1.本技术涉及弹簧检测的领域,尤其是涉及一种气门弹簧高度分选试验机。
背景技术:
2.气门弹簧时使得发动机的气门及时封闭的零部件,属于发动机中一个重要部件,为此对于气门弹簧的质量有比较高的要求,我司在研发和生产潍柴动力大缸径发动机气门弹簧的过程中,需要对气门弹簧的压并高度,即气门弹簧的各圈相抵接的状态下时的高度进行检测,以选出合格的气门弹簧。
3.现有对气门弹簧压并高度的检测更多是通过人工拿取,然后将气门弹簧放置于工作台上,然后液压缸带动压杆下压,直至气门弹簧各圈相抵接无法再下压时,使得压杆上设置的位移传感器上检测到的压杆移动数值无法再改变,并通过外部的模数转换器和plc,使得压力数值在相应的屏幕上进行显示,如果移动数值大于标准范围的最大值,则该气门弹簧压并高度过低,如果移动数值小于标准范围的最小值,则该气门弹簧压并高度过高。
4.针对上述中的相关技术,发明人认为对气门弹簧由人工放入至压杆下方进行检测,检测位置容易出现偏差,为此需要不断进行细微调整,存在检测整体过程较为不便的缺陷。
技术实现要素:
5.为了使得检测整体过程更加便利,本技术提供一种气门弹簧高度分选试验机。
6.本技术提供的一种气门弹簧高度分选试验机采用如下的技术方案:
7.一种气门弹簧高度分选试验机,包括机台、设于机台且对气门弹簧压缩以进行压并高度检测的检测主体,所述机台一侧设有将气门弹簧按照既定状态送至机台上的上料装置,机台设有进料挡块、检测挡块、进料推块和下料推块,进料推块将抵接于进料挡块的气门弹簧朝向检测挡块推动并使得气门弹簧抵接于检测挡块,下料推块将检测完成的气门弹簧推离机台,机台设有带动进料推块移动的进料动力源和带动下料推块移动的下料动力源。
8.通过采用上述技术方案,使得由进料挡块和检测挡块对气门弹簧的阻挡作用,以实现每一个气门弹簧的检测主体不易出现较大的偏差,不需要人工进行调整,检测整体过程较为便利,使得检测主体的压杆能够对齐于气门弹簧进行下压,也不需要人工将气门弹簧放入至机台位于检测主体的压杆正下方处,降低事故发生的可能性。
9.可选的,所述上料装置包括供气门弹簧放入的放料台、滑动连接于放料台底部的上料板、设于放料台且带动上料板进行往复移动的上料板带动机构、设于放料台上部且带动气门弹簧前移的传送带、设于放料台靠近机台一侧且使得满足既定状态的气门弹簧移动至进料挡块处的状态分选机构、设于放料台且位于传送带背离上料板一侧的传送带挡板,上料板上表面呈倾斜,上料板相邻于自身斜面低点侧边处的侧面贴近于放料台,放料台堆放气门弹簧的表面呈倾斜且倾斜方向和上料板倾斜方向相一致,传送带承接上料板斜面上
的气门弹簧。
10.通过采用上述技术方案,将待检测的气门弹簧堆放在放料台上,然后上料板上移,使得位于上料板斜面上的一排气门弹簧被推动上移,直至上料板的斜面高于放料台靠近传送带一侧的最高点,此时,一排气门弹簧沿着上料板斜面滚落至传送带上,然后由传送带带动前移进入至状态分选机构进行分选,不需要人工将气门弹簧对应进料挡块进行放置,更加便利。
11.可选的,所述上料板带动机构包括固定连接于上料板的丝杠块、螺纹连接于丝杠块的往复丝杠、设于放料台且带动往复丝杠转动的丝杠动力源。
12.通过采用上述技术方案,使得上料板能够进行稳定的往复移动,使得气门弹簧能够被源源不断的呈一排进行上料。
