1.本发明涉及新能源储能技术领域,具体涉及一种可充放电的电化学液流电池技术,尤其涉及液流电池堆、液流电池单电池、电极-隔膜复合组件及其复合电极结构。
背景技术:
2.近年来,随着通过减少化石能源利用以降低二氧化碳及污染物排放来改善全球自然环境的呼声高涨,从而利用新能源发电的规模快速增长以期逐步取代传统化石能源的趋势不可逆转,但是为弥补新能源发电的波动、间歇性,对储能技术的需求越来越迫切。而由于储能技术的发展相对于新能源发电技术的发展有很大滞后,目前储能技术已经成为了新一代智能电网(或智慧高效电网)规模化利用新能源发电的平台建设的瓶颈。
3.电力储能方式主要包括机械储能(例如,抽水蓄能、压缩空气储能、蓄热、蓄冰储能、飞轮储能等)、电化学储能(例如,钠硫电池、液流电池、铅酸电池、镍镉电池、超级电容器、氢燃料电池等)和电磁储能(例如,超导电磁储能)等储能类型。若以能量密度、效率、规模、循环寿命和成本等指标综合衡量,最佳的配合新一代电网的技术则是液相流体储能电池技术。这是由于液相流体储能电池具有以下优势:(1)能量储存密度较高,能达到10~30wh/kg,能量转换效率能达到60%~85%;(2)功率与容量可以分开独立设计,充放电反应迅速,适用范围广泛;(3)可以应用于削峰填谷,也可以做备用电源或者应急电力供给,还可以应用于提高电力的质量等。
4.随着新能源发电技术迅速发展的需求,液流电池的发展与应用在全球受到了广泛重视,尤其是在中国,关于液流电池的项目得到了地方与国家层面的重视与扶持。目前,中国各地已经开始了多个液流电池的重大项目建设:2016年国家批准的大连200mw/800mwh液流电池调峰电站项目,2021年国家电投湖北绿动中钒新能源有限公司100mw/500mwh全钒液流电池储能项目,预示着全钒液流电池(vrb)技术已经进入规模化储能电站应用市场;2020年250kw/1.5mwh铁-铬液流电池储能示范项目投入运行,铁-铬液流电池技术崭露头角。可见,液流电池技术的发展有着更广阔的前景,深入研究与改善液流电池的关键技术至关重要。
5.液相流体电池的电化学氧化还原反应体系有全钒v/v电池(vrb)、多硫化钠-溴(nasx/br)电池、锌-氯(zn/cl2)或锌-溴(zn/br2)电池和铁-铬(fe/cr)电池。其中,vrb和fe/cr液流电池体系正负极均为完全的液流状态,相对于其它的固态电池或者单液流电池,具有以下明显的优越性:寿命长、性能稳定、成本低、设计灵活、易规模化放大,建设不受地域限制,而且安全可靠。
6.显然,在液流电池系统中,核心是(单)电池或电池堆(由多个电池单元叠加而成),其作用是将电能转化为化学能而储存在电解质溶液中,然后在需要时再将电解质溶液中的化学能转换为电能释放到电网或者外部负荷。而电池或电池堆内部的最重要部件之一则是正负极腔中的电极,电极的材料与结构严重影响电池或电池堆的性能,即影响着在一定过电位和电压效率下的电流密度大小,亦即功率密度大小。
7.在以往的液流电池技术中,单电池或电池堆内部的电极大多采用碳毡或石墨毡材料,二者的材料性能与热处理温度如下表1所示:
8.表1
[0009][0010]
碳毡或石墨毡材料厚度一般为2~8mm之间,考虑到中间的隔膜厚度,正、负极电极之间的离子传输距离较远,于是电解质溶液中质子、各种离子的通过路径长,再加上质子交换膜的阻力,总的单电池或电池堆的内部电阻较大,导致内阻极化较大进而导致电压效率较低。而且,碳毡或石墨毡材料的密度只有0.08~1.2g/cm3,密度相对较低、比表面积较小。另外,石墨化后石墨毡的纤维呈现交织状结构,比较松软,因此电极本身以及与双极板的接触电阻大,电化学反应的极化较大、过电位相对较高。所以,上述各种因素均增加了电池的极化。
[0011]
而另一种可能的电极材料为碳纸,其材料性能与热处理温度如下表2所示。
