1.本实用新型涉及螺母凸焊领域,尤其涉及一种螺母凸焊工装模具的防护结构。
背景技术:
2.凸焊是在一工件的贴合面上预先加工出一个或多个凸点,使其与另一工件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法。凸焊是点焊的一种变形。
3.其中在对螺帽的焊接中,设置有用于螺母焊接的螺母凸焊机,用于将螺母焊接在工件上。
4.目前通过螺母凸焊机将螺帽焊接在工件的过程中,部分凸焊机在焊接时会产生火花,且焊接时,工作人员,通过配电手套手持工件进行焊接,操作不方便,且火花飞溅在衣服上,仍然具有一定的安装问题。
5.因此,有必要提供一种螺母凸焊工装模具的防护结构解决上述技术问题。
技术实现要素:
6.本实用新型提供一种螺母凸焊工装模具的防护结构,解决了部分螺母凸焊机在焊接使用时,会产生火花,存在一定的危险的问题。
7.为解决上述技术问题,本实用新型提供的螺母凸焊工装模具的防护结构,包括:
8.上侧连接环,所述上侧连接环通过可调节连接臂固定安装于上模座上且位于焊接件的外部;
9.所述上侧连接环上贯穿有连接杆,所述连接杆的底端连接有收缩环,所述连接杆的上端连接有端帽,所述收缩环的下侧连接有防护罩,所述防护罩的内侧的底部固定连接有多个定位板,所述连接杆的表面且位于上侧连接环和收缩环之间套设有弹性件。
10.优选的,所述可调节连接臂包括内侧臂,所述内侧臂固定于所述上侧连接环的顶部,所述内侧臂通过固定件固定安装于所述外侧臂上。
11.优选的,所述外侧臂上开设有多个安装孔,所述内侧臂上开设有装配孔。
12.优选的,所述定位板的底部粘接有胶垫。
13.优选的,所述外侧臂的一侧开设有矩形槽,所述矩形槽内壁的下侧开设有限位槽。
14.优选的,所述内侧臂的一侧且位于装配孔的上侧固定连接有定位块,所述安装孔内壁的一侧开设有第一矩形孔,所述装配孔内壁的一侧开设有第二矩形孔。
15.优选的,所述固定件包括定位销,所述定位销的一端螺纹连接有内螺纹环,所述内螺纹环的一侧固定连接有带动柄。
16.与相关技术相比较,本实用新型提供的螺母凸焊工装模具的防护结构具有如下有益效果:
17.本实用新型提供一种螺母凸焊工装模具的防护结构,通过在焊接件的外侧设置有防护结构,在对螺帽与工件进行焊接时,可以避免火花飞溅,提高工作人员工作的安全性,
且防护机构同时可以对工件进行压紧限位,提高工件焊接时的稳定性,从而提高焊接的质量。
附图说明
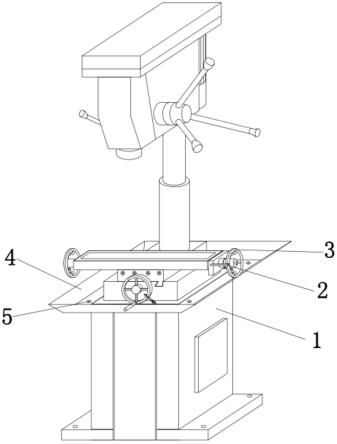
18.图1为本实用新型提供的螺母凸焊工装模具的防护结构的第一实施例的结构示意图;
19.图2为图1所示的整体的仰视图;
20.图3为本实用新型提供的防护机构与凸焊设备装配图;
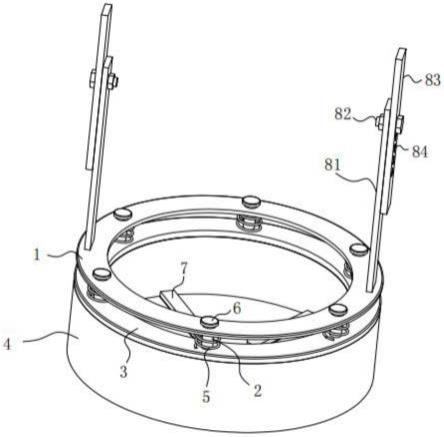
21.图4为本实用新型提供的螺母凸焊工装模具的防护结构的第二实施例的结构示意图;
22.图5为图4所示的内侧臂的结构示意图;
23.图6为本实用新型提供的螺母凸焊工装模具的防护结构的第二实施例的提供的固定件的结构示意图。
24.图中标号:
25.1、上侧连接环,2、连接杆,3、收缩环,4、防护罩,5、弹性件,6、端帽,7、定位板,
26.8、可调节连接臂,81、内侧臂,82、固定件,83、外侧臂,84、安装孔, 85、装配孔,
27.9、伸缩缸,10、上模座,11、焊接件,
28.12、矩形槽,13、限位槽,14、第一矩形孔,15、第二矩形孔,
29.16、定位块,
30.17、下模座,
31.821、定位销,822、内螺纹环,823、带动柄。
具体实施方式
32.下面结合附图和实施方式对本实用新型作进一步说明。
33.第一实施例
34.请结合参阅图1、图2和图3,其中,图1为本实用新型提供的螺母凸焊工装模具的防护结构的第一实施例的结构示意图;图2为图1所示的整体的仰视图;图3为本实用新型提供的防护机构与凸焊设备装配图。螺母凸焊工装模具的防护结构,包括:
35.上侧连接环1,所述上侧连接环1通过可调节连接臂8固定安装于上模座 10上且位于焊接件11的外部;
