的情况下,第一加强件和第二加强件根据特定应用可以是任何预定轮廓和加强材料。
25.互锁的3d加强件通过预定步骤(例如,开槽以及机械锁定、通孔等以及任何组合)预组装或在注射工具中组装。
26.根据本发明的一方面,金属支架加强件完全包覆成型在面板的一侧或两侧上。根据本发明的另一方面,金属支架加强件至少部分地覆盖在面板的一侧或两侧上。根据本发明的另一方面,金属支架加强件仅从面板的b侧部分地可见(例如,在肋螺母处开口或更多开口以留出用于功能开口的空间等)。根据本发明的另一方面,金属支架加强件仅从面板的b侧部分地可见(例如,在肋螺母处开口或更多开口以留出用于功能性开口的空间等),使得金属支架加强件不被完全包覆成型或覆盖在那一侧,并且在面板的另一侧完全敞开或基本敞开。优选地,当被包覆成型以被完全覆盖时,它是显示质量表面或a级表面,而没有穿透问题。
27.根据本发明的一方面,塑料在预定位置中在第一加强件与第二加强件(例如,3d冲压加强件、3d加强通道等)之间流动,例如,该预定位置比如在具有通道的凸起肋之间。提供至少一个孔口、例如放气孔,例如穿过第二加强件的背面提供至少一个孔口,该孔口用于将塑料输送至预定位置。根据本发明的一方面,塑料位于3d结构的顶部上(例如,除了在3d结构内的凸起肋通道内之外,位于3d结构的顶部上)。在不背离本发明的范围的情况下,根据应用结合考虑前述方面中的任一方面。
28.本发明的3d几何形状比平坦板具有显著优势,并且本发明比焊接具有显著优势。一个优点在于互锁的3d几何形状防止部件在彼此上滑动而破坏焊缝。
29.本发明的加强件优选地为金属,该金属例如为钢、铝、相同金属或不同金属等。
30.在现有的金属支架上焊接至少一个金属肋会存在缺点。复杂几何形状上的全线焊接难度大、耗时长并且价格昂贵,而且点焊强度不够。因此,总体上参照附图,根据本发明的各方面,提供了一种根据本发明的新金属肋并且与塑料材料进行连接。另一优点在于可以消除或大大降低材料的预组装成本。另外,由于没有直的表面到表面(例如,平坦表面到平坦表面界面),相反,本发明产生了用于连接的凸缘或其他合适的型材,实现了在强度上的显著益处。
31.总体上参照附图,描绘了各种示例性凸缘选项。应当理解的是,在不背离本发明的范围的情况下,设想了根据特定应用适合于互锁特征的任何替代性的合适的凸缘/肋/型材和组合。
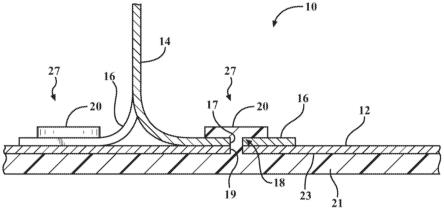
32.更具体地参照图1至图2,描绘了总体上以10示出的金属包覆成型接合件,该金属包覆成型接合件包括至少一个加强件12,并且包括至少一个3d加强件14,该3d加强件14包括至少一个几何特征部16(例如,至少两个肋16、相对的肋等)。至少一个3d加强件通常是支架、例如l形支架或任何其他预定的合适形状,该3d加强件包括与形成在3d加强件14中的孔口17相邻的至少一个几何特征部16。图1至图2描绘了相同的且位于孔口17的相对侧的两个示例性肋。另一孔口19形成在至少一个加强件12中。当至少一个加强件12和至少一个3d加强件14然后相对于彼此定位以形成总体上以28表示的所需接合件时,孔口17和孔口19大体对准并允许总体上以18表示的预定的互锁几何形状,该互锁几何形状适用于接合加强件。预定的塑料包覆成型件20穿过孔口17、孔口19,位于互锁几何形状部分18内并且位于几何特征部16上。这将加强件夹在一起从而形成接合件。运送诸如聚丙烯之类的塑料以接合加强件。通过示例,塑料形成面板21,面板21邻接抵靠至少一个加强件12的底部表面23。塑料还填充互锁几何形状部分18,包括邻接抵靠3d加强件14的至少一个底部表面25。塑料还至少部分地包覆成型20几何特征部16。因此,形成坚固的加强接合件,而无需焊接。图1至图2
描绘了一个互锁几何形状区域。应当理解的是,在不背离本发明的范围的情况下,根据应用设想更多或更少的包覆成型的连接部分27。
33.加强件12优选地是金属,例如铝、钢等。3d加强件14和几何特征部16优选地是金属,例如铝、钢等。加强件12优选地是钢,并且几何特征部14和支架16优选地是铝。