[0012]
表2
[0013] 碳纸性能pan体密度(g/cm3)0.24碳含量(%)》99.75抗拉强度(mpa)-热处理温度(℃)》2000
[0014]
碳纸电极应用在vrb中,相对于碳毡或石墨毡电极,能使得液流电池的性能得到显著提高,因此,目前碳纸电极已经被关注且应用。例如:专利cn106560944b描述了一种碳(纤维)纸材料制备技术,并描述了在全钒液流电池(vrb)中的应用情况;专利cn108346806b、cn107863536b描述了其采用碳毡、石墨毡、碳纸或碳布材料作为电极在铁-铬液流电池中的应用情况;专利cn106532069a公布了一种电极材料为碳毡、石墨毡、碳纸或碳布材料的非对称电极结构,但是应用于液流电池的电极材料整体厚度要求在2mm以上。
[0015]
对于铁-铬液流电池,优化特定的电极材料性能以减少负极析氢,提高电极的密度与比表面积,降低电极厚度同时保持电极的流体阻力相对较小,减小质子、离子等载流体的传递阻力,均是改善电池性能的有效手段。但是,该种电极因为厚度减薄到1mm以下时机械强度减弱,尽管采用了多层电极叠加在一起以提高机械强度、增加反应比表面积,但是电极内部电解质溶液流体阻力过大,必须要求配置带有流道的流场双极板,才能够降低流体阻力、提供足够的电解质溶液,而如此配置又会带来其他一些问题。
[0016]
因此,需要处理好电极材料结构与双极板流场结构之间的关系,而设计具有特殊结构的复合电极、电极-隔膜组件,并辅以特殊流场的双极板,无疑会提高电池或电池堆的
设计效果、性能、制造效率。
技术实现要素:
[0017]
针对上述碳毡、石墨毡、碳纸在液流电池方面的应用中存在的问题,以及液流电池本身的结构与性能问题,本发明重点提出一种新型电极材料与结构,电极材料与隔膜之间的结构关系与封装方法,以及电极材料所需要的双极板的流场结构与几何关系,以解决当前的液流电池中电极材料与结构、电池或电池堆结构、装配制造,以及电池或电池堆的性能等等方面的问题。
[0018]
为实现上述目的,本发明提供了如下技术方案:
[0019]
【技术方案一】
[0020]
一种复合电极结构,该电极由各向不均匀且材质不单一的电极材料复合而成,使其形成不对称结构。
[0021]
作为优选,所述电极材料包括石墨毡和石墨纤维碳纸,所述石墨毡和石墨纤维碳纸层叠设置。
[0022]
作为优选,所述电极材料包括石墨毡或石墨纤维碳纸,在石墨毡或石墨纤维碳纸的两侧中,在至少一侧的外表层设置石墨粉层,该石墨粉层通过涂覆沉积方式形成。
[0023]
作为优选,所述电极材料包括石墨毡和石墨纤维碳纸,所述石墨毡和石墨纤维碳纸层叠设置,并在二者层叠得到的结构的两侧中,在至少一侧的外表层设置石墨粉层,该石墨粉层通过涂覆沉积方式形成。
[0024]
作为优选,所述石墨毡为一层或多层结构,所述石墨纤维碳纸为一层或多层结构。
[0025]
作为优选,所述石墨毡的厚度小于2mm,所述石墨纤维碳纸的厚度小于0.4mm,所述石墨粉层的厚度小于100μm,且该复合电极结构的总厚度不大于2mm。
[0026]
作为优选,在有氧的环境下,对所述复合电极结构进行400~500℃的高温处理。
[0027]
【技术方案二】
[0028]
一种电极-隔膜复合组件,该组件沿一个方向依次包括塑料框、上述所述的复合电极、离子交换膜、上述所述的复合电极、以及塑料框,且五者通过热压复合形成。
[0029]
作为优选,对于厚度大于0.3mm且小于2mm的复合电极,所述塑料框的内侧端开设有凹槽,所述塑料框的外侧端一体成型有环形凸板部,所述环形凸板部的相对两侧均开设有多个与所述凹槽相连通的流孔;对于厚度不大于0.3mm的复合电极,所述塑料框为平板型环形结构。
[0030]