13.可选的,所述状态分选机构包括承接传送带上的气门弹簧且使得气门弹簧在振动状态下前移的振动道、设于振动道且抵接于气门弹簧上端的抵接片,抵接片抵接于轴线垂直于振动道长度方向的气门弹簧,振动道位于抵接片的正下方贯穿开设有供轴线方向和振动道长度方向一致的气门弹簧下落的分选口。
14.通过采用上述技术方案,传送带将气门弹簧传送至振动道上,在振动道的振动作用下,气门弹簧沿着振动道缓慢前移,轴线垂直于振动道长度方向的气门弹簧,即轴线趋向竖直的气门弹簧由于上端抵接于抵接片,使得相对应的气门弹簧经过分选口时,气门弹簧无法从分选口中下落,而轴线趋向水平的气门弹簧的端部无法抵接于抵接片,使得相对应的气门弹簧会从分选口中掉落,使得只有轴线趋向竖直的气门弹簧才能通过振动道移动至进料挡块处,使得进行检测的气门弹簧状态均是呈竖直的,使得检测能够顺利进行,不易再需要人工将一个个气门弹簧进行状态的调整,使得检测过程更加便利。
15.可选的,所述放料台侧面固定连接有呈倾斜的回料板,回料板高处侧边位于分选口正下方。
16.通过采用上述技术方案,使得轴线趋向水平的气门弹簧再从分选口掉落后会落至回料板上,然后气门弹簧沿着回料板的倾斜面重新回落至放料台中,不需要人工再将从分选口掉落的气门弹簧重新放回至放料台上,更加便利。
17.可选的,所述机台固定连接有呈倾斜且承接下料推块的下料道,下料道靠近下料推块一端高度高于下料道远离下料推块一端高度,下料道远离下料推块一端的下方处设有将不同检测结果的气门弹簧进行分开传送的筛分器。
18.通过采用上述技术方案,使得检测完成的气门弹簧被下料推块推入至下料道中,然后沿着倾斜的下料道进入至至筛分器中根据检测结果进行筛分,使得检测结果不同的气门弹簧不易堆积在一起,以便对不同检测结果的气门弹簧进行分别处理。
19.可选的,所述筛分器包括承接从下料道落下的气门弹簧的筛分箱、连通于筛分箱侧边的边管、转动连接于筛分箱内且使得不合格产品进入边管的换道板、设于筛分箱且带动换道板转动的换道板动力源。
20.通过采用上述技术方案,使得不合格的产品进入筛分箱后,换道板转动,使得换道板靠近边管连通筛分箱的底部处,使得气门弹簧能够沿着换道板的斜面进入至边管中,使得不合格的产品和合格的产品进行分开堆放。
21.可选的,所述边管内设置分层板,分层板靠近筛分箱一端底部能靠近于换道板。
22.通过采用上述技术方案,使得不合格产品中可以进一步区分进行分别放置,能够根据实际需求将不合格产品进行进一层的分类并分别放置。
23.综上所述,本技术包括以下至少一种有益效果:
24.1.以实现每一个气门弹簧的检测主体不易出现较大的偏差,不需要人工进行调整,检测整体过程较为便利;
25.2.使得检测能够顺利进行,不易再需要人工将一个个气门弹簧进行状态的调整,使得检测过程更加便利。
附图说明
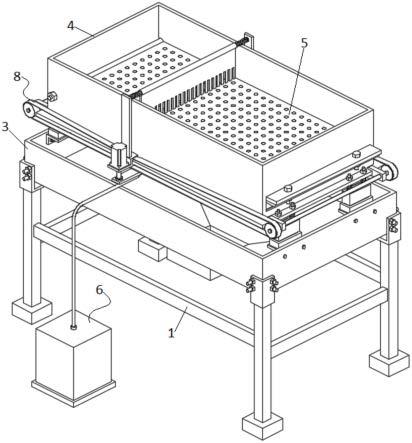
26.图1是本技术的主体结构示意图;
27.图2是将放料台内部的上料板带动机构进行展示的结构示意图;
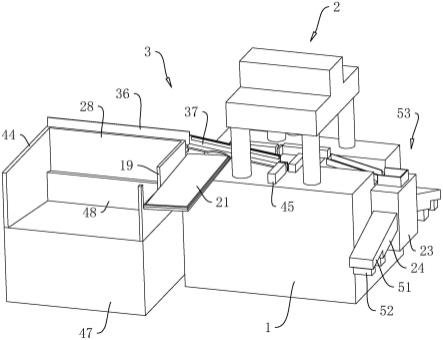
28.图3是将检测主体去除,放料台和机台上表面的俯视结构示意图;
29.图4是放料台设置传送带一侧处的结构示意图;
