1.本发明属于塑料包装材料及其制造领域,具体涉及一种封口膜、含有该封口膜的杯子及其制备方法,特别涉及一种密封严且封口膜易撕的杯子。
背景技术:
2.聚丙烯(pp)是目前塑料中最轻的一种(密度只有0.9~0.91g/cm3),无色、无臭、无毒,耐热性和化学稳定性都较强,拉伸强度比聚乙烯大,是常用塑料中惟一能在水中煮沸和在130℃消毒的塑料,可进行蒸汽消毒;单体含量极微,且本身的毒性也较低,在加工时很少使用助剂,是较为安全的塑料,可以耐受2-6℃的低温,目前广泛应用于制造用于盛装奶制品、饮料杯。与聚丙烯配套使用的封口膜上的热封层是聚乙烯膜层,热封后,聚乙烯膜层与聚丙烯杯口之间粘结的非常牢固,导致使用者无法揭开封口膜,只能将其戳破使用,造成诸多不便。
3.引用文献1公开了一种用于热封聚苯乙烯连杯的封口膜,由基层、阻隔层和热封层热压复合而成;所述阻隔层是聚对苯二甲酸乙二醇酯层(pet),所述热封层是用乙烯醋酸乙烯共聚物改性的聚乙烯膜层。但是因为其杯体使用的是普通聚丙烯,因此,仍然会出现漏糖以及不易撕开,撕开有拉丝的问题。
4.引用文献2公开了一种封口膜,具体涉及一种封口膜及其制备方法。该封口膜由外至内依次包括胶点、阻隔层、承印层和热封层;阻隔层为聚对苯二甲酸乙二醇酯层,承印层为铝箔层或聚对苯二甲酸乙二醇酯层,热封层为聚乙烯层;阻隔层与所述承印层之间还包括光标。但是,因为其热封层的厚度不能达到要求,仍然会出现漏糖以及不易撕开,撕开有拉丝的问题。
5.并且,现有设备的热封板无法做到完全平整,杯子杯口也有轻微的不平整,封口膜也有细小的空隙,所以在杯子经过热封以后,会有封合不良,出现漏糖或者撕不开、撕开拉丝等问题。如何解决上述问题,成为亟待解决的技术问题。
6.引用文献:
7.引用文献1:cn 201998482 u
8.引用文献2:cn107415382a
技术实现要素:
9.本发明的目的在于提供一种封口膜、含有该封口膜的杯子及其制备方法,特别涉及一种密封严且封口膜易撕的杯子,能够有效解决杯子(pp杯)热封严密且易撕的技术方法。
10.本发明首先提供了一种封口膜,其包括:
11.热封层,所述热封层的厚度为75-85μm;
12.阻隔层,所述阻隔层与所述热封层的一面通过粘合剂相粘合,所述阻隔层的厚度为35-55μm;
13.印刷层,所述印刷层通过粘合剂与所述阻隔层的一面通过粘合剂相粘合,所述印刷层的厚度为3-13μm。
14.根据本发明所述的封口膜,其中,所述热封层的材料为聚乙烯、聚乙烯与醋酸乙烯共聚物、聚丙烯中的一种或两种以上的组合;所述阻隔层的材料为铝;所述印刷层的聚对苯二甲酸乙二醇酯。
15.根据本发明所述的封口膜,其中,所述粘合剂为聚氨酯。
16.本发明的还提供了一种杯子,其包括杯体,以及根据本发明上述任一项所述的封口膜。
17.根据本发明所述的杯子,其中,所述杯体由片材通过热成型工艺加工得到。
18.根据本发明所述的杯子,其中,所述杯子的材料为均聚聚丙烯。
19.本发明又提供了一种根据本发明上述任一项所述的杯子的制备方法,其通过热封的方式,使封口膜与所述杯体复合成型。
20.根据本发明所述的制备方法,其中,所述热封的温度为190-240℃。
21.根据本发明所述的制备方法,其中,所述制备方法包括以下步骤:
22.取均聚聚丙烯,进行加热挤出,然后进行压光定型冷却,得到片材;优选地,所述加热挤出的温度为180-240℃;
23.取所述片材,经加热软化后吹塑成型,得到杯体;优选地,成型的压力为4.5-6个大气压,成型的速度为10-15模/min。