34.更具体地参照图3至图4,描绘了总体上以10示出的金属包覆成型接合件,该金属包覆成型接合件包括至少一个加强件12,并且包括至少一个3d加强件14,该3d加强件14包括至少一个几何特征部16(例如,至少两个凸缘16、至少两个腿部、多个相对面向的腿部、面向一个方向的至少两个凸缘以及通常面向相反方向的至少一个附加凸缘、肋等)。图3至图4描绘了三个示例性几何特征部14,几何特征部14在加强件16的下部分上沿相反方向延伸(两个沿一个方向,并且另一个沿第二方向)。另一孔口19形成在至少一个加强件12中。至少一个3d加强件通常是包括至少一个几何特征部16的支架,该几何特征部16与形成在3d加强件14中的孔口17相邻。另一孔口19形成在至少一个加强件12中。当然后将至少一个加强件12和至少一个3d加强件14相对于彼此定位以形成所需的接合件时,孔口17和孔口19大体对准并且允许总体由18表示的预定的互锁几何形状,该互锁几何形状适用于接合加强件。预定的塑料包覆成型件20穿过孔口17、孔口19,位于互锁几何形状部分18内并且位于几何特征部14上。这将加强件夹在一起从而形成接合件。运送诸如聚丙烯之类的塑料以接合加强件。通过示例,塑料形成面板21,面板21邻接抵靠至少一个加强件12的底部表面23。塑料还填充互锁几何形状部分18,包括孔口17和孔口19。塑料也至少部分地包覆成型20几何特征部16。因此,形成坚固的加强接合件,而无需焊接。图3描绘了三个互锁几何形状区域。应当理解的是,在不背离本发明的范围的情况下,根据应用设想更多或更少的包覆成型的互锁连接部27。
35.更具体地参照图5至图7,描绘了总体上以10示出的金属包覆成型接合件,该金属包覆成型接合件包括至少一个加强件12和至少一个第二加强件14,第二加强件14包括至少一个几何特征部16,几何特征部16具有至少部分包覆成型20的预定的互锁特征部。金属加强件的预组装在不进行焊接的情况下完成,然后进行包覆成型。几何特征部16优选地是弯曲的凸部或不弯曲的凸部24,例如,该凸部滑过槽22并进入用于机械锁定的位置中。包覆成型至少部分地围绕凸部24进行并且在至少一个互锁部分18处互锁。至少一个加强件12和/或第二加强件14具有至少一个槽22以接纳对应的互锁特征部24(例如,凸部)。附图描绘了凸部与槽的机械互锁,然而,在不背离本发明的范围的情况下,根据应用设想更多或更少的机械互锁。可选地,第二加强件14还可以具有装配到孔口28中的附加凸部26,该孔口28例如为形成在加强件12的两个侧部30、30上的孔口。在不背离本发明的范围的情况下,根据特定应用设想任何合适的布置结构和组合。然后将互锁单元包覆成型20。基部上的槽和切口中的槽通过滑动和/或弯曲来卡入而互锁。
36.更具体地参照图8,描绘了总体上以10示出的金属包覆成型接合件组件,该金属包覆成型接合件组件包括至少一个加强件12和至少一个第二加强件14,第二加强件14具有用于与加强件12互锁的预定的几何特征部16,例如由加强件形成的至少一个槽22与凸部16的布置。作为示例,几何特征部16滑动就位并且弯曲或不弯曲。一旦加强件12、14互锁,塑料被输送并且至少部分地包覆成型20部件。优选地,至少一个肋24形成有包覆成型塑料、例如聚丙烯、以及定位成邻接抵靠至少一个加强件12的底部表面的面板21。肋24用作加强件的固
定位置。孔口可以设置在与肋24相邻的金属加强件14中以抵靠第二加强件14至少部分地包覆成型20塑料。最优选地,槽22与凸部16是金属到金属的互锁。
37.更具体地参照图9,描绘了总体上以10示出的金属肋包覆成型接合件,该金属肋包覆成型接合件包括至少一个加强件12和具有至少一个几何特征部16的至少一个3d加强件14。至少一个第二加强件至少部分地被包覆成型20。加强件12优选地抵靠由塑料、例如聚丙烯形成的面板23的至少一个表面。加强件优选地是金属例如钢、铝、不同金属、相同金属等。图9结合了l形肋包覆成型件。