作为优选,所述离子交换膜的边缘尺寸大于复合电极的外边缘尺寸,所述塑料框的内边缘小于复合电极的外边缘,且塑料框的外边缘尺寸大于离子交换膜的边缘尺寸。
[0031]
作为优选,所述离子交换膜材料包括全氟磺酸膜、非全氟磺酸膜、碳氢化合物质子交换膜、季铵化阴离子交换膜、以改性高分子材料为基材的两性基团离子交换膜之中的一种或任几种组合。
[0032]
【技术方案三】
[0033]
一种液流电池堆或单电池,包括上述所述的电极-隔膜复合组件。
[0034]
作为优选,液流电池中设置有与上述所述的复合电极相匹配的液体流场板或双极板,液体通过双极板上的流道均匀镜像辐射到电极上。
[0035]
作为优选,对于厚度为1~2mm的复合电极结构,所述液体流场板或双极板为具有浅流道的部分流场功能结构且包含电极槽,以使电解液流体部分流过流道;对于厚度不大于1mm的复合电极结构,所述液体流场板或双极板为具有深流道的全流场功能结构且不包含电极槽,以使电解液流体全部流过流道。
[0036]
综上所述,本发明具有以下有益效果:
[0037]
1、电极材料采用石墨纤维碳纸为基础,而非其它形式碳纤维,降低了铁-铬液流电池中的析氢副反应,有益于提升能量转化效率、降低可燃性氢气作为排放气的危险处理;
[0038]
2、电极采用薄型非对称复合结构,多层孔结构机械强度好、内部孔隙率高,使得流体阻力减小,在保障反应条件下的氧化还原反应具有较多的反应比表面积,同时流体输送能耗小,降低了反应极化,能量损失小,有益于提高电池系统的能量转化效率;
[0039]
3、采用电极-隔膜集成封装复合结构,针对不同厚度的复合电极设计封装结构,机械强度高,材料的结构稳定性好,不易损坏,易于搬运传送,易于安装,电极、隔膜材料的性能稳定性提升,电池或电池堆的质量稳定性提升;
[0040]
4、采用流场板或双极板配合电极-隔膜集成封装结构,针对不同厚度的复合电极设计流场板或双极板结构,优化电池或电池堆内的组件组合与组装,保障电池或电池堆性能;
[0041]
5、单电池或电池堆充放电操作时的理论最高电流密度不低于400ma/cm2,最佳条件下的电池电压效率84%以上,库伦效率99%以上,使得系统的能量转化效率达到83%以上。
附图说明
[0042]
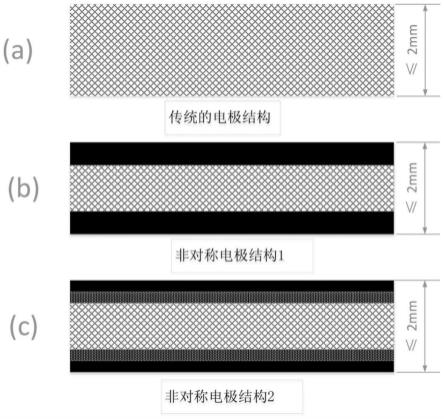
图1为复合电极的结构示意图;
[0043]
图2为电极-隔膜复合组件的结构示意图;
[0044]
图3为电极-隔膜复合组件的结构爆炸图;
[0045]
图4为塑料框的一个视角的结构示意图;
[0046]
图5为图4中塑料框a处的放大图;
[0047]
图6为塑料框的另一个视角的结构示意图;
[0048]
图7为图6中塑料框b处的放大图;
[0049]
图8为1~2mm厚电极的电极-隔膜复合组件用的带部分流场功能的双极板(进、出口处连接限流通道,位于流场板背面);
[0050]
图9为双极板的一个视角的结构爆炸图;
[0051]
图10为双极板的另一个视角的结构爆炸图;
[0052]
图11为嵌入式流场板,(a)流场板嵌入到带有共享通道的塑料板框,(b)爆炸图,前面为带有共享通道、限流通道的塑料板框、后面为带有蛇形交叉流场的流场板;
[0053]
图12为采用厚度1~2mm电极的电极-隔膜复合件与双极板配合;
[0054]
图13为3个电池单元的电池堆的结构示意图;
[0055]
图14为采用厚度不大于1mm电极的电极-隔膜复合件所用的全流场功能的双极板。
[0056]
附图标记:1、塑料框;2、复合电极;3、离子交换膜;4、通口;5、凹槽;6、环形凸板部;7、流孔;8、第一极板;9、第二极板;10、第一电极槽;11、第一流道;12、流场电解液出口;13、
第一引流孔;14、电解液出口共享通孔;15、第一导流道;16、流场电解液进口;17、第二引流孔;18、电解液进口共享通孔;19、第二导流道;20、第一通孔;21、第二通孔;22、端板;23、电流收集板;24、端流场板;25、进出口接口;26、双极板;27、电极-隔膜复合组件。