24.根据本发明所述的制备方法,其中,所述制备方法还包括将热封层、阻隔层以及印刷层复合成型后熟化,并任选进行压花处理,以获取封口膜;优选的,所述复合成型采用干式复合,复合速度在105m/min以下,复合成型的温度为55-90℃;更优选地,所述熟化的温度为50-70℃,熟化的时间为72h以上;进一步优选地,所述压花的厚度为170μm~190μm。
25.本发明的技术方案具有以下技术效果:
26.通过使用本发明的封口膜和杯体,能够节省设备的改造成本,且能够有效解决漏糖以及不易撕开,撕开有拉丝的问题。
27.进一步地,本发明的制备方法简单易行,原料易于获取,适合大批量生产。
附图说明
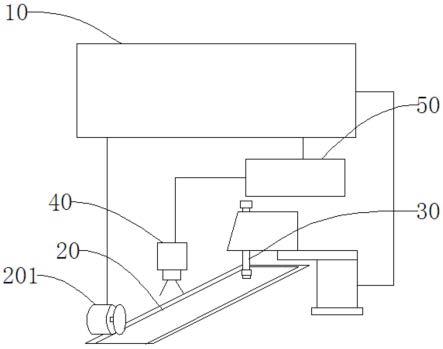
28.图1示出了本发明封口膜的结构示意图;
29.图2示出了本发明杯子的结构示意图。
30.图1中:11为印刷层;12为阻隔层;13为热封层;
31.图2中:1为杯体,2为封口膜。
具体实施方式
32.以下,针对本发明的内容进行详细说明。以下所记载的技术特征的说明基于本发明的代表性的实施方案、具体例子而进行,但本发明不限定于这些实施方案、具体例子。需要说明的是:
33.本说明书中,使用“数值a~数值b”表示的数值范围是指包含端点数值a、b的范围。
34.本说明书中,如没有特殊声明,则“多”、“两种以上的组合”、“多个”等中的“多”表
示2或以上的数值。
35.本说明书中,所述“基本上”、“大体上”或“实质上”表示于相关的完美标准或理论标准相比,误差在5%以下,或3%以下或1%以下。
36.本说明书中,如没有特别说明,则“%”均表示质量百分含量。
37.本说明书中,使用“可以”表示的含义包括了进行某种处理以及不进行某种处理两方面的含义。
38.本说明书中,“任选的”或“任选地”是指接下来描述的事件或情况可发生或可不发生,并且该描述包括该事件发生的情况和该事件不发生的情况。
39.本说明书中,所提及的“一些具体/优选的实施方案”、“另一些具体/优选的实施方案”、“实施方案”等是指所描述的与该实施方案有关的特定要素(例如,特征、结构、性质和/或特性)包括在此处所述的至少一种实施方案中,并且可存在于其它实施方案中或者可不存在于其它实施方案中。另外,应理解,所述要素可以任何合适的方式组合在各种实施方案中。
40.第一方面
41.本发明的第一方面提供了一种封口膜1,如图1所示,所述封口膜1包括:
42.热封层13,所述热封层13的厚度为75-85μm;
43.阻隔层12,所述阻隔层12与所述热封层13的一面通过粘合剂相粘合,所述阻隔层12的厚度为35-55μm;
44.印刷层11,所述印刷层11通过粘合剂与所述阻隔层12的一面通过粘合剂相粘合,所述印刷层11的厚度为3-13μm。
45.本发明的热封层13用于起到热封的作用,其对是否撕开、撕开是否会有漏杯漏糖具有较大的作用。而本发明的热封层13的厚度为75-85μm,提高了热封的牢固度,改善了易撕性能,当热封层13的厚度为75-85μm时,这种较厚的热封层13可以有效的将不平整的地方进行填补,可以解决热封不良导致漏杯和漏糖问题。具体地,热封层13的厚度可以为76μm,77μm,78μm,79μm,80μm,81μm,82μm,83μm,84μm等。
