1.本公开涉及预制板摊铺施工技术领域,尤其涉及一种行进支腿、砂浆摊铺机、铺板机及全流程摊铺铺板设备。
背景技术:
2.随着我国紧急的迅速发展,社会对于生产效率、节能减排的要求也日益提高,走可持续发展绿色施工之路迫在眉睫,因此,预制板装配式临建道路开始发展起来。
3.现有的摊铺方式有通过模板纤维灌输和摊铺小车进行施工操作的方式,即在现场搭建模板,将砂浆摊在目标位置进行人工抹平,或者通过小车进行逐步摊铺;铺板方式通常是通过悬臂或龙门吊吊起预制板。然而,对于铺设过程中来说,由于针对摊铺以及铺板过程均未配置多自由度的设备,导致角度和运行方向均不可调,影响铺设过程和铺设效果,对于砂浆摊铺机和铺板机来说,两侧机身的水平度不可调,在地面高度不均的情况下难以保证铺设的均匀度。
技术实现要素:
4.为了解决上述技术问题或者至少部分地解决上述技术问题,本公开提供了一种行进支腿、砂浆摊铺机、铺板机及全流程摊铺铺板设备。
5.第一方面,本公开提供了一种行进支腿,包括支架主体、履带轮组件和至少两个驱动轮组件,所述支架主体的沿行进方向的两侧分别设置至少一个所述驱动轮组件,所述支架主体的底部中间设置所述履带轮组件;
6.所述支架主体通过所述履带轮组件支撑在地面上,所述驱动轮组件的至少一部分能够朝向靠近地面的方向移动,直至所述驱动轮组件的驱动轮与地面接触,并且所述驱动轮与地面接触后,所述驱动轮组件能够继续移动,以抬升所述支架主体并带动所述履带轮组件与地面脱离;所述驱动轮组件的至少一部分还能够朝向远离地面的方向移动,直至所述履带轮组件恢复与地面的接触。
7.可选的,所述驱动轮组件通过连接组件连接于所述支架主体,所述连接组件与所述支架主体旋转式连接,所述驱动轮组件通过所述连接组件的带动朝向靠近地面的方向或远离地面的方向移动。
8.可选的,所述连接组件包括至少一个连接杆,所述连接杆的一端可旋转式连接于所述支架主体,所述连接杆的另一端可旋转式连接于所述驱动轮组件;
9.和/或,所述连接组件包括第一液压杆,所述第一液压杆的固定端连接至所述支架主体,所述第一液压杆的移动端连接至所述驱动轮组件。
10.可选的,所述驱动轮组件包括驱动轮主体和第一固定件,所述第一固定件的一端连接至所述支架主体的底部,所述第一固定件的另一端连接至所述驱动轮主体的固定部;所述第一固定件为可伸缩式结构,并且所述第一固定件的伸缩方向为靠近或远离地面的方向。
11.可选的,所述驱动轮组件还包括转向调节机构,所述转向调节机构连接至所述驱动轮主体,所述转向调节机构能够带动所述驱动轮主体旋转,以改变所述驱动轮的行进方向。
12.可选的,所述履带轮组件包括履带轮主体和第二固定件,所述第二固定件的一端连接至所述支架主体的底部,所述第二固定件的另一端连接至所述履带轮主体的固定部;所述第二固定件为可伸缩式结构,并且所述第二固定件的伸缩方向为靠近或远离地面的方向。
13.第二方面,本公开还提供了一种砂浆摊铺机,包括第一行进机架、分料机和如上所述的行进支腿,所述分料机架设在所述行进机架上,并且出口朝向底面,所述第一行进机架的沿行进方向的两侧边上分别安装至少一个所述行进支腿。
14.可选的,所述砂浆摊铺机还包括抹平机构,所述抹平机构设置在所述行进机架的底部并位于所述分料机的沿行进方向的下游,所述抹平机构与所述行进机架之间通过全自由度调整装置连接。
15.第三方面,本公开还提供了一种铺板机,包括第二行进机架、传送机构和如上所述的行进支腿,所述传送机构设置在所述第二行进机架上,用于传送预制板至地面上的铺板位置,所述第二行进机架的沿行进方向的两侧边上分别安装至少一个所述行进支腿。
16.可选的,所述传送机构包括托辊组件,所述托辊组件设置在所述第二行进机架的上表面,用于传送所述预制板。
17.可选的,所述传送机构包括用于抓取和安装所述预制板的移动天车,所述移动天车包括支撑部、抓取部和第二全自由度调整装置,所述支撑部架设在所述第二行进机架上并在所述第二行进机架上可移动,所述抓取部与所述支撑部之间通过所述第二全自由度调整装置连接。