具体实施方式
[0057]
针对本发明的部分技术术语,作出以下阐释:
[0058]“对称电极”是指电极材料本身各向均匀一致,材料相同,其他参数如孔径、孔隙率、密度、比表面积等均相同,通常是同一种材料;“不对称电极”是指电极材料本身不均匀,材质不单一,如孔径、孔隙率、密度、比表面积等参数有所变化比如几种材料复合结构、多重孔结构、比表面积分层各不相同,不同材料可以是2层、3层等自由组合结构。
[0059]“对称电极组合”是指隔膜两侧采用电极材料相同,反之,正负极采用的不同材料或结构,则是“非对称电极组合”。非对称电极组合结构,可以预先制备,也可以在操作过程中通过特定方式临时制作。非对称电极组合的设计初衷是,增加电极活性、减小传质阻力、减小电极反应的极化程度、提高可逆性、提升电极反应的效率、以及充放电转换效率,还包括减少或抑制副反应,减小能量损失等。
[0060]
对于铁-铬液流电池,充电时的负极反应为
[0061][0062]
当电化学反应极化较大时,忽略反向反应,过电位与电流密度的关系满足tafel公式,
[0063][0064]
而i0为交换电流。对于单电子反应,交换电流密度大小计算如下:
[0065][0066]
k0=δγa
sk′ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0067][0068]
以上(1)、(2)、(3)公式中,
[0069]
η是过电位,单位v;
[0070]
i为多孔电极上单位表观几何面积上的电流密度a/cm2;
[0071]
i0是多孔电极上单位表观几何面积上的交换电流密度,单位a/cm2;
[0072]
f为法拉第常数,96485.34c/mol;
[0073]
α为传递系数,一般在0.5~1之间;对于fe
3
/fe
2
反应,这里取α=0.59;对于cr
3
/cr
2
反应,这里取α=0.5;
[0074]as
为多孔电极的比表面积,单位cm2/g;
[0075]
γ为多孔电极材料的表观体密度,g/cm3;
[0076]
δ为多孔电极的厚度,cm;
[0077]
k0为多孔电极单位几何面积上的反应速率系数,单位cm/s;
[0078]
k’为多孔电极单位质量比表面积上的反应速率系数,单位cm/s;
[0079]c*cr3
和c
*cr2
分别为氧化反应物cr
3
和还原反应物cr
2
在多孔电极空隙表面上的浓度,单位mol/l;
[0080]ccr2
(0,t)为主体电解质溶液中在时间t时还原反应物cr
2
的浓度,单位mol/l;
[0081]
r为通用气体常数,8.3143j/mol
·
k;
[0082]
t为电极上电化学反应的绝对温度,k。
[0083]
而且,过电位η的大小可以考虑以下几个方面的贡献:
[0084]
η=(e-e0) i(re rm rc)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0085]
其中,(e-e0)为反应极化过电位;
[0086]
re、rm、rc分别为质子在电解质溶液中传递的内阻、膜材料内阻、电极与极板等接触电阻,三项联合即为电池的线性内阻,单位ω
·
cm2。
[0087]
根据公式(1)、(2)、(3)和(4),可以推导出结论:在电极材料的物理性能一定的情况下,为提高液流电池的单电池或电池堆的性能,主要措施之一是提高电极的活性;而增加电极反应的比表面积、减小电极厚度是提高电极活性的重要方式,同时还要保证不能显著增加多孔电极中的流体阻力或传质阻力,并降低电极与流场板的接触电阻。
[0088]