36.所述上侧连接环1上贯穿有连接杆2,所述连接杆2的底端连接有收缩环 3,所述连接杆2的上端连接有端帽6,所述收缩环3的下侧连接有防护罩4,所述防护罩4的内侧的底部固定连接有多个定位板7,所述连接杆2的表面且位于上侧连接环1和收缩环3之间套设有弹性件5。
37.连接杆2设置多个不少于四个,定位板7优选设置六个,且定位板7向防护罩4的内侧延伸,弹性件5优选为弹簧。
38.所述可调节连接臂8包括内侧臂81,所述内侧臂81固定于所述上侧连接环1的顶部,所述内侧臂81通过固定件82固定安装于所述外侧臂83上。
39.固定件82为螺栓与螺母的配合,也可以为其他组合。
40.所述外侧臂83上开设有多个安装孔84,所述内侧臂81上开设有装配孔 85。
41.安装孔84的数量和间距可以根据常加工的工件的高度值或者厚度值对应设置。
42.所述定位板7的底部粘接有胶垫。
43.胶垫优选为橡胶材质,可以提高定位板7与工件之间的摩擦,提高对工件限位时的稳定性。
44.本实用新型提供的螺母凸焊工装模具的防护结构的工作原理如下:
45.当对工件进行焊接时,将工件上的对应螺帽安装的孔套设在下模座17上的定位凸轴上,然后将螺帽套设在图轴上,对其限位,接着启动伸缩缸9,下推上模座10,上模座10带动焊接件11以及防护机构向下移动;
46.其中在焊接件11的头部与螺帽的焊接位置接触时,防护罩4底部的定位板7与工件首先接触,在不断的压缩弹性件5,通过弹性件5的弹力作用,推动防护罩4,防护罩4带动定位板7将工件压紧,使焊接件11更加的稳定的对螺帽与工件进行焊接,提高焊接质量;
47.同时防护罩4将焊接件11和螺帽与外部进行隔离,产生的火花等不会飞溅出去,避免与工作人员接触,提高工作人员工作的安全性;
48.同时可以根据工件的厚度或者高度,可以调节可对应调节连接臂8的长度,通过将固定件82中螺钉与螺帽取下,使对应的装配孔与安装孔84对应安装即可。
49.上模座10固定安装在伸缩缸9的输出端,伸缩缸9优选采用液压缸,对应设置有液压站,下模座17上设置有定位凸轴。
50.与相关技术相比较,本实用新型提供的螺母凸焊工装模具的防护结构具有如下有益效果:
51.通过在焊接件11的外侧设置有防护结构,在对螺帽与工件进行焊接时,可以避免火花飞溅,提高工作人员工作的安全性,且防护机构同时可以对工件进行压紧限位,提高工件焊接时的稳定性,从而提高焊接的质量。
52.第二实施例
53.请结合参阅图4、图5和图6,基于本技术的第一实施例提供的螺母凸焊工装模具的防护结构,本技术的第二实施例提出另一种螺母凸焊工装模具的防护结构。
54.具体的,本技术的第二实施例提供的螺母凸焊工装模具的防护结构的不同之处在于,螺母凸焊工装模具的防护结构,所述外侧臂83的一侧开设有矩形槽12,所述矩形槽12内壁的下侧开设有限位槽13。
55.矩形槽12的数量和安装孔84对应,其中限位槽13靠矩形槽12的内侧开设,限位槽13的槽腔宽度与定位块16的宽度相同。
56.所述内侧臂81的一侧且位于装配孔85的上侧固定连接有定位块16,所述安装孔84内壁的一侧开设有第一矩形孔14,所述装配孔85内壁的一侧开设有第二矩形孔15。
57.第一矩形孔14和第二矩形孔15大小相同且与带动柄823大小相同。
58.所述固定件82包括定位销821,所述定位销821的一端螺纹连接有内螺纹环822,所述内螺纹环822的一侧固定连接有带动柄823。
59.当在调节可调节连接臂8时,可以将内侧臂81一侧的定位块16通过矩形槽12插入,并使其位于限位槽13的内部,通过限位槽13配合定位块16 对整个防护机构进行支撑,此时外侧臂83和内侧臂81重合,装配孔85与安装孔84对应,第一矩形孔14和第二矩形孔15对应。
60.此时可以将定位销821连通内螺纹环822一同穿过装配孔85和安装孔84,且内螺纹环822上的带动柄823与第一矩形孔14和第二矩形孔15对应,当完全穿过后,拧动带动柄823与第一矩形孔14和第二矩形孔15错开,且配合定位销821前端的螺纹,带动内螺纹环822将内侧臂81和外侧臂83锁紧,调节操作更加的简单方便。
61.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。