30.图5是图3中a处放大图;
31.图6是对机台内的换道动力源进行展示,且对筛分箱内部结构进行展示的结构示意图。
32.附图标记说明:1、机台;11、电机齿轮;12、丝杠齿轮;13、同步轮;14、电机板;15、同步轮电机;16、连接片;17、回料挡边;18、下料口;19、回料口;2、检测主体;21、回料板;22、下料道;23、筛分箱;24、边管;25、换道板;26、换道板动力源;27、分层板;28、挡料板;29、上料板滑槽;3、上料装置;31、传送带;32、状态分选机构;33、丝杠块;34、往复丝杠;35、丝杠动力源;36、传送带挡板;37、振动道;38、抵接片;39、分选口;4、进料挡块;41、检测挡块;42、进料推块;43、下料推块;44、侧边板;45、进料动力源;46、下料动力源;47、放料台;48、上料板;49、上料板带动机构;5、下料口挡板;51、上层管;52、掉料管;53、筛分器。
具体实施方式
33.以下结合附图对本技术作进一步详细说明。
34.本技术实施例公开一种气门弹簧高度分选试验机,参照图1,包括放置于地面上的机台1,机台1水平上表面安装有检测主体2,检测主体2的压杆下压使得呈竖直的气门弹簧压缩,以对气门弹簧进行检测。机台1一侧安装有将气门弹簧呈竖直状态输送至机台1上进行检测的上料装置3,机台1背离上料装置3一侧安装有筛分器53,筛分器53用于将检测完成的气门弹簧根据检测结果的不同进行分别堆放。
35.参照图2,上料装置3包括上表面呈倾斜的放料台47,放料台47上表面两倾斜侧边处均一体成型有呈竖直的侧边板44,放料台47倾斜面的最低点所在的侧边处一体成型有呈竖直的挡料板28,挡料板28贴合于两块侧边板44,放料台47倾斜上表面放入待检测的气门弹簧。放料台47上表面开设有呈竖直的上料板滑槽29,上料板滑槽29内壁沿竖直方向滑动连接有上料板48,上料板48贴近于挡料板28进行移动,上料板48上表面呈倾斜,上料板48倾斜侧面高度低的侧边靠近于挡料板28,使得在上料板48上移时,位于上料板48倾斜面上的一排气门弹簧会被带动一并上移。
36.参照图2,放料台47安装有带动上料板48进行往复竖直移动的上料板带动机构49,
上料板带动机构49包括固定连接于上料板48水平底面的丝杠块33,放料台47内部转动连接有呈竖直往复丝杠34,往复丝杠34穿设且螺纹连接于丝杠块33,往复丝杠34穿设进入于上料板48内,放料台47内固定连接有丝杠动力源35,丝杠动力源35可为步进电机,丝杠动力源35输出轴同轴固定连接有电机齿轮11,往复丝杠34底端同轴固定连接有丝杠齿轮12,电机齿轮11啮合于丝杠齿轮12。
37.参照图3和图4,挡料板28背离上料板48的一侧处安装有呈水平的传送带31,传送带31上表面低于挡料板28的上表面,挡料板28转动连接有两个同步轮13,传送带31可为同步带,两个同步轮13传动连接于传送带31,挡料板28朝向传送带31的侧面固定连接有电机板14,电机板14固定连接有同步轮电机15,同步轮电机15输出轴同轴固定连接于一个同步轮13。上料板48上移将一排气门弹簧带动高于挡料板28的高度,使得气门弹簧沿着上料板48的斜面掉落至传送带31上表面,然后传送带31传动以将气门弹簧带动朝向机台1移动。传送带31背离挡料板28的一侧安装有呈竖直的传送带挡板36,传送带挡板36固定连接于电机板14,使得从上料板48上落至传送带31上的气门弹簧不易滚落传送带31上。
