1.本技术总体来说涉及电池技术领域,具体而言,涉及一种电池注液方法及电池。
背景技术:
2.由于追求电芯的容量,往往预留电解液的空间不足,需要更长的时间完成额定的注液系数,因此,电芯在一次注液后,经过化成,会有部分电解液挥发或发生负反应,导致电解液注液量不足,需要多次补液,但注液与补液均采用原电解液,导致无法根据需求调节电池性能。
技术实现要素:
3.在发明内容部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本技术内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
4.为了解决现有电池采用原电解液注液、补液,导致无法根据需求提升电池性能的技术问题,本技术提供一种电池注液方法及电池。
5.为实现上述发明目的,本技术采用如下技术方案:
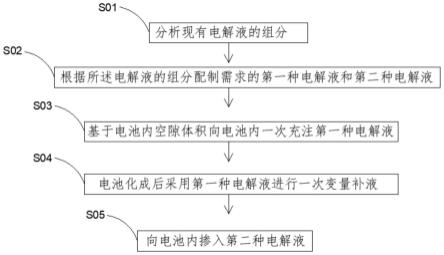
6.一种电池注液方法,包括:
7.分析现有电池中电解液的组分;
8.根据现有电解液的组分配制的第一种电解液和第二种电解液;
9.基于电池内空隙体积向电池内一次注液第一种电解液;
10.电池化成后采用第一种电解液进行一次变量补液;
11.向电池内掺入第二种电解液。
12.进一步的,在本技术方案的一些实施例中,基于电池内空隙体积向电池内一次注液第一种电解液,包括:
13.基于电池内极片面孔隙率 隔膜孔隙体积确定理论注液量a;
14.将0.8a-0.98a作为第一种电解液的一次注液量k。
15.进一步的,在本技术方案的一些实施例中,将0.8a、0.82a、0.84a、0.86a、0.88a、0.90a、0.92a、0.94a、0.96a或0.98a作为第一种电解液的一次注液量。
16.进一步的,在本技术方案的一些实施例中,电池化成后采用第一种电解液进行一次变量补液,包括:
17.电池的电量为εah;
18.理论第一种电解液的一次注液量为k=t*a,0.8≤t≤0.98;
19.电池化成容量为(ε 2)ah;
20.电池内残液δ;
21.第一种电解液的一次变量补液量w=n*2*t (t*a-δ)。
22.进一步的,在本技术方案的一些实施例中,所述n为每安时电池内电解液需求量,
所述n取值在3g-5g之间。
23.进一步的,在本技术方案的一些实施例中,向电池内掺入第二种电解液,包括:
24.基于电池内空隙体积及极片与隔膜孔隙体积确定理论注液量β;
25.电池为εah;
26.理论第一种电解液的一次注液量为k=t*a,0.8≤t≤0.98;
27.电池化成容量为(ε 2)ah;
28.第二种电解液的补液量x=β-[(n*2*t) (t*a)]。
[0029]
进一步的,在本技术方案的一些实施例中,所述n为每安时电池内电解液需求量,所述n取值在3g-5g之间。
[0030]
进一步的,在本技术方案的一些实施例中,所述第一种电解液和第二种电解液的组分中包含碳酸二甲酯、碳酸亚乙烯酯及六氟磷酸锂。
[0031]
进一步的,在本技术方案的一些实施例中,分析现有电解液的组分,包括:
[0032]
在室温25
±
2℃,露点-40℃
±
5℃的环境内通过ph值确定现有电解液的酸碱属性;
[0033]
在室温25
±
2℃,露点-40℃
±
5℃的环境内通过电导率和还原电势测试确定无机溶剂质,并确定氧化物;
[0034]
分析现有电解液中固含量,得到固定;
[0035]
对固体进行形貌分析;
[0036]
对固体进行化学元素定性、定量分析;
[0037]
将不同物质的峰区面积带入线性方程进行分析。
[0038]
一种电池,采用上述电池注液方法加工而成。
[0039]
由上述技术方案可知,本技术的电池注液方法优点和积极效果在于:
[0040]
本技术方案提供一种电池注液方法,首先,解析现有电池中电芯的电解液组分,配置两种新的电解液,基于电池内空隙体积向电池内一次注液第一种电解液,电池化成后采用第一种电解液进行一次变量补液,向电池内掺入第二种电解液,电解液作为锂离子迁移的媒介,很大程度决定产品的性能,本技术方案通过一次注液和两次补液可以调整电解液的某些添加物的添加量,进而优化电芯的耐高温、低温性能,实现根据需求调节、提升电池性能。
附图说明
[0041]
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
[0042]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0043]
图1是根据一示例性实施方式示出的一种电池注液方法流程示意图。
具体实施方式
[0044]
为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是