为此,本发明提供了一种复合电极结构、一种采用了上述复合电极结构的电极-隔膜复合组件、一种采用了上述电极-隔膜复合组件的液流电池堆或单电池。下面参照附图对本发明做进一步说明。
[0089]
实施方式一:一种复合电极结构
[0090]
图1(a)示出了采用石墨毡材料制成的传统电极,由于材质单一、结构均匀,因此属于对称电极。
[0091]
图1(b)、图1(c)示出了本发明提出的一种基于石墨纤维的新型复合电极结构,其由各向不均匀且材质不单一的电极材料复合而成,使其形成不对称结构。图1(b)在图1(a)所示的石墨毡材料(厚度不大于2mm)两侧叠加一层石墨纤维碳纸(厚度小于1mm);图1(c)在图1(b)的基础上,于石墨纤维碳纸两侧喷涂沉积上石墨粉(厚度不超过200μm)。
[0092]
本发明采用了传统的密度较小、孔隙率较大的石墨毡材料,保持该种材料的流体阻力小的特点,同时,在石墨毡材料两侧叠加一层薄的密度较高的石墨纤维材料,例如商业化的石墨纤维碳纸电极材料,并使得复合电极整体厚度不超过2mm,增加了电极反应比表面积、减小了电极厚度;或者,进一步地在石墨纤维碳纸材料表面进行修饰改性,沉积一层厚度小于100μm的石墨粉,以更进一步提高电极外表面局部位置的电极反应比表面积。本发明所采用的石墨纤维或石墨粉材料,均要求按照标准石墨化进行工艺处理,热处理温度不低于2000℃;为了增加电化学氧化还原反应的活化官能团、提升电极性能,进一步的,电极在有氧环境下,在400~500℃高温处理,或者其它的化学处理方法,均是可能被接受的。
[0093]
上述图1(b)、图1(c)中电极结构的材料复合方式,可以是将多层不同密度、不同厚度、不同结构的石墨纤维碳纸、石墨纤维碳布叠加,经穿刺、粘结或外部机械封装复合而成;也可以在初期编织pan基纤维时,利用特殊编织工艺而编织成非对称结构,碳化处理、石墨化处理之后,再通过热氧化或其它表面处理方式进行表面改性。本发明所述的复合结构及复合方式,使得电极结构可形成为薄型非对称电极结构。另外,本发明所述的复合电极结
构,有效面积均大于200cm2,而且在有效面积范围内,每层的厚度以及复合后的厚度公差均应控制在5%以内,以得到相对均匀的电极性能。
[0094]
实施方式二:一种采用复合电极结构的电极-隔膜复合组件
[0095]
上述利用外部机械封装将多层材料叠加的复合绑定方法,包括多层电极材料之间已经有穿刺或粘结的连接方式,整体上主要是指电极、隔膜、电极之间的结构关系。图2示出了本发明所提供的电极-隔膜复合组件结构,图3示出了上述电极-隔膜复合组件结构的框架层叠式结构,该结构沿一个方向依次包括塑料框1、复合电极2、离子交换膜3、复合电极2以及塑料框1,且五者通过热压复合形成。
[0096]
图3~图7示出了电极厚度为1~2mm的电极-隔膜复合组件结构,塑料框1的中部开设有通口4,且塑料框1的内侧端围绕通口4部位开设有凹槽5,塑料框1的外侧端通口4部位一体成型有环形凸板部6,环形凸板部6的相对两侧均开设有多个与凹槽5相连通的流孔7,如此,使得通过电极的液体更加均匀。塑料框1的材料通常为pe、pp、pvdf工程塑料薄膜,但不限于此,要求该材料易于在一定温度下加热熔合,而且耐腐蚀性良好、与电解质溶液长时间接触不会损坏。本发明设置流孔7的目的是辅助过液、减小流体阻力,使得流体可以在电极材料的空隙内流过一部分。液流电池电解液通过流道11流向流孔7,再通过流孔7流向复合电极2,使电解液更均匀地分布在电极内部,尤其是当电极比较厚时,流孔7更有利于电极中不与流道11所接触的区域的流体均布。
[0097]
在一些实施方式中,对于厚度较大的复合电极,例如,大于0.3mm且小于2mm,塑料框1的内侧端开设有凹槽5,所述塑料框1的外侧端一体成型有环形凸板部6,所述环形凸板部6的相对两侧均开设有多个与所述凹槽5相连通的流孔7。而对于厚度较小的复合电极2,例如,不大于0.3mm,由于电极本身比较薄导致电极活性较好,因此塑料框1采用平板型环形结构,无需流孔。