38.参照图3和图5,放料台47靠近机台1一侧安装有使得趋向竖直状态的气门弹簧移动至机台1上的状态分选机构32,状态分选机构32包括通过螺丝可拆卸连接于机台1的振动道37,振动道37呈l型,振动道37趋向水平段连接于振动道37竖直段底端。振动道37呈略微倾斜,振动道37靠近机台1一端为振动道37的最低点,振动道37较高一端接近于传送带31一端,使得传送带31上的气门弹簧能够移动至振动道37上,振动道37上设置振动电机(图中未示出)以使得位于振动道37上的气门弹簧能够缓慢朝向机台1进行移动。振动道37竖直段上部一体成型有连接片16,连接片16远离振动道37上部的一侧固定连接有呈竖直的抵接片38,抵接片38长度方向和振动道37长度方向相一致,抵接片38靠近振动道37一端呈弯曲状,使得气门弹簧能够顺利进入至抵接片38和振动道37上部之间。振动道37趋向水平段远离振动道37竖直段的一侧贯穿开设有分选口39,分选口39并未将振动道37趋向水平段完全断开。侧边板44固定连接有呈倾斜的回料板21,回料板21较高一侧位于分选口39正下方,回料板21较低一侧固定连接于侧边板44的上部侧边,侧边板44靠近回料板21较低一侧处贯穿开设有回料口19。回料板21较低侧边处固定连接有回料挡边17,使得气门弹簧不易从回料板21上掉落,回料板21贴近于侧边板44的位置处未设置回料挡边17。
39.轴线趋向竖直的气门弹簧进入至振动道37上时,由于抵接片38的存在,使得对应的气门弹簧在抵接片38和振动道37竖直段进行缓慢移动,不会从分选口39上掉落,并且在气门弹簧在振动道37上移动的过程中气门弹簧的上端始终和连接片16之间存在间距。轴线趋向水平的气门弹簧移动至振动道37上时,随着振动道37的振动而前移时,会从分选口39中掉落,使得只有轴线趋向竖直的气门弹簧才能通过振动道37移动至机台1上。同时从分选口39掉落的气门弹簧在倾斜的回料板21上会滚动至侧边板44的回料口19处,并落回至放料台47倾斜上表面。
40.参照图3,机台1上表面位于振动道37较低一端处固定连接有进料挡块4,进料挡块4长度方向垂直于振动道37长度方向,机台1上表面固定连接有进料动力源45,进料动力源45可为气缸,进料动力源45动力杆固定连接有进料推块42,进料推块42移动方向平行于进料挡块4长度方向。机台1上表面固定连接有检测挡块41,检测挡块41位于进料挡块4远离进料动力源45的一端处,检测挡块41靠近于机台1上表面中心点处,检测挡块41长度方向垂直
于进料挡块4长度方向,机台1上表面固定连接有下料动力源46,下料动力源46可为气缸,下料动力源46位于检测挡块41靠近放料台47的一端,下料动力源46动力杆固定连接有下料推块43,下料推块43移动方向和检测挡块41长度方向相一致。
41.轴线趋向竖直的气门弹簧从振动道37上移下并抵接于进料挡块4长度方向侧面时,进料推块42将气门弹簧朝向检测挡块41推动,直至气门弹簧抵接于检测挡块41的长度方向侧面,然后检测主体2对气门弹簧进行检测,检测完成后,下料推块43将气门弹簧推走。