18.第四方面,本公开还提供了一种全流程摊铺铺板设备,包括如上所述的砂浆摊铺机和如上所述的铺板机,并且所述铺板机位于所述砂浆摊铺机的沿行进方向的后方,所述砂浆摊铺机和所述铺板机均连接至所述全流程摊铺铺板设备的主控系统,以使所述砂浆摊铺机和所述铺板机组合式同步施工。
19.可选的,所述全流程摊铺铺板设备还包括安装在所述行进机架上的砂浆传送机构,所述分料机的宽度延伸方向垂直于行进方向,所述砂浆传送机构的卸料端位于所述分料机的进料口处,并且所述卸料端沿所述分料机的宽度延伸方向可移动。
20.本公开提供的技术方案与现有技术相比具有如下优点:
21.本公开提供的行进支腿、砂浆摊铺机、铺板机及全流程摊铺铺板设备通过提供一种行进支腿,该行进支腿具有驱动轮组件和履带轮组件,驱动轮组件用于驱动安装其的移动设备朝向施工位置行进,履带轮组件用于在施工过程中驱使移动设备缓慢移动,履带轮用于在施工过程中走形,能够最大程度地抵抗偏载而造成的直线度不良的问题,而驱动轮组件在施工前朝向施工点的运行状态下进行快速行驶,节省运输中间时间,从而从多方面实现了应用该行进支腿的施工移动设备的高应用度及高效率使用,另外,驱动轮组件还能够移动使其朝向或远离地面,用以抬升支架主体带动履带轮与地面脱离,从而对于砂浆摊铺机和铺板机来说,在两侧配置该行进支腿,可以调节机身的水平度,在地面高度不均的情况下能够保证铺设的均匀度,同时,通过将砂浆摊铺机和铺板机实现组合式同步施工,结合
机组自身具有的智能化控制系统,能够实现连续不间断的工作能力,仅需进行及时补料就可实现连续工作,提高了工作效率,大大节省了施工时间。
附图说明
22.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
23.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
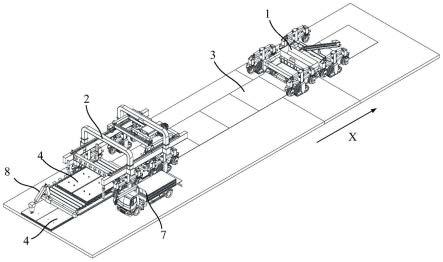
24.图1为本公开实施例所述的全流程摊铺铺板设备在使用时的结构示意图;
25.图2为本公开实施例所述的砂浆摊铺机的结构示意图;
26.图3为本公开实施例所述的抹平机构的结构示意图;
27.图4为本公开实施例所述的铺板机的结构示意图;
28.图5为本公开实施例所述的移动天车的结构示意图;
29.图6为本公开实施例所述的行进支腿的结构示意图;
30.其中,1、砂浆摊铺机;11、第一行进机架;12、分料机;13、抹平机构;14、第一全自由度调整装置;15、第一双目相机;2、铺板机;21、第二行进机架;22、托辊组件;23、移动天车;231、支撑部;232、抓取部;233、第二全自由度调整装置;24、第二双目相机;25、限位传感器;3、砂浆;4、预制板;5、行进支腿;51、支架主体;52、驱动轮组件;53、履带轮组件;54、连接杆;55、第一液压杆;6、砂浆传送机构;7、运载车辆;8、打孔机械臂。
具体实施方式
31.为了能够更清楚地理解本公开的上述目的、特征和优点,下面将对本公开的方案进行进一步描述。需要说明的是,在不冲突的情况下,本公开的实施例及实施例中的特征可以相互组合。
32.在下面的描述中阐述了很多具体细节以便于充分理解本公开,但本公开还可以采用其他不同于在此描述的方式来实施;显然,说明书中的实施例只是本公开的一部分实施例,而不是全部的实施例。
33.现有的摊铺方式有通过模板纤维灌输和摊铺小车进行施工操作的方式,即在现场搭建模板,将砂浆摊在目标位置进行人工抹平,或者通过小车进行逐步摊铺;铺板方式通常是通过悬臂或龙门吊吊起预制板。然而,对于铺设过程中来说,由于针对摊铺以及铺板过程均未配置多自由度的设备,导致角度和运行方向均不可调,影响铺设过程和铺设效果,对于砂浆摊铺机和铺板机来说,两侧机身的水平度不不可调,在地面高度不均的情况下难以保证铺设的均匀度。
