1.本实用新型属于机械加工技术领域,尤其涉及一种变芯厚不等分长刃立铣刀。
背景技术:
2.在机械加工过程中,我们经常会遇到工件槽深超过刀具3倍径,这时工件就会出现明显让刀现象,且表面质量不良情况。通常我们会更改更大直径的刀具,以此减小刀具使用过程中产生的扰度对工件产生的不良影响。下面提供一种不更改刀具直径,同样可以用加工3倍径~5倍径工件结构的刀具,用以解决上述的问题。
技术实现要素:
3.本实用新型提供一种变芯厚不等分长刃立铣刀,旨在解决上述存在的在机械加工过程中,我们经常会遇到工件槽深超过刀具3倍径,这时工件就会出现明显让刀现象,且表面质量不良情况的问题。
4.本实用新型是这样实现的,本实用新型提供如下技术方案:一种变芯厚不等分长刃立铣刀,包括刀柄、刀刃、第一刃部、第二刃部、刃齿、容屑槽、第一后角、第二后角、第三后角,所述刀柄的一端设置有刀刃,其中刀刃包括有第一刃部以及第二刃部,所述第一刃部的一端设置有第二刃部,所述第二刃部的端部设置有刃齿,相邻所述刃齿之间设置为容屑槽,所述刃齿上设置有第一后角、第二后角、第三后角,所述第一后角一侧设置有第二后角,所述第二后角一侧设置有第三后角。
5.在一个优选地实施方式中,所述刀柄和刀刃为一体成型结构,整体采用高硬度的硬质合金材质。
6.在一个优选地实施方式中,所述刀刃上的刃齿数量设置为五组,其中刃齿和容屑槽为螺旋状结构。
7.在一个优选地实施方式中,所述第二刃部由端面位置芯厚φ8mm逐渐过渡到φ10.625mm,此段长度15mm,所述第一刃部芯厚再由φ10.625mm逐渐过渡到φ12.37mm,此段长度65mm。
8.在一个优选地实施方式中,所述第一后角的度数为2
°
,所述第二后角的度数为12
°
,所述第三后角的度数为20
°
。
9.在一个优选地实施方式中,所述刃齿的端齿前角为10
°
。
10.与现有技术相比,本实用新型的有益效果是:
11.通过对刀具的优化,与现有技术相比,利用刀具不等径芯厚以及增加修光刃,在不改变刀具柄径的前提下,增大刀具排屑能力,同时提高刀具刚性,改善因刀具使用扰度对工件造成让刀的不良影响,具备较高的实用性。
附图说明
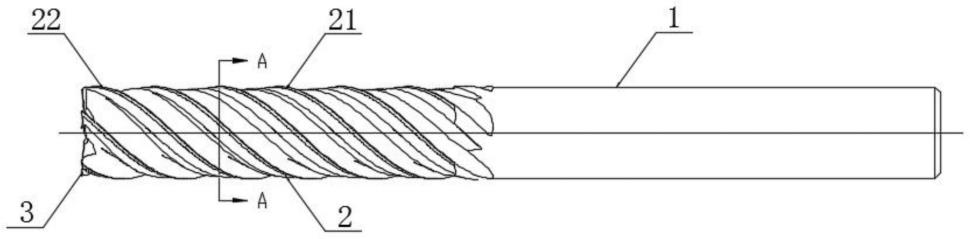
12.图1为本实用新型的整体结构示意图。
13.图2为本实用新型的左视图。
14.图3为本实用新型中a-a位置处的截面结构示意图。
15.图4为本实用新型图3中a部分的放大结构示意图。
16.图中:1刀柄、2刀刃、21第一刃部、22第二刃部、3刃齿、4容屑槽、5第一后角、6第二后角、7第三后角。
具体实施方式
17.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
18.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
19.如附图1-4所示的一种变芯厚不等分长刃立铣刀,包括刀柄1、刀刃2、第一刃部21、第二刃部22、刃齿3、容屑槽4、第一后角5、第二后角6、第三后角7,所述刀柄1的一端设置有刀刃2,其中刀刃2包括有第一刃部21以及第二刃部22,所述第一刃部21的一端设置有第二刃部22,所述第二刃部22的端部设置有刃齿3,相邻所述刃齿3之间设置为容屑槽4,所述刃齿3上设置有第一后角5、第二后角6、第三后角7,所述第一后角5一侧设置有第二后角6,所述第二后角6一侧设置有第三后角7。
20.进一步的,所述刀柄1和刀刃2为一体成型结构,整体采用高硬度的硬质合金材质,所述刀刃2上的刃齿3数量设置为五组,其中刃齿3和容屑槽4为螺旋状结构,提高刀具单齿吃刀量。
21.进一步的,所述第二刃部22由端面位置芯厚φ8mm逐渐过渡到φ10.625mm,此段长度15mm,这段芯厚较常规设计芯厚直径加大了15%~30%,大大加工刀具体硬刚性,所述第一刃部21芯厚再由φ10.625mm逐渐过渡到φ12.37mm,此段长度65mm,加大了端刃位置容屑空间,使铁屑得以轻快顺滑的排出,尽可能的减少对工件表面造成伤害。