42.参照图3和图6,筛分器53包括固定连接于机台1背离放料台47一侧的筛分箱23,筛分箱23上表面贯穿开设有下料口18,筛分箱23上表面固定连接有下料口挡板5,下料口挡板5将下料口18开口围挡,使得从气门弹簧能够稳定进入至下料口18中。筛分箱23底端贯通,以供合格的气门弹簧掉落。机台1上表面固定连接有呈倾斜的下料道22,下料道22靠近下料推块43一端高于下料道22远离下料推块43的一端,下料道22较低一端靠近于下料口18,使得被下料推块43推入至下料道22中的气门弹簧能够进入至下料口18中。筛分箱23两相对竖直侧面均固定连接且连通有边管24,边管24呈倾斜且边管24远离筛分箱23一端的高度较低,每一根边管24内均固定连接有将边管24分为上下两层的分层板27,分层板27呈倾斜且倾斜方向和对应的边管24倾斜方向相一致,筛分箱23内壁转动连接有换道板25,换道板25转动轴线方向和检测挡块41长度方向相一致,机台1内部固定连接有换道板动力源26,换道板动力源26可为步进电机,换道板动力源26输出轴同轴固定连接于换道板25的转动轴线处。分层板27靠近筛分箱23内部一端和边管连通筛分箱23的开口处存在一定的间距,以使得换道板25在进行转动的过程中能够顺利贴近于边管24连通筛分箱23一端开口的底部侧边和分层板27端部。
43.参照图6,两根边管24远离筛分箱23的一端均一体成型且连通有上层管51,上层管51连通于分层板27上表面和边管24内部倾斜上表面之间的空间,两根上层管51和两根边管24底端均一体成型且连通有掉料管52,掉料管52呈竖直,四根掉料管52和筛分箱23正下方处均可放置箱子(图中未示出),以承接掉落的气门弹簧。
44.当气门弹簧检测结果合格时,换道板25底端远离于边管24的底端且趋向竖直,使得气门弹簧能够从筛分箱23的底端掉落,当气门弹簧检测结果为压并高度过高或者过低时,换道板25转动使得,换道板25底端分别贴近于两个边管24,使得压并高度过高的气门弹簧和压并高度过低的气门弹簧分别进入至两个边管24中。同时压并高度过高的气门弹簧中可分为高或是超高,压并高度超高的气门弹簧从对应的边管24中的分层板27上表面进行传送,压并高度高的气门弹簧从对应的边管24内部倾斜底面中进行传送,以进行进一步的分类。压并高度低的气门弹簧也对应进行分类传送。
45.本技术实施例的一种气门弹簧高度分选试验机实施原理为:放料台47上的气门弹簧被上料板48带动呈一排进行上移,并滚落至传送带31上,然后传送带31带动气门弹簧前移进入至振动道37,轴线趋向水平的气门弹簧在经过振动道37时,会从分选口39中滚落,并经过回料板21滚回至放料台47上,轴线趋向竖直的气门弹簧在振动道37竖直段和抵接片38之间能够顺利通过振动道37并抵接于进料挡块4,然后进料推块42将气门弹簧推动并使得气门弹簧抵接于检测挡块41,然后检测主体2对气门弹簧的压并高度进行检测,检测完成后,下料推块43将检测完成的气门弹簧推入至下料道22中,使得气门弹簧从下料口18进入至筛分箱23内,根据检测结果配合plc和驱动器来驱动换道板动力源26进行相应的工作,使
得换道板25进行转动,使得不同检测结果的气门弹簧进行相应的分类。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。