[0098]
在热压复合时,离子交换膜的边缘尺寸大于复合电极的外边缘尺寸,塑料框的内边缘小于复合电极的外边缘,优选的,复合电极的内边缘压住复合电极的外边缘至少10mm,且塑料框的外边缘尺寸大于离子交换膜的边缘尺寸。具体的,为了密封良好、无泄漏、固定牢固起见,隔膜材料比电极的边缘大出5~15mm,塑料框的内边缘压住电极材料外边缘10mm以上,塑料框的外形尺寸又比隔膜材料大出5~20mm,使得在热复合时让塑料框直接压实在隔膜上、同时两片塑料框的边缘部分又完全熔合在一起,更加牢固,密封线可以压在塑料框与隔膜重叠区域,具有足够的密封区。该组件按照一定的热压工艺复合绑定在一起后,整个有效面积区域的厚度公差应控制在10%以内。
[0099]
本发明所述的隔膜,并非是依靠膜中空隙结构传输离子和介质的多孔惰性膜材料,而是采用了质子或阴离子交换膜,其能够选择性地透过质子或阴离子,而阻隔其它高价阳离子通过。一般情况下,该类质子或阴离子交换膜材料可以包括以下材料的一种或几种组合:全氟磺酸膜,非全氟磺酸膜,碳氢化合物质子交换膜,季铵化阴离子交换膜,以改性高分子材料为基材的两性基团离子交换膜,或者,其它改性离子交换膜。其中,有效面积范围内,质子或阴离子交换膜材料的厚度公差应控制在10%以内。
[0100]
图8~图10示出了双极板结构。双极板26包括第一极板8和第二极板9;第一极板8的外侧端开设有第一电极槽10,第一电极槽10上开设有第一流道11,第一电极槽10上位于第一流道11的一端开设有与第一流道11相连通的流场电解液出口12,该流场电解液出口12
呈槽状结构,流场电解液出口12上开设有第一引流孔13,第一极板8上位于流场电解液出口12的一侧开设有电解液出口共享通孔14,第一极板8的内侧端还开设有使第一引流孔13和电解液出口共享通孔14相连通的第一导流道15,第一导流道15呈u形;第一电极槽10上位于第一流道11的另一端开设有与第一流道11相连通的流场电解液进口16,该流场电解液出口12呈槽状结构,流场电解液进口16上开设有第二引流孔17,第一极板8上位于流场电解液进口16的一侧开设有电解液进口共享通孔18,第一极板8的内侧端还开设有使第二引流孔17和电解液进口共享通孔18相连通的第二导流道19,第二导流道19亦呈u形。第二极板9和第一极板8的结构相同,第一极板8和第二极板9两者叠加,并使两者的内侧端相互贴合,且两者呈镜像设置,进而形成双极板26结构。同时,第二极板9上开设有与第一电极板上的电解液出口共享通孔14相配合的第一通孔20,第一极板8上开设有与第二电极板上的电解液出口共享通孔14相配合的第二通孔21。
[0101]
图12示出了电极-隔膜复合组件(电极厚度为1~2mm)与双极板配合方式。电极-隔膜复合组件将电极嵌入到电极槽内,电解液流体从进口共享通道流经流场板背面的限流通道,再流向蛇形流场进口,最终分配到多个流道中。电解液在流过流道的同时,也能够通过塑料板框上的流孔进入电极材料的空隙。流场板的流道可设置为蛇形交叉式流道,电解液在流道中流动时,进口处进入的流道末端封死,迫使流体流向复合电极的空隙,之后再流入相邻的出口敞开的流道,最后流出到流体共享通道。其中,流过电池的压力降要求控制在100kpa以内,而流过的电解质溶液流量与浓度满足氧化还原反应的物料供应计量比要求。
[0102]
对于厚度为1~2mm的厚型电极,采用带流体进出孔的板框复合结构,由于电极相对较厚,因此,为减小流体阻力,需要采用部分流场功能结构的双极板与电极相配合,如图8所示,部分流道功能的双极板流场一侧带有电极槽,流道相对较浅,目的是仅让部分流体流过。
[0103]