34.本实施例提供了一种全流程摊铺铺板设备,其具备的砂浆摊铺机和铺板机不仅解决了上述各种问题,还能够实现智能化控制,提高施工效率,还通过两者具有的行进支腿对摊铺及铺板过程进行调整,即采用了多手段自协调孔值摊铺质量与铺板质量,提升了预制板的板型质量。
35.如图1-6所示,本实施例提供了一种全流程摊铺铺板设备,包括砂浆摊铺机1和铺
板机2,铺板机2位于砂浆摊铺机1的沿该全流程摊铺铺板设备的行进方向的后方。本实施例还提供了一种行进支腿5,其安装在砂浆摊铺机1和铺板机2上,作为使砂浆摊铺机1和铺板机2能够进行移动的驱动设备。
36.对于该全流程摊铺铺板设备如何实现智能化操作的方式,可在砂浆摊铺机1和铺板机2上设置还传感机构,形成对于该全流程摊铺铺板设备的整机调控系统,感应砂浆摊铺机1和铺板机2的实时状态,从而实现关联,方便进行调控保证过程运行的正常,同时也提高了施工效率,保证了施工质量,
37.具体实现时,可在砂浆摊铺机11朝向铺板机的后侧一位置处设置第一双目相机15,该第一双目相机15用于实现砂浆摊铺机和铺板机的协调施工,通过第一双目相机15反馈机组跟进状态,并通过主控系统进行控制调节,以达到智能化持续施工的效果,即在无人时段,自行进行摊铺施工,达到智能化自动控制的目的。
38.本实施例中提供的全流程摊铺铺板设备结合其整体的施工流程,即采用两机有序步进施工方案,砂浆摊铺机1借助多方精准摊铺的手段,摊铺所需的砂浆3的厚度与质量,后续铺板机2持续跟进,施工期间悬臂吊车针对铺板机2进行预制板4的补充,实现了使全流程摊铺铺板设备不间断进行施工的动作。
39.针对应用在砂浆摊铺机1和铺板机2上的行进支腿5,参照图2所示,其结构具体包括包括支架主体51、履带轮组件53和至少两个驱动轮组件52,支架主体51的沿行进方向的两侧分别设置至少一个驱动轮组件52,支架主体51的底部中间设置履带轮组件53;支架主体51通过履带轮组件53支撑在地面上,驱动轮组件52的至少一部分能够朝向靠近地面的方向移动,直至驱动轮组件52的驱动轮与地面接触,并且驱动轮与地面接触后,驱动轮组件52能够继续移动,以抬升支架主体51并带动履带轮组件53与地面脱离;驱动轮组件52的至少一部分还能够朝向远离地面的方向移动,直至履带轮组件53恢复与地面的接触。
40.对于砂浆摊铺机1来说,其通过设置第一行进机架11,将行进支腿5安装在第一行进机架11的沿行进方向的两侧边上,本实施例采用在两侧边上各安装两个,以保证移动过程中的稳定性。当然其他实施例中也可选择性地对行进支腿5的数量进行调整。
41.支架主体51可采用条形钢材,该条形钢材竖直设置,并且在条形钢材的沿行进方向的相对两侧分别设置一个驱动轮组件52,其连接至支架主体51的侧壁上;履带轮组件53设置在条形钢材的底部。在其他实施例中,当然也可选择其他的布设方式,只要能够保证行进支腿5的相应效果的实现即可。
42.该行进支腿5通过驱动轮组件52和履带轮组件53的设计,实现机构的驱动方式可变换,驱动轮组件52用来驱动砂浆摊铺机1和铺板机2朝向施工位置行进,在运行状态下快速行驶,节省运输时间,履带轮组件53用来驱动砂浆摊铺机1和铺板机2在施工过程中进行缓慢移动,由于采用橡胶轮胎易因偏载问题造成施工机械不由自主的进行曲线运动,因此使用履带轮组件53,能够抵抗偏载而造成的直线度不良的问题。
43.对于驱动轮组件52来说,其通过连接组件连接于支架主体51,并且连接组件与支架主体51旋转式连接,驱动轮组件52通过连接组件的带动朝向靠近地面的方向或远离地面的方向移动。
44.进一步地,连接组件包括至少一个连接杆54,连接杆54的一端可旋转式连接于支架主体51,连接杆54的另一端可旋转式连接于驱动轮组件52,连接组件还包括第一液压杆
55,第一液压杆55的固定端连接至支架主体51,第一液压杆55的移动端连接至驱动轮组件52。连接杆54用于限制驱动轮组件52和支架主体51之间的相对位置,第一液压杆55用于提供使驱动轮组件52相对支架主体51朝向靠近地面的方向移动的驱动力。