本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围,因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0045]
由于追求电芯的容量,往往预留电解液的空间不足,需要更长的时间完成额定的注液系数,因此在工艺上将注液工序拆分为两次注液,电芯在一次注液后,经过化成,会有部分电解液挥发或发生负反应,导致电解液注液量不足,需要多次补液。此时,注液与补液均采用原电解液,导致无法根据需求调节电池性能。
[0046]
为了解决现有电池采用原电解液注液、补液,无法根据需求调节电池性能的技术问题,本技术提供一种电池注液方法及电池,电池采用该电池注液方法加工而成,电池注液方法包括:解析现有电池中电芯的电解液组分,根据需求配置两种新的电解液,基于电池内空隙体积向电池内一次注液第一种电解液,电池化成后采用第一种电解液进行一次变量补液,向电池内掺入第二种电解液,电解液作为锂离子迁移的媒介,很大程度决定产品的性能,本技术方案通过配置新的电解液,一次注液和两次补液过程中可以调整电解液的某些添加物的添加量,进而优化电芯的耐高温、低温性能,实现根据需求调节、提升电池性能。
[0047]
图1是根据一示例性实施方式示出的一种电池注液方法流程示意图。
[0048]
参考图1所示,本技术方案中,电池注液方法包括:
[0049]
步骤s01,分析现有电解液的组分,现有电解液可以选择某一批次产品中正在使用的电解液。
[0050]
具体的:
[0051]
a:试ph值:在标准温度(25℃)和压力下,ph=7的水溶液(如:纯水)为中性,水在标准温度和压力下自然电离出的氢离子和氢氧根离子浓度的乘积(水的离子积常数)始终是1
×
10-14
,且两种离子的浓度都1
×
10-7
mol/l,本技术方案在室温25
±
2℃,露点-40℃的环境内通过ph值确定现有电解液的酸碱属性;
[0052]
b:电导率和氧化还原电势测试:在室温25
±
2℃,露点-40℃的环境内通过测试确定无机溶剂质,并确定氧化物;
[0053]
c:紫外光谱及荧光光谱测试:排除现有电解液中的有机物;
[0054]
d:dsc测试指的是现代热分析,在程序控温下,测量物质的物理性质随温度变化的技术。人们通过检测样品本身的热物理性质随温度或时间的变化,确认物质的分子结构、聚集态结构、分子运动的变化等,通过dsc测试,分析出电解液中的固含量,得到固体;
[0055]
e:sem-edx;扫描电镜(sem)可直接利用样品表面材料的物质性能进行外观成像,edx是借助于分析试样发出的元素特征x射线波长和和强度实现的,根据不同元素特征x射线波长的不同来测定试样所含的元素,通过sem-edx对固体进行形貌分析检测;
[0056]
f:icp-oes是指电感耦合等离子体发射光谱仪,可用于地质、环保、化工、生物、医药、食品、冶金、农业等方面样品中多种金属元素和部分非金属元素的定性、定量分析,通过icp-oes进行定性分析,找出化学元素,并配置相对应的标准样本,进行定量分析;
[0057]
g:gc-ms:气相色谱-质谱联用仪是一种质谱仪,应用于医学、物理学,气相色谱的流动相为惰性气体,气-固色谱法中以表面积大且具有一定活性的吸附剂作为固定相。当多
组分的混合样品进入色谱柱后,由于吸附剂对每个组分的吸附力不同,经过一定时间后,各组分在色谱柱中的运行速度也就不同。吸附力弱的组分容易被解吸下来,最先离开色谱柱进入检测器,而吸附力最强的组分最不容易被解吸下来,因此最后离开色谱柱。如此,各组分得以在色谱柱中彼此分离,顺序进入检测器中被检测、记录下来,通过将不同物质的峰区面积代入线性方程进行分析,确定目标元素的含量。
[0058]
步骤s02,根据所述电解液的组分配制需求的第一种电解液和第二种电解液;
[0059]
具体的,工作人员可以根据电池使用环境,调整电解液的某些添加物的添加量,从而配置出需求的电解液,本技术方案中,配置出了两种电解液,分别定义为第一种电解液和第二种电解液。
[0060]
步骤s03,基于电池内空隙体积向电池内一次注液第一种电解液;
[0061]
基于电池内极片孔隙体积及隔膜孔隙体积确定理论一次注液量a,保证满足电芯的活化及生命周期电解液用量。
[0062]
极片孔隙体积=(每片极片涂层的长*宽*厚)*片数*孔隙率;
[0063]
隔膜孔隙体积=隔膜的面积*厚度*孔隙率;
[0064]
将0.8a至0.98a作为第一种电解液的一次注液量k。
[0065]
实际注液过程中,可以选择将0.8a、0.82a、0.84a、0.86a、0.88a、0.90a、0.92a、0.94a、0.96a或0.98a作为第一种电解液的一次注液量。
[0066]
