1.本发明涉及模切件加工领域,具体涉及一种含醋酸布模切件的制作方法。
背景技术:
2.因醋酸布基材吸湿透气能力强,回弹性良好,易洗易干,不起静电和毛球,同时耐老化性能优异,可达15年以上。同时,醋酸布基材加工而成的醋酸布胶带则具有耐高温,抗老化,柔软服贴、从形性好、易冲切、易解卷,耐酸、碱、抗霉等特性,绝缘性能优于一般玻璃纤维布和玻璃布,广泛应用于电视机、变压器、空调、电脑等制造领域。
3.而且常应用于马达、变压器,尤其是高频变器、微波炉变压器、电容器、变频电源适配器的层间绝缘;线圈、线束缠绕捆扎;烤箱局部零器件、偏转线圈瓷片、陶瓷发热器及石英管固定;大量应用于电视机及监视器配套产品。
4.在制作含醋酸布模切件的过程中,排废时往往会把醋酸布上的毛丝带出来,导致产品不良,使得产品在后续需要进行手工修剪,浪费人工,且效率低下。
技术实现要素:
5.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种不会在产品上形成毛丝、产品不良率低的含醋酸布模切件的制作方法。
6.本发明的目的可以通过以下技术方案来实现:
7.由于醋酸布上的编织纹路往往是井字形,在模切时难以像普通的料带一样完全切断,在排废时当排废方向与模切件首先排废一侧边框近乎垂直时,意味着排废时面对的是一条线,每根待扯断的纤维丝分解了排废时拉断它们的力,由于醋酸布纤维丝的韧性,导致排废拉力不够,就会出现“硬扯”的情况,形成不规则的断点,即“毛丝”,这样的毛丝会粘带到产品上,形成产品的缺陷,均造成了产品不良,后期需要人工筛选或修剪,使得生产效率急剧下降。
8.发明人了解到,产生上述缺陷的情况就是排废方向和模切件首先排废一侧边框垂直,甚至井字形编织纹路之间出现了近乎垂直的现象,于是发明人尝试调整二者之间的角度,经过多次试验以后,得出如下具体方案:
9.一种含醋酸布模切件的制作方法,所述的醋酸布包括横竖相间的井形编织纹路,该方法包括以下步骤:
10.(1)一级料带的贴合:将离型膜和醋酸布依次贴合在保护膜上,形成一级料带;
11.(2)一冲模切排废:将一级料带在一冲模切机中进行一冲模切,并排出一冲废料,形成二级料带;
12.(3)二冲模切排废:将二级料带在二冲模切机进行二冲模切,并排出二冲废料,形成含醋酸布模切件成品,所述的二冲模切机上设有与二冲模切图案匹配的刀线b,其中,刀线b包括与料带运行方向呈30-60
°
夹角的刀线b3,该刀线b3位于最先排废的一侧;夹角不能过大或过小,若与料带运行方向处于0-30
°
或60-90
°
时产品边缘还是与料带运行方向处于
近乎垂直的状态,问题无法根本性的解决。
13.(4)模切件产品收卷:将含醋酸布模切件成品进行收卷。
14.进一步地,所述的一冲模切机上设有与一冲模切图案匹配的刀线a,所述的刀线a的冲切层次为醋酸布。
15.进一步地,所述的刀线a包括依次相连的刀线a1、刀线a2和刀线a3,所述的刀线a2与料带运行方向呈30-60
°
夹角。
16.进一步地,所述的一冲废料包括醋酸布被冲切下的边线废料。
17.进一步地,所述的刀线b的冲切层次从上到下依次包括醋酸布和离型膜。
18.进一步地,所述的刀线b包括依次封闭相连的刀线b1、刀线b2、刀线b3和刀线b4,所述的刀线b1和/或刀线b3与料带运行方向呈30-60
°
夹角。
19.进一步地,所述的二冲废料包括醋酸布和离型膜被冲切下的边框废料。
20.进一步地,所述的刀线a2与料带运行方向呈30
°
夹角,所述的刀线a1和刀线a3与料带运行方向呈60
°
夹角。所述的刀线b1和刀线b3与料带运行方向呈60
°
夹角,所述的刀线b2和刀线b4与料带运行方向呈30
°
夹角。
21.以此情况为例,模切后,由于模切件首先排废一侧边框与料带运行方向形成了一定的角度,导致了排废时,首先面对的是一个点,而不是一条线,会出现应力集中的情况,使得纤维丝很容易被快速拉断,随着排废的继续进行,应力集中的现象会继续波及剩下的部分,这样就不会有一根完整的纤维丝悬挂在产品边缘,因为在排废时,不可能将不规则断点遗留。