对于厚度≤1mm的薄型电极,电极-隔膜复合组件采用无流道孔的塑料框,由于电极内孔隙率小、流体阻力显著增大,因此需要采用特殊设计的全流场功能结构的双极板,如图14所示,全流道功能的双极板流场不带电极槽,流道相对较深,电解液流体先流入蛇形交叉流道,然后再迫使流体流入电极材料空隙,再流出到相邻流道,其它的流动过程及形式与前述类似。
[0104]
双极板材料通常为耐腐蚀性良好的石墨复合材料,双极板可以是一体结构,也可以是将石墨流场板嵌入到一塑料板框中的分体结构,如图11所示。塑料板框的材料可采用热复合塑料薄膜框材料,例如pp、pvdf、cpvc等,而pe材料因耐温性落差因此暂不采用。
[0105]
实施方式三:一种采用电极-隔膜复合组件的单电池或液流电池堆
[0106]
所述液流电池堆或单电池,液流电池中设置有与上述所述的复合电极相匹配的液体流场板或双极板,液体通过双极板上的流道均匀镜像辐射到电极上。
[0107]
当多个电池单元叠加在一起时,即构成了电池堆。图13示出了三个电池单元所构成的电池堆,其组件的顺序为:
[0108]
(1)正极——固定端板22;
[0109]
(2)正极——电流收集板23;
[0110]
(3)第1——双极板26;
[0111]
(4)第1——电极-隔膜复合组件27;
[0112]
(5)正极——端流场板24;
[0113]
(6)第2——电极-隔膜复合组件27;
[0114]
(7)负极——端流场板24;
[0115]
(8)第3——电极-隔膜复合组件27;
[0116]
(9)第2——双极板26
[0117]
(10)负极——电流收集板23;
[0118]
(11)负极——固定端板22。
[0119]
当图13所示的电池堆去掉中间的两个双极板26以及第2、第3电极-隔膜复合组件,就简化为只有一个电池单元的单电池。电池堆内的电池单元叠加形成电路上的串联、流体上并联供应的结构,因此,2个电池单元之间的流场板即称为双极板。本发明在正负极流场板、电极-隔膜复合组件以及双极板之间的密封没有做详细描述,但本领域技术人员应当知晓,密封不限于采用密封垫机械密封、粘结密封、或者混合密封方式。
[0120]
根据以下参考例和依据本发明的实施例,进一步对本发明进行详细的说明和对比,但本领域技术人员应知晓,本发明并不限定于此,即,本发明并不限定于上述本发明的实施方式以及下述实施例,可在本发明的技术性事项的范围内进行各种变更。
[0121]
【参考例——传统石墨毡电极】
[0122]
石墨毡电极厚度5.5mm,孔隙率95%,比表面积约为2m2/g,体密度为0.12g/cm3,有效面积800cm2,电解质溶液为fecl2、crcl3和2m hcl的混合溶液,测得的溶液电导率为0.2s/cm。所采用的膜材料为nafion 115,厚度为125μm,其对质子的电导率为13.4ms/cm。碳毡电极与双极板的接触电阻采用参考文献中的测量值约为20.2mω
·
cm2。在soc=90%时,反应温度65℃,考虑充电时cr
3
被还原为cr
2
的反应,电流密度70ma/cm2,电池的过电位约300mv。根据前述公式该条件下的多孔空隙表面反应速率常数k’和反应极化过电位(e-e0)计算结果分别为5.54x10-9
和41mv。
[0123]
【实施例1——石墨毡两侧叠加碳纸】
[0124]
采用一种由sgl carbon出品的gdl 10aa碳纸,厚度0.4mm,单层叠加在2mm厚的上述石墨毡电极两侧,形成3层复合电极。总电极厚度2.8mm,孔隙率分别为95%和95.5%,比表面积约为20和2cm2/g,体密度分别为0.24和0.12g/cm3,几何有效面积800cm2,电解质溶液仍然为fecl2、crcl3和2m hcl的混合溶液,所采用的膜材料仍然为nafion 115。碳纸电极与双极板的接触电阻采用参考文献中描述的测量值约为0.2mω