步骤s04,电池化成后采用第一种电解液进行一次变量补液;
[0067]
具体的,电池一次注液第一种电解液后,对电池进行化成,电池化成过程中,会有部分电解液挥发或发生负反应,导致电解液注液量不足,因此,需要对电池进行补液。
[0068]
根据化成的充电容量,以每安时电解液损耗n,n取值在3g~5g之间取值,即电池化成过程中,每安时电池内电解液损耗量,进行一次变量补液;
[0069]
以εah电池;
[0070]
实际注液生产过程中,a=ε*n;
[0071]
理论第一种电解液的一次注液量为k=t*a,0.8≤t≤0.98;
[0072]
化成容量为(ε 2)ah;
[0073]
电池内残液为δg。
[0074]
那么一次注液后,第一种电解液的变量补液量w=n*2*t (t*a-δ)g,保证电芯的一致性;
[0075]
步骤s05,向电池内掺入第二种电解液;
[0076]
具体的,基于腔内空隙体积 极片面体积*孔隙率 隔膜孔隙体积确定理论注液量β;
[0077]
具体的:
[0078]
以εah电芯;
[0079]
理论第一种电解液的一次注液量为k=t*a,0.8≤t≤0.98;
[0080]
化成容量为(ε 2)ah;
[0081]
电池内残液为δg;
[0082]
那么第二种电解液注入量x=β-[(n*2*t) (t*a)]g;3≤n≤5。
[0083]
以具体示例进行说明:
[0084]
示例1:以100ah电池为例,电池正极采用磷酸铁锂,负极采用石墨,理论一次注液量400g=ε(容量ah)*n(3≤n≤5,取中间值4),生命周期理论注液量β=500g。
[0085]
t取值0.8,将0.8a作为第一种电解液的一次注液量k=0.8*a=400*0.8。
[0086]
电池化成容量为102ah;
[0087]
电池内残液为δ=300g;
[0088]
首先对电解液的成分进行定量分析,如有配方,可以跳过该步骤;
[0089]
第一种电解液变量补液为:
[0090]
w=n*2*t (a*t-δ)g
[0091]
=n*2*0.8 (a*0.8-δ)g
[0092]
=4*2*0.8 (400*0.8-300)=26.4g
[0093]
n在3-5之间,第一种电解液变量补液量w在24.8g-28g之间。
[0094]
第二种电解液补液为:
[0095]
x=β-[(n*2*t) (a*t)]
[0096]
=β-[(n*2*0.8) (a*0.8)]
[0097]
=500-[(4*2*0.8) (400*0.8)]=173.6g
[0098]
第二次补液173.6g。
[0099]
n在3-5之间,第二种电解液补液量在172g-175.2g之间。
[0100]
示例2:以100ah电池为例,电池正极采用磷酸铁锂,负极采用石墨,理论一次注液量400g=ε(容量ah)*n(3≤n≤5,取中间值4),生命周期理论注液量β=500g。
[0101]
t取值0.82,将0.82a作为第一种电解液的一次注液量k=0.82*a=400*0.82。
[0102]
电池化成容量为102ah;
[0103]
电池内残液为δ=300g;
[0104]
首先对电解液的成分进行定量分析,如有配方,可以跳过该步骤;
[0105]
第一种电解液变量补液为:
[0106]
w=n*2*t (a*t-δ)g
[0107]
=n*2*0.82 (a*0.82-δ)g
[0108]
=4*2*0.82 (400*0.82-300)=34.56g
[0109]
第二种电解液补液为:
[0110]
x=β-[(n*2*t) (a*t)]
[0111]
=β-[(n*2*0.82) (a*0.82)]
[0112]
=500-[(4*2*0.82) (400*0.82)]=165.44g
[0113]
示例3:以100ah电池为例,电池正极采用磷酸铁锂,负极采用石墨,理论一次注液量400g=ε(容量ah)*n(3≤n≤5,取中间值4),生命周期理论注液量β=500g。
[0114]
t取值0.84,将0.84a作为第一种电解液的一次注液量k=0.84*a=400*0.84。
[0115]
电池化成容量为102ah;
[0116]
电池内残液为δ=300g;
[0117]
首先对电解液的成分进行定量分析,如有配方,可以跳过该步骤;
[0118]
第一种电解液变量补液为:
[0119]
w=n*2*t (a*t-δ)g
[0120]
=n*2*0.84 (a*0.84-δ)g
[0121]
=4*2*0.84 (400*0.84-300)=42.72g
[0122]
第二种电解液补液为:
[0123]
x=β-[(n*2*t) (a*t)]
[0124]
=β-[(n*2*0.84) (a*0.84)]
[0125]
=500-[(4*2*0.84) (400*0.84)]=157.28g
