1.本实用新型涉及汽车线束生产领域,特别涉及一种包胶生产设备,尤指一种手持式线束自动包胶设备。能够有效提高线束的质量,从而提高车辆的整体安全性。
背景技术:
2.线束是汽车电路的网络主体,没有线束也就不存在汽车电路,所以汽车线束的质量和生产周期也是至关重要的。汽车线束应用范围很广而且起到至关重要的作用。汽车线束主要由导线、接插件、包裹胶带和其他辅助性材料共同构成,其结构复杂、功能多样化,汽车线束是汽车内部最关键的部件之一,其质量、安全性和可靠性对汽车质量具有举足轻重的影响。如果线束失效,就会造成信号传递失效,功能设备失去作用;或接触电阻过大发热失火;或短路失火;或绝缘层失效漏电。
3.线束包胶工序是线束生产过程中关键且必须的一步,线束需要通过使用不同种类的胶带进行多根导线的包胶捆扎保护和单根导线的包胶保护,从而避免导线松散和导线受到磨损。目前包胶过程多为操作员手工包胶,同时由于车身上的导线数量非常多,且几乎每一根导线都需要包胶,有些线束的包胶部位需要长距离包胶,这会导致人员的劳动强度高和大量的人员需求。同时人员手动生产效率低下,导致人工成本较高。由于是人员手动操作,无法保证包胶质量和包胶状态的均一性,会存在胶带间的覆盖率过低或者过高的问题,当覆盖率过低时会产生包胶不严,线芯外漏的问题;当覆盖率过高时会导致胶带的消耗量上升,从而导致胶带原料的成本上升,以及同样距离的包胶工时上涨的问题,导致人工成本进一步上升。而且一旦出现包胶漏线的问题非常容易将导线刮伤和磨损,导致线束功能失效,汽车功能失灵等情况,甚至造成车内人员受伤的问题,后果非常严重。所以从提高包胶质量、提高工作效率、节省人员和包胶材料成本的角度,急需一种可以代替手工包胶的设备。
技术实现要素:
4.本实用新型的目的在于提供一种手持式线束自动包胶设备,解决了现有技术存在的上述问题。本实用新型不仅可以大幅度的提升线束包胶的效率,缩短了生产周期,同时大大降低了人工成本,而且线束的包胶质量远远超过了手工包胶,包胶稳定性也有了大幅度提升。
5.本实用新型的上述目的通过以下技术方案实现:
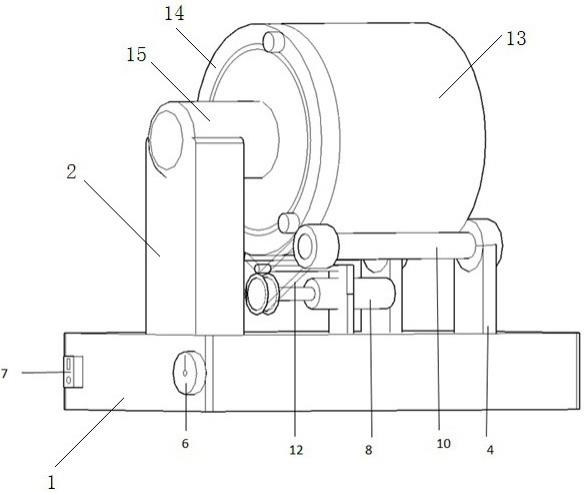
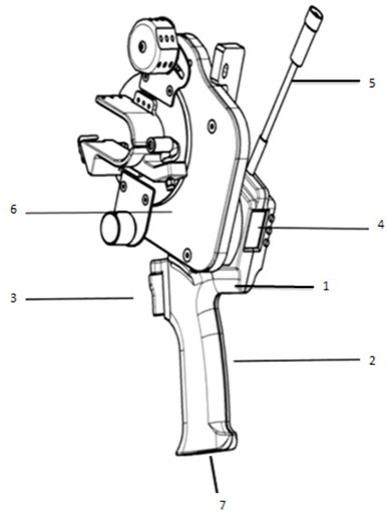
6.手持式线束自动包胶设备,电机9的输出轴通过同步齿皮带与动轮11相互啮合,形成同步转动;手柄2通过螺丝固定与主体框架1上,扳机3、开关按钮7分别固定在手柄2的两个端部,显示屏4、外界电源5固定在主体框架1的两个侧面,减速箱6通过螺丝与主体框架1相连;平衡块8、电磁阀10、胶带支架12分别通过螺丝固定在减速箱6的外部,电机9固定在减速箱6的内部;上包胶仓支架13、下包胶仓支架14分别通过螺丝固定在动轮11的缺口处,胶带轴15通过轴承固定在胶带支架12上,胶带导向轴16、刀架17固定在下包胶仓支架14上,刀
片18安装在刀架17上。
7.所述的动轮11通过转动轴连接并镶嵌在减速箱6内部凹槽处,动轮11可单独活动,动轮11的外圈部位设有齿状结构,通过电机9转动,经过内部同步齿皮带与动轮11外圈齿状结构啮合从而达到同步转动。
8.本实用新型的有益效果在于:本设备不仅可以大幅度的提升线束包胶的效率,缩短了生产周期,同时大大降低了人工成本,而且线束的包胶质量远远超过了手工包胶,包胶稳定性也有了大幅度提升。同时也更好的控制包胶的覆盖率,降低胶带原料成本,通过自带系统的控制,并通过显示屏幕实现参数更改,设定包胶速度以及根据包胶工艺设定包胶圈数,操作简单、方便、快捷。同时手持式的机构,方便移动,可以在较大范围内活动,提高生产的灵活性。因为是可以移动的,所以可以和线束固定工装板配合使用,通过操作人员的移动,手部带动包胶机设备,在需要包胶的线束上移动,完成包胶过程。从总体结构来看,设备整体结构清晰,美观,大方。实用性强。