45.如图2所示,本实施例中采用在一个驱动轮组件52和支架主体51之间设置两个连接杆54和一个第一液压杆55,连接杆54和第一液压杆55的一端与支架主体51的侧壁铰接,连接杆54的另一端与驱动轮组件52铰接,从而保证驱动轮组件52的移动方向保持为竖直。第一液压杆55电连接至全流程摊铺铺板设备的控制系统,施工人员可通过控制系统操作第一液压杆55的伸缩,从而控制驱动轮组件52的移动。
46.驱动轮组件52进一步还包括驱动轮主体和第一固定件,第一固定件的一端连接至支架主体51的底部,第一固定件的另一端连接至驱动轮主体的固定部。第一固定件用于实现驱动轮和支架主体51之间的固定,同时也作为驱动轮的支撑部231。
47.第一固定件为可伸缩式结构,并且第一固定件的伸缩方向为靠近或远离地面的方向,以为了调整驱动轮组件52在使用时的高度。驱动轮组件52还包括转向调节机构,转向调节机构连接至驱动轮主体,转向调节机构能够带动驱动轮主体旋转,以改变驱动轮的行进方向。转向调节机构设置的目的一方面是能够改变行进方向,另一方面可修正在施工过程中砂浆摊铺机1或铺板机2由于偏载出现的曲线偏差问题。
48.对于履带轮组件53来说,其包括履带轮主体和第二固定件,第二固定件的一端连接至支架主体51的底部,第二固定件的另一端连接至履带轮主体的固定部;第二固定件为可伸缩式结构,并且第二固定件的伸缩方向为靠近或远离地面的方向,本实施例中的第二固定件采用液压起升结构,以实现一定量的起升。履带轮组件53设置成高度可调,在铺设过程中为单侧踩踏在已经铺设好并凝固的预制板4铺设面上的情况时,可通过调整伸缩结构抬高或降低机身,从而对砂浆摊铺机1或铺板机2的两侧整机高度进行调整,以调平机身水平程度,保证机组底面与地面的水平性,从而保证摊铺质量。由于该种情况下需要调整的起升高度不大,故图中未进行明显标注。
49.如图3所示,砂浆摊铺机1还包括有分料机12和抹平机构13,分料机12架设在第一行进支架上,并且分料机12的出口朝向地面。分料机12的宽度延伸方向垂直于行进方向,因此分料机12的出口延伸方向也保持与行进方向垂直,以保证在行进过程中,沿宽度各个位置处的铺设程度基本一致。
50.具体参见图4,抹平机构13设置在第一行进支架的底部并位于分料机12的沿行进方向的后方,抹平机构13与第一行进支架之间通过第一全自由度调整装置14连接。抹平机构13用于对子分料机12倾倒至地面上的砂浆3进行表面抹平,以得到预设厚度与角度的砂浆层。其中,第一全自由度调整装置14,指的是可以进行多方向朝向调整的机构,通过第一全自由度调整装置14,抹平机构13能够实现倾斜度和位置的小范围调整,从而适应各种不同的工况或者不同的铺设需求。需要强调的是,在抹平机构13对砂浆3表面进行抹平之前,先通过振捣机构对砂浆3进行充分的密实成型,以减少内部气泡。
51.另外,在砂浆摊铺机1的一侧还设置有砂浆传送机构6,砂浆传送机构6的卸料端架设在第一行进支架上,并且卸料端位于分料机12的进料口处。该砂浆传送机构6的卸料端还能够沿分料机12的宽度延伸方向移动,以实现对分料机12内各个位置进行砂浆3充填。本实施例中砂浆传送机构6使用传送带。
52.在分料机12内部以及外部靠近地面的位置处还可设置传感机构,以用来检测分料机12内的容量以及出料口处的流量,传感机构结合控制系统可通过检测信号调整出料口处的开合程度,提升布料的均匀性,还能够通过流量计算来调整砂浆,传送机构6朝向进料口的位置,避免中部砂浆3堆积的同时保证两边砂浆3充盈,并且还能够自动调整抹平机构13的倾斜度或位移量,配合振捣机构,获得精确的厚度与倾角的砂浆层,保证了砂浆3的质量。
53.如图5所示,对于铺板机2来说,铺板机2包括有第二行进机架21,行进支腿5在第二行进机架21的沿行进方向的两侧边上分别安装有至少一个,本实施例采用在两侧边上各安装两个,以保证移动过程中的稳定性。当然其他实施例中也可选择性地对行进支腿5的数量进行数量的调整。