46.本发明人发现,热封层13的厚度为75-85μm时,在热封时会有部分膜熔融,熔融的热封层13正好弥补到设备热封板以及杯口不平整而出现的空隙中,保证了封合严密,同时因为热封层13加厚到80μm以后,撕开时更加容易,撕开的位置是熔融的热封层13。
47.进一步,对于热封层13的材料,本发明不作特别限定,可以是本领域常用的一些材料。作为优选,本发明使用聚乙烯作为热封层13的材料。通过使用聚乙烯并设置具体的厚度,能够进一步解决不易撕开的问题。
48.在本发明中,阻隔层12具有隔水蒸汽、氧气的作用,且能够使封口膜1成型。具体地,所述阻隔层12的厚度为35-55μm,当阻隔层12的厚度为35-55μm时,其不会对热封层13产生过大的影响,热封层13从杯口的位置仍然能够较易撕开。具体地,阻隔层12的厚度可以为37μm,40μm,42μm,45μm,47μm,50μm,52μm,54μm等。
49.进一步,本发明的阻隔层12与所述热封层13的一面通过粘合剂相粘合。对于粘合剂的具体化学成分,本发明不作特别限定,可以是本领域常用一些粘合剂,例如:聚氨酯等。
50.另外,对于阻隔层12的材料,本发明不作特别限定,可以是本领域常用的一些材料。作为优选,本发明的阻隔层12的材料为铝。
51.在本发明中,印刷层11是一种承印物,作为图文的载体使用。具体地,印刷层11的厚度可以为3-13μm。具体地,印刷层11的厚度可以为4μm,5μm,6μm,7μm,8μm,9μm,10μm,11μm,12μm等。
52.进一步,本发明的印刷层11与所述阻隔层12的一面通过粘合剂相粘合。对于粘合剂的具体化学成分,本发明不作特别限定,可以是本领域常用一些粘合剂,例如:聚氨酯等。
53.另外,对于印刷层11的材料,本发明不作特别限定,可以是本领域常用的一些材料。具体地,所述印刷层11为聚对苯二甲酸乙二醇酯。
54.另外,在印刷层11与阻隔层12之间,且在印刷层11一面可以使用油墨使得封口膜1能够呈现色彩、文字以及图案等。
55.第二方面
56.本发明的第二方面提供了一种杯子,其包括杯体2,以及根据本发明第一方面所述的封口膜1。
57.对于杯体2的形成方式,本发明不作特别限定,可以是本领域常规的一些形成方式,具体地,本发明的所述杯体2可以由片材通过热成型工艺得到,片材厚度取决于杯子最终的重量。
58.进一步,在一些具体的实施方案中,本发明所述杯子的材料为均聚聚丙烯。本发明的发明人发现,均聚聚丙烯的熔点较高,使用均聚聚丙烯和本发明的封口膜1相配合,能够进一步有效解决撕开有拉丝的问题,且撕开的拉力适中,无需使用大力撕开。
59.通过使用本发明的封口膜1和杯体2,能够节省设备的改造成本,且能够有效解决漏糖以及不易撕开,撕开有拉丝的问题。
60.第三方面
61.本发明的第三方面提供了一种根据本发明第二方面所述的杯子的制备方法,具体通过热封的方式,使封口膜1与所述杯体2复合成型。
62.本发明对于热封的温度不作特别限定,但是在本发明中,当所述热封的温度为190-240℃,优选210-240℃。能够更加有利于解决漏糖以及不易撕开,撕开有拉丝的问题。具体地,所述热封的温度可以是195℃、200℃、205℃、210℃、215℃、220℃、225℃、230℃、235℃等。
63.对于热封的时间,本发明不作特别限定,能够满足热封固定即可。具体地,所述热封的时间为0.5-1.5s。所述热封的时间为0.6s、0.7s、0.8s、0.9s、1.0s、1.1s、1.2s、1.3s、1.4s等。
64.在一些具体的实施方案中,对于杯体2,所述制备方法包括以下步骤:
65.取所述杯体2的原料均聚聚丙烯(例如t30s),进行加热挤出,然后进行压光定型冷却,得到片材;优选地,所述加热挤出的温度为180-240℃;所述加热挤出的温度可以是185℃、190℃、195℃、200℃、205℃、210℃、215℃、220℃、225℃、230℃、235℃等。
66.取所述片材,经加热软化后吹塑成型,得到杯子(即pp杯);优选地,成型的压力为4.5-6个大气压,例如4.8个大气压、5个大气压、5.2个大气压、5.5个大气压、5.8个大气压等;成型的速度为10-15模/min,例如:11模/min、12模/min、13模/min、14模/min等。
67.在一些具体的实施方案中,对于封口膜1,所述制备方法包括以下步骤:
68.所述制备方法还包括将热封层13、阻隔层12以及印刷层11复合成型后熟化,并任
选进行压花处理,以获取封口膜1;优选的,所述复合成型采用干式复合,复合速度为105m/min以下,例如:100m/min、90m/min、80m/min、70m/min、60m/min等;所述复合成型的温度为55-90℃,例如:60℃、65℃、70℃、75℃、80℃、85℃等。更优选地,所述熟化的温度为50-70℃,例如:52℃、55℃、58℃、60℃、62℃、65℃、68℃等。所述熟化的时间为72h以上,例如:75h、78h、80h、82h、85h、88h、90h等;进一步优选地,所述压花的厚度为170μm~190μm,压花的厚度可以为172μm,175μm,178μm,180μm,182μm,185μm,188μm等。
69.具体地,可以通过吹膜的技术方法,吹制成待用的热封层13膜(即pe薄膜)、印刷层11(即pet薄膜);通过辊压方法制备成铝箔卷待用。然后在复合生产线上,将热封层13膜、铝箔层和印刷层11膜进行复合工序、熟化工序、压花工序、模切工序、包装工序等,从而制成单片式复合铝箔压花片。优选的,复合工序采用干式复合,复合速度为105m/min以下,复合成型的温度为55-90℃,其中,烘道温度为70-90℃,热鼓温度为55-75℃;所述熟化工序中,熟化温度为50-70℃,熟化时间为72h以上;所述压花工序中,压花厚度为170μm~190μm。
70.本发明的杯子和压花片的制备方法简单易行,原料易于获取,适合大批量生产。
71.实施例
72.为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,对本发明作进一步的详细说明。
73.下述实施例中所用方法如无特别说明均为常规方法,所用的试剂如无特别说明均为可商购的试剂。
74.实施例1-18
75.杯体的样品材料:
76.1号杯体:均聚聚丙烯(pp)基材,热成型杯,口径74,材料牌号:t30s
77.封口膜的样品材料:
78.1号封口膜:双向拉伸聚对苯二甲酸乙二醇酯(pet),厚度为7μm;铝箔(al),厚度为40μm;聚乙烯(pe),厚度为80μm。
79.2号封口膜:双向拉伸聚对苯二甲酸乙二醇酯(pet),厚度为7μm;铝箔(al),厚度为40μm;聚乙烯(pe),厚度为60μm。
80.3号封口膜:双向拉伸聚对苯二甲酸乙二醇酯(pet),厚度为7μm;铝箔(al),厚度为40μm;聚乙烯(pe),厚度为40μm。
81.封口膜的制备方法如下:
82.通过吹膜的技术方法,吹制成待用的pet薄膜、pe薄膜,通过辊压等方法制备成铝箔卷待用,然后在复合生产线上,将pet层、铝箔层和pe薄膜层进行复合、熟化、压花、模切、包装等工序,制成单片式复合铝箔压花片。优选的,复合工序采用干式复合,复合速度为95m/min,烘道温度为一段80℃、二段85℃、三段85℃、四段80℃,热鼓温度为65℃;熟化工序熟化温度为60℃,时间为100h;压花工序,压花厚度为180μm
±
10μm。
83.杯体的制备方法如下:
84.取所述杯体的原料聚丙烯(例如t30s),进行加热挤出,然后进行压光定型冷却,得到片材;优选地,所述加热挤出的温度为190℃;
85.取所述片材,经加热软化后吹塑成型,得到pp杯;优选地,成型的压力为5个大气压,成型的速度为12模/min;
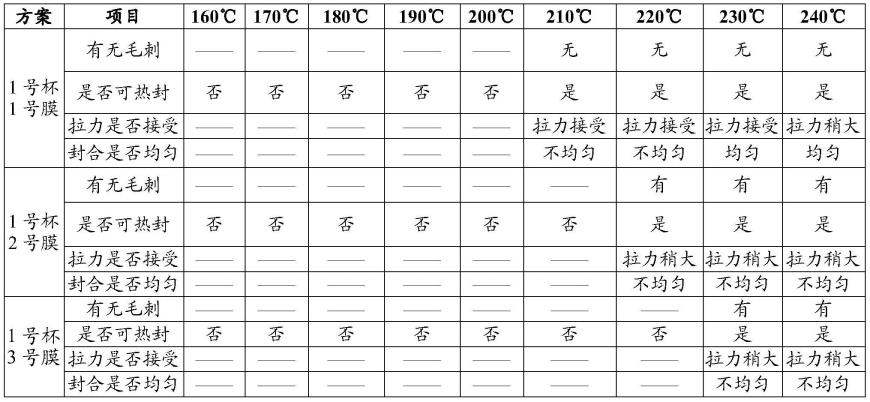
86.然后将制备得到的封口膜与杯体在下表1中各种不同的组合下,并且在下表1中的温度(160-240℃)下进行热封,制备得到所需的杯子,具体热封的时间为0.9s。
87.1、普通性能测试
88.1.1、用肉眼检查有无毛刺。
89.1.2、确定是否可以热封,即是否与杯子能封合住。
90.1.3、确定拉力是否可以接受,通过主观感受,筛选较佳方案,然后通过量化拉力检测(即拉力试验机,把杯子和盖膜分别夹在设备上,观察设备运行后拉开盖膜的最大力值),得到最终精确数值。其中,拉力接受:<25n,拉力适中:25-40n,不可接受:>40n。
91.1.4、用肉眼检查封合是否均匀。
92.检测结果如下表1所示:
93.表1
[0094][0095]
由表1可以看出,优选在210-240℃时,能够进行热封。
[0096]
2、负压和撕口拉力检测
[0097]
通过普通性能测试,筛选出表2中所示的样品1-9以及现有杯子产品作为对照样,然后对该10个样品进行负压和撕口拉力检测,具体结果如表3所示:
[0098]
其中,成品负压测试使用负压测试仪进行检测,指标≥-45kpa/60s;
[0099]
拉力试验机,把杯子和盖膜分别夹在设备上,观察设备运行后拉开盖膜的最大力值。然后通过量化拉力检测,得到最终精确数值,其中,拉力接受:<25n,拉力适中:25-40n,不可接受:>40n。
[0100]
表2
[0101]
样品热封组合方式热封温度/℃样品11号杯封1号膜210样品21号杯封1号膜220样品31号杯封1号膜230样品41号杯封1号膜240样品51号杯封2号膜220样品61号杯封2号膜230样品71号杯封2号膜240
样品81号杯封3号膜230样品91号杯封3号膜240样品10现有杯子产品对照样240
[0102]
表3
[0103][0104]
由表3可以得出下表4中的结论:
[0105]
表4
[0106]
[0107]
由表4可以看出:1号杯和1号膜匹配的情况下,无毛刺,拉力适中,且稳定,其他温度下拉力有时存在间断式的撕开情况,不太均匀,建议热封温度为230℃。
[0108]
2号膜、3号膜与1号杯子匹配,都能承受-55kpa的负压测试,但是撕开后均有毛刺,且撕开拉力较大,且拉力不稳定,有时存在间断式的撕开情况,其对热封头不平整的容忍程度较低。
[0109]
以上所述仅仅是本发明的优选实施方式。应当指出的是,在不脱离本发明的精神和实质的情况下,本领域技术人员可对本发明的细节和特征进行各种修改、组合、变更或替换。这些修改、组合、变更或替换也应理解为包括在本发明要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。