附图说明
9.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
10.图1为本实用新型的整体结构示意图;
11.图2为本实用新型的减速仓的结构示意图;
12.图3为本实用新型的包胶仓的结构示意图。
13.图中:1、主体框架;2、手柄;3、扳机;4、显示屏;5、外接电源线;6、减速箱;7、开机按钮;8、平衡块;9、电机;10、电磁阀;11、动轮;12、胶带支架;13、上包胶仓支架;14、下包胶仓支架;15、胶带轴;16、胶带导向轴;17、刀架;18、刀片。
具体实施方式
14.下面结合附图进一步说明本实用新型的详细内容及其具体实施方式。
15.参见图1至图3,本实用新型的手持式线束自动包胶设备,包括主体框架1、手柄2、扳机3、显示屏4、外接电源线5、减速箱6、开机按钮7、平衡块8、电机9、电磁阀10、动轮11、胶带支架12、上包胶仓支架13、下包胶仓支架14、胶带轴15、胶带导向轴16、刀架17、刀片18,所述电机9的输出轴通过同步齿皮带与动轮11相互啮合,形成同步转动;所述手柄2通过螺丝固定与主体框架1上,所述扳机3、显示屏4、外接电源线5、减速箱6、开机按钮7通过电路板等电器原件连接在一起,其中扳机3、开关按钮7分别固定在手柄2的两个端部,显示屏4、外界电源5固定在主体框架1的两个侧面,减速箱6通过螺丝与主体框架1相连;平衡块8、电磁阀10、胶带支架12分别通过螺丝固定在减速箱6的外部,电机9固定在减速箱6的内部;上包胶仓支架13、下包胶仓支架14分别通过螺丝固定在动轮11的缺口处,胶带轴15通过轴承固定在胶带支架12上,胶带导向轴16、刀架17固定在下包胶仓支架14上,刀片18安装在刀架17上。
16.所述的动轮11通过转动轴连接并镶嵌在减速箱6内部凹槽处,动轮11可单独活动,并且由图2可见,动轮11的外圈部位设有齿状结构,通过电机9转动,经过内部同步齿皮带与
动轮11外圈齿状结构啮合从而达到同步转动。
17.参见图1至图3,本实用新型的手持式线束自动包胶设备可以通过不同的参数调整,实现对包胶速度以及包胶圈数的控制。参数调整在触摸屏上进行,操作十分方便、快捷。首先在关机状态下进行胶带安装,把胶带安装到胶带轴15的中心位置,其粘性的一面向上,拉出大约5厘米胶带卷,通过胶带导向轴16引导通过上包胶仓支架13和下包胶仓支架14中间的狭缝,同时利用平衡块8,使减速箱6上下两端配重相同,从而提升设备包胶的稳定性。外接电源线5接通后,按动开机按钮7,显示屏4被点亮,动轮11会自动回到初始位置,通过电磁阀10的控制进入锁定状态。10秒后自动解锁,在解锁状态下,通过显示屏4触摸设置适合本次包胶线束的包胶速度以及包胶圈数,然后将需要包胶线束整理后放入包胶仓内,一切准备就绪后,握住手柄2,按住扳机3,电机9开始运转,带动内部同步齿皮带与动轮11啮合,从而达到动轮11以及所有镶嵌到动轮11上的部件通过跟随电机9运动开始运转,(注:所有直接或间接固定在动轮的部件,均与动轮同步运动)通过手部移动包胶设备,完成一定距离的包胶过程,包胶完成后,取出包胶导线,将与导线相连的胶带通过刀架17向刀片18方向轻轻滑动,从而割断胶带,完成这一系列包胶动作。
18.以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡对本实用新型所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。