[0126]
示例4:以100ah电池为例,电池正极采用磷酸铁锂,负极采用石墨,理论一次注液量400g=ε(容量ah)*n(3≤n≤5,取中间值4),生命周期理论注液量β=500g。
[0127]
t取值0.86,将0.86a作为第一种电解液的一次注液量k=0.86*a=400*0.86。
[0128]
电池化成容量为102ah;
[0129]
电池内残液为δ=300g;
[0130]
首先对电解液的成分进行定量分析,如有配方,可以跳过该步骤;
[0131]
第一种电解液变量补液为:
[0132]
w=n*2*t (a*t-δ)g
[0133]
=n*2*0.86 (a*0.86-δ)g
[0134]
=4*2*0.86 (400*0.86-300)=50.88g
[0135]
第二种电解液补液为:
[0136]
x=β-[(n*2*t) (a*t)]
[0137]
=β-[(n*2*0.86) (a*0.86)]
[0138]
=500-[(4*2*0.86) (400*0.86)]=149.12g
[0139]
示例5:以100ah电池为例,电池正极采用磷酸铁锂,负极采用石墨,理论一次注液量400g=ε(容量ah)*n(3≤n≤5,取中间值4),生命周期理论注液量β=500g。
[0140]
t取值0.88,将0.88a作为第一种电解液的一次注液量k=0.88*a=400*0.88。
[0141]
电池化成容量为102ah;
[0142]
电池内残液为δ=300g;
[0143]
首先对电解液的成分进行定量分析,如有配方,可以跳过该步骤;
[0144]
第一种电解液变量补液为:
[0145]
w=n*2*t (a*t-δ)g
[0146]
=n*2*0.88 (a*0.88-δ)g
[0147]
=4*2*0.88 (400*0.88-300)=59.04g
[0148]
n在3-5之间,第一种电解液变量补液量w在24.8g-28g之间。
[0149]
第二种电解液补液为:
[0150]
x=β-[(n*2*t) (a*t)]
[0151]
=β-[(n*2*0.88) (a*0.88)]
[0152]
=500-[(4*2*0.88) (400*0.88)]=140.96g
[0153]
n在3-5之间,第二种电解液补液量在172g-175.2g之间。
[0154]
示例6:以100ah电池为例,电池正极采用磷酸铁锂,负极采用石墨,理论一次注液量400g=ε(容量ah)*n(3≤n≤5,取中间值4),生命周期理论注液量β=500g。
[0155]
t取值0.9,将0.9a作为第一种电解液的一次注液量k=0.9*a=400*0.9。
[0156]
电池化成容量为102ah;
[0157]
电池内残液为δ=300g;
[0158]
首先对电解液的成分进行定量分析,如有配方,可以跳过该步骤;
[0159]
第一种电解液变量补液为:
[0160]
w=n*2*t (a*t-δ)g
[0161]
=n*2*0.9 (a*0.9-δ)g
[0162]
=4*2*0.9 (400*0.9-300)=67.2g
[0163]
第二种电解液补液为:
[0164]
x=β-[(n*2*t) (a*t)]
[0165]
=β-[(n*2*0.9) (a*0.9)]
[0166]
=500-[(4*2*0.9) (400*0.9)]=132.8g
[0167]
本技术方案中,所述第一种电解液和第二种电解液的组分中包含碳酸二甲酯、碳酸亚乙烯酯及六氟磷酸锂。第一电解液可以用于改善注液效率及极片润湿性,能够满足电池的充电要求。第二电解液改善电池的某些特性,比如增加六氟磷酸锂改善容量,比如调整碳酸亚乙烯酯含量,改善循环,比如增加六氟磷酸锂改善注液效果等等。
[0168]
本技术方案还提供一种电池,采用上述电池注液方法加工而成。
[0169]
本技术方案提供一种电池注液方法,首先,解析现有电池中电芯的电解液组分,配置两种新的电解液,基于电池内空隙体积向电池内一次注液第一种电解液,电池化成后采用第一种电解液进行一次变量补液,向电池内掺入第二种电解液,电解液作为锂离子迁移的媒介,很大程度决定产品的性能,本技术方案通过一次注液和两次补液可以调整电解液的某些添加物的添加量,进而优化电芯的耐高温、低温性能,实现根据需求调节、提升电池性能。
[0170]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0171]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明总的发明构思的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。