22.一种如上所述方法制作的含醋酸布模切件,参考图7-8。经过测试发现,将制作的产品进行倾斜,可以利用应力集中的理念加大排废力,这样就不会形成毛丝,产品毛丝了产生的不良就解决了。
23.与现有技术相比,本发明具有以下优点:
24.(1)模切后,由于首先排废一侧边框与料带运行方向形成了一定的角度,导致了边缘上的纤维丝容易被快速拉断,不会有毛丝悬挂在产品边缘;
25.(2)采用本发明技术,解决了毛丝问题,不需要手工进行修剪毛丝,从而提高了产能,减少了人工,提高了产品的合格率。
附图说明
26.图1为实施例中一冲模切流程图;
27.图2为实施例中一冲刀线图;
28.图3为实施例中一冲模切层次图;
29.图4为实施例中二冲模切流程图;
30.图5为实施例中二冲刀线图;
31.图6为实施例中二冲模切层次图;
32.图7为实施例中模切件示意图;
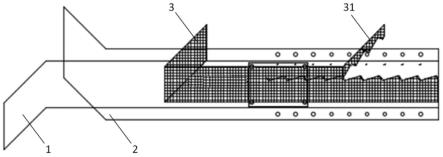
33.图8为本发明用到的醋酸布及其井字形纹路示意图;
34.图中标号所示:保护膜1、离型膜2、醋酸布3、边线废料31。
具体实施方式
35.下面结合附图和具体实施例对本发明进行详细说明。
36.实施例
37.一种含醋酸布模切件的制作方法,如图8,醋酸布3包括横竖相间的井形编织纹路,该方法包括以下步骤:
38.(1)一级料带的贴合:将离型膜2和醋酸布3依次贴合在保护膜1上,形成一级料带;
39.(2)一冲模切排废:如图1,将一级料带在一冲模切机中进行一冲模切,并排出一冲废料,形成二级料带;如图2,一冲模切机上设有与一冲模切图案匹配的刀线a,如图3,刀线a的冲切层次为醋酸布3。刀线a包括依次相连的刀线a1、刀线a2和刀线a3,刀线a2与料带运行方向呈30
°
夹角。刀线a1和刀线a3与料带运行方向呈60
°
夹角。一冲废料包括醋酸布3被冲切下的边线废料31。
40.(3)二冲模切排废:如图4,将二级料带在二冲模切机进行二冲模切,并排出二冲废料,形成含醋酸布模切件成品,二冲模切机上设有与二冲模切图案匹配的刀线b,其中,如图5,刀线b包括与料带运行方向呈30-60
°
夹角的刀线b3,该刀线b3位于最先排废的一侧;夹角不能过大或过小,若与料带运行方向夹角α处于0
°
≤α<30
°
或60
°
<α≤90
°
时,产品边缘还是与料带运行方向处于近乎垂直的状态,问题无法根本性的解决。刀线b包括依次封闭相连的刀线b1、刀线b2、刀线b3和刀线b4,刀线b1和刀线b3与料带运行方向呈60
°
夹角。刀线b2和刀线b4与料带运行方向呈30
°
夹角。如图6,刀线b的冲切层次从上到下依次包括醋酸布3和离型膜2。二冲废料包括醋酸布3和离型膜2被冲切下的边框废料。
41.(4)模切件产品收卷:将含醋酸布模切件成品进行收卷。
42.本实施例中,模切后,由于模切件首先排废一侧边框与料带运行方向形成了一定的角度,导致了排废时,首先面对的是一个点,而不是一条线,会出现应力集中的情况,使得纤维丝很容易被快速拉断,随着排废的继续进行,应力集中的现象会继续波及剩下的部分,这样就不会有一根完整的纤维丝悬挂在产品边缘,因为在排废时,不可能将不规则断点遗留。
43.一种如上所述方法制作的含醋酸布模切件,参考图7-8。经过测试发现,将制作的产品进行倾斜,可以利用应力集中的理念加大排废力,这样就不会形成毛丝,产品毛丝了产生的不良就解决了。
44.本实施例产品不良率几乎为0。而刀线b3与料带运行方向夹角α处于0
°
≤α<30
°
或60
°
<α≤90
°
时,产品不良率一般会超过30%。
45.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。