22.进一步的,所述第一后角5的度数为2
°
,所述第二后角6的度数为12
°
,所述第三后角7的度数为20
°
,主要提供倍加工工件表面质量。
23.进一步的,所述刃齿3的端齿前角为10
°
。
24.本实用新型工作原理:
25.在本实用新型实施时,该刀具由刀柄1和刀刃2一体成型,整体采用高硬度的硬质合金材质,设计刃齿3增加为5刃,提高刀具单齿吃刀量,芯厚大胆的采用通体变芯厚设计,第二刃部22芯厚由刃部端面位置芯厚φ8mm逐渐过渡到φ10.625mm,此段长度15mm,加大了端刃位置容屑空间,使铁屑得以轻快顺滑的排出,尽可能的减少对工件表面造成伤害;第一刃部21芯厚再由φ10.625mm逐渐过渡到φ12.37mm,此段长度65mm,这段芯厚叫常规设计芯厚直径加大了15%~30%,大大加工刀具体硬刚性。
26.此款刀具我们在后角方面设计了第一后角5作为修光刃,其目的主要提供倍加工工件表面质量,其度数为2
°
,宽度为0.15mm,第一后角5刚好落到刀刃轴向的圆周上,既起到修面作用,同时也起到一定的支撑作用,第二后角6,度数为12
°
,齿宽0.8mm;第三后角7,度数为20
°
,齿宽1.3mm;
27.此款刀具由于周刃与工件接触面较大,有较大的切削阻力,为了刀具有较良好的刚性我们的刀槽是采用60
°
,且距离刃部15mm-65mm的位置,提高了芯厚,导致刀具刃中尾部位置刃宽偏后,并增加了刀具齿背下沉面0.2mm,用以减少刀具加工时间,降低成本。
28.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种变芯厚不等分长刃立铣刀,包括刀柄和刀刃,其特征在于:所述刀柄的一端设置有刀刃,其中刀刃包括有第一刃部以及第二刃部,所述第一刃部的一端设置有第二刃部,所述第二刃部的端部设置有刃齿,相邻所述刃齿之间设置为容屑槽,所述刃齿上设置有第一后角、第二后角、第三后角,所述第一后角一侧设置有第二后角,所述第二后角一侧设置有第三后角。2.根据权利要求1所述的一种变芯厚不等分长刃立铣刀,其特征在于:所述刀柄和刀刃为一体成型结构,整体采用高硬度的硬质合金材质。3.根据权利要求1所述的一种变芯厚不等分长刃立铣刀,其特征在于:所述刀刃上的刃齿数量设置为五组,其中刃齿和容屑槽为螺旋状结构。4.根据权利要求1所述的一种变芯厚不等分长刃立铣刀,其特征在于:所述第二刃部由端面位置芯厚φ8mm逐渐过渡到φ10.625mm,此段长度15mm,所述第一刃部芯厚由φ10.625mm逐渐过渡到φ12.37mm,此段长度65mm。5.根据权利要求1所述的一种变芯厚不等分长刃立铣刀,其特征在于:所述第一后角的度数为2
°
,所述第二后角的度数为12
°
,所述第三后角的度数为20
°
。6.根据权利要求1所述的一种变芯厚不等分长刃立铣刀,其特征在于:所述刃齿的端齿前角为10
°
。
技术总结
本实用新型公开一种变芯厚不等分长刃立铣刀,具体涉及机械加工领域,包括刀柄、刀刃、第一刃部、第二刃部、刃齿、容屑槽、第一后角、第二后角、第三后角,所述刀柄的一端设置有刀刃,其中刀刃包括有第一刃部以及第二刃部,所述第一刃部的一端设置有第二刃部,所述第二刃部的端部设置有刃齿,相邻所述刃齿之间设置为容屑槽,所述刃齿上设置有第一后角、第二后角、第三后角。本实用新型通过对刀具的优化,与现有技术相比,利用刀具不等径芯厚以及增加修光刃,在不改变刀具柄径的前提下,增大刀具排屑能力,同时提高刀具刚性,改善因刀具使用扰度对工件造成让刀的不良影响,具备较高的实用性。具备较高的实用性。具备较高的实用性。
技术研发人员:周乐安 钟成明 高小红
受保护的技术使用者:德阳杰创科技有限公司
技术研发日:2021.12.16
技术公布日:2022/6/6
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。