54.铺板机2还包括有传送机构,传送机构设置在第二行进机架21上,用于传送预制板4至地面上的铺板位置。传送机构包括托辊组件22和移动天车23,托辊组件22设置在第二行进支架的上表面,用于传送预制板4,移动天车23架设在第二行进支架上,用于从托辊组件22上抓取预制板4并安装在地面上指定位置。
55.在本实施例中,托辊组件22设置在第二行进机架21的靠近地面一侧的支撑架上,并沿着行进方向铺设。施工时,通过运载车辆7将预制板4卸在托辊组件22上,托辊机构不断将预制板4运输至预起吊位置,移动天车23能够在第二行进机架21上进行移动,因此移动天车23可以行进至预制板4位置进行板的抓取和运送,直至将其放置在摊铺好的砂浆3的表面上。
56.在铺板机2的第二行进机架21上同时设置有第二双目相机24,第二双目相机24用于监测需要进行铺设预制板的砂浆表面的具体位置,并与移动天车之间通信连接,以实现通过监测到的砂浆表面铺设情况对移动天车以及第二全自由度调整装置进行操作,共同实现对预铺位置的定位以及精准铺设。
57.托辊组件22上还设置有护板和限位传感器25,限位传感器25设置在托辊组件22的辊轮端部处,当预制板4运输至托辊组件22的尽头时,托辊组件22的联轴器断开,托辊停止旋转,此时预制板4处于预起吊位置,等待移动天车23进行抓取,限位传感器25即用来实现检测预制板的位置以及通过监测到的信号触发托辊的旋转状态改变。
58.参照图6所示,移动天车23进一步包括支撑部231、抓取部232和第二全自由度调整装置233,支撑部231架设在第二行进机架21上,并在第二行进支架上可进行移动,抓取部232和支撑部231支架能通过第二全自由度调整装置233连接。第二全自由度调整装置233具有与第一全自由度调整装置14相同的功能,即可以进行多方向朝向调整,实现对倾斜度和位置的小范围改变,从而适应各种不同的工况或者不同的铺设需求,同时也能够和抹平机构13的倾斜度或位置设置为相同参数,以保证预制板4和砂浆3表面的贴合效果。
59.由于预制板4上留有定位锚孔,抓取部232上的悬吊爪伸入锚孔进行抓取,并根据第二行进支架的水平前后横纵梁将预制板4传送至预铺板位置,随后松开悬吊爪,放置预制板4,完成后开始进行下一个机械循环。
60.最终,在预制板4按压到预铺板位置后,位于铺板机2后方的打孔机械臂8针对预制板4表面的四个锚固点进行打孔动作,为后期进行锚固处理流出锚固孔。
61.结合上述全流程摊铺铺板设备的设置方式,应用其的智能式摊铺铺板工艺具体位置一下操作步骤:
62.步骤101、驱动轮组件朝向靠近地方的方向移动,直至履带轮组件与地面脱离;
63.步骤102、全流程摊铺铺板设备行走至施工位置处;
64.步骤103、驱动轮组件朝向远离地面的方向移动,直至履带轮组件恢复与地面的接触;
65.步骤104、砂浆传送机构向分料机中进料;
66.步骤105、分料机向地面铺洒砂浆;
67.步骤106、通过第一全自由度调整装置调整抹平机构的位置和角度,然后对砂浆的表面进行抹平;
68.步骤107、铺板机跟进,托辊组件将预制板传送至抓取位置,移动天车在第二行进支架上移动,直至位于抓取位置的上方;
69.步骤108、操作移动天车对预制板进行抓取,抓取后移动天车移动至砂浆表面的预制板放置位置上方;
70.步骤109、调节第二全自由度调整装置,以使预制板的倾斜度与砂浆摊铺机的抹平机构的倾斜度相同,然后对预制板进行放置;
71.步骤110、在预制板按压到预铺板位置后,位于铺板机后方的打孔机械臂针对预制板表面的四个锚固点进行打孔。
72.需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
73.以上所述仅是本公开的具体实施方式,使本领域技术人员能够理解或实现本公开。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本公开的精神或范围的情况下,在其它实施例中实现。因此,本公开将不会被限制于本文所述的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