38.更具体地参照图10,描绘了总体上以10示出的金属肋包覆成型接合件,该金属肋包覆成型接合件包括至少一个加强件12和至少一个其他加强件14,其他加强件14优选地是间隔开的至少两个加强件14、16或具有穿过其的至少一个孔口17的单个件14。该部件被包覆成型20。模制肋22可以在包覆成型时形成。模制支承件24可以在包覆成型时形成。至少一个第二孔口19优选地与第二加强件14大体上成直线地形成在加强件12中。当加强件12和加强件14相对于彼此定位以产生所需的接合件时,孔口19和加强件14总体上对准并允许总体上用18表示的预定的互锁几何形状,该互锁几何形状适用于接合加强件。运送诸如聚丙烯之类的塑料以接合加强件。通过示例,塑料形成面板21,面板21邻接抵靠至少一个加强件12的底部表面23,并且塑料包覆成型件20穿过孔口19,位于互锁几何形状部分18内并且至少部分地位于加强件14的几何特征部上,将加强件12、14固定到位。因此,形成坚固的加强接合件,而无需焊接。图10描绘了一个互锁的几何形状区域。应当理解的是,在不背离本发明的范围的情况下,根据应用设想更多或更少的包覆成型连接部。
39.更具体地参照图11,描绘了总体上以10示出的金属肋包覆成型接合件,该金属肋包覆成型接合件包括至少一个加强件12,并且包括具有至少一个几何特征部16的至少一个第二加强件14。塑料、例如聚丙烯形成面板21部分。部件被包覆成型20。加强件12、14优选地均是钢、铝等。可以添加孔口,优选地在y部件中添加孔口,以隐藏部件的半径/过渡中的任何缩痕。塑料包覆成型件20至少部分地位于加强件14的几何特征部上,将加强件12、14固定就位。因此,形成坚固的加强接合件,而无需焊接。图11描绘了一个互锁的几何形状区域。应当理解的是,在不背离本发明的范围的情况下,根据应用设想更多或更少的包覆成型连接部。
40.图12是类似的,但增加了机械锁40,并且包括孔口42以射入塑料材料、例如聚丙烯中。机械锁40(例如,不是平行的,而是3d形状)提供有位于部件之间的用于塑料流动的气穴44。
41.更具体地参照图13,描绘了总体上以10示出的金属肋包覆成型接合件,该金属肋包覆成型接合件包括至少一个加强件12和至少一个第二加强件14,第二加强件14具有几何特征部16a、16b(例如,至少两个凸缘16、至少两个腿部、多个相对面向的腿部、面向一个方向的至少两个凸缘以及通常面向相反方向的至少一个附加凸缘、肋等)。在至少一个加强件12中形成有至少一个孔口19,并且第二加强件14的腿部16a、16b被推动穿过孔口19并且在加强件12的另一侧凸出。优选地,在金属支架14中存在y形切口,并且当该y形切口被推动穿过孔口19时,该y形切口向外凸出并且然后用塑料包覆成型件20固定。塑料形成的面板21抵靠加强件12的下表面并且围绕腿部16a、16b。
42.虽然示出了提升式门的内面板,但应当理解的是,本发明适用于并适应于任何车
辆面板、尤其是大面板,大面板比如但不限于门面板、门行李箱盖、围封面板、提升式门、后挡板、挡风玻璃面板、窗口面板等以及任何其他面板,而不背离本发明的范围。
43.虽然示出了铰接加强区域,但应理解的是,本发明适用于并适应于大面板的任何区域,该区域比如但不限于上铰接区域、支柱区域、球形接合件区域、挡风玻璃区域、窗口区域、牌照区域、装饰条、侧部条、肋等以及任何其他区域或任何其他面板和区域上,而不背离本发明的范围。
44.虽然板/肋是金属的、优选地是钢的,但应当理解的是,在不背离本发明的范围的情况下,设想了适合于满足根据应用的预定要求的替代性材料。
45.尽管贯穿全文提到了“肋”,但应当理解的是,在不背离本发明的范围的情况下,设想了根据应用的任何合适的结构。尽管贯穿全文提到了“板”,但应当理解的是,在不背离本发明的范围的情况下,设想了根据应用的任何合适的结构。
46.本发明的描述在本质上仅是示例性的,并且因此,不背离本发明的主旨的变型意在落入本发明的范围内。这种变型不应被视为背离本发明的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。