·
cm2。在soc=90%时,反应温度65℃,考虑充电时cr
3
被还原为cr
2
的反应,计算得到电池的过电位在300mv时,电流密度达到412ma/cm2。电压效率约为84%,库伦效率99%,则电池系统的充放电能量转化效率约为83.4%。所以,当采用3层复合碳纸-石墨毡电极时,电池性能得到了一定改善。
[0125]
【实施例2——石墨毡两侧涂覆石墨粉】
[0126]
采用实施例1中2mm厚度的石墨毡电极材料,在该石墨毡电极两侧涂覆石墨粉,形成3层复合电极。假设石墨粉厚度100μm,一般石墨粉比表面积约为石墨毡的100倍,即为200cm2/g,体密度假设保持不变为0.2g/cm3。维持电极的几何有效面积800cm2。电解质溶液仍然为fecl2、crcl3和2m hcl的混合溶液,所采用的膜材料仍然为nafion 115。复合电极与双极板的接触电阻应有所下降,估算为0.1mω
·
cm2。则在soc=90%时,反应温度65℃,考虑充电时cr3 被还原为cr2 的反应,经过与参考例类似的计算,得到当电池的过电位为
245mv,电流密度为492ma/cm2。可见进一步提高了电池性能。进而可优化多层碳粉-碳毡-碳粉的负荷电极结构,从而进一步提高液流电池的性能。
[0127]
【实施例3——碳纸两侧涂覆石墨粉】
[0128]
采用另一种由sgl carbon出品的gdl 39aa碳纸,厚度0.28mm,碳纸表面两侧涂覆石墨粉,形成3层复合电极。假设石墨粉厚度100μm,一般石墨粉比表面积约为碳纸的10倍,即为200cm2/g,体密度假设保持不变为0.2g/cm3。这样形成的电极为3层复合电极,维持电极的几何有效面积800cm2。电解质溶液仍然为fecl2、crcl3和2m hcl的混合溶液,所采用的膜材料仍然为nafion 115。碳纸电极与双极板的接触电阻应有所下降,估算为0.1mω
·
cm2。则在soc=90%时,反应温度65℃,考虑充电时cr3 被还原为cr2 的反应,经过与参考例类似的计算,得到当电池的过电位为255mv,电流密度为631ma/cm2。可见进一步提高了电池性能。进而可优化多层碳粉-碳纸-碳粉的负荷电极结构,从而进一步提高液流电池的性能。
[0129]
【实施例4——碳纸与碳纸叠加后再涂覆石墨粉】
[0130]
采用另一种由sgl carbon出品的gdl 39aa碳纸,厚度0.28mm,碳纸表面单面涂覆石墨粉,采用碳纸-碳纸相邻叠加、石墨粉在外的电极结构。假设石墨粉厚度100μm,一般石墨粉比表面积约为碳纸的10倍,即为200cm2/g,体密度假设保持不变为0.2g/cm3。这样形成的电极为4层复合电极,维持电极的几何有效面积800cm2。电解质溶液仍然为fecl2、crcl3和2m hcl的混合溶液,所采用的膜材料仍然为nafion 115。碳纸电极与双极板的接触电阻应有所下降,估算为0.1mω
·
cm2。则在soc=90%时,反应温度65℃,考虑充电时cr3 被还原为cr2 的反应,经过与参考例类似的计算,得到当电池的过电位为257mv,电流密度为761ma/cm2。可见进一步提高了电池性能。进而可优化多层碳粉-碳纸-碳纸-碳粉的负荷电极结构,从而进一步提高液流电池的性能。
[0131]
【实施例5——石墨毡两侧叠加碳纸后再涂覆石墨粉】
[0132]
采用另一种由sgl carbon出品的gdl 39aa碳纸,厚度0.28mm,碳纸表面单面涂覆石墨粉,中间夹层为实施例1中2mm厚度的石墨毡,形成5层复合电极。假设石墨粉厚度100μm,一般石墨粉比表面积约为碳纸的10倍,即为200cm2/g,体密度假设保持不变为0.2g/cm3。这样形成的电极为5层复合电极,维持电极的几何有效面积800cm2。电解质溶液仍然为fecl2、crcl3和2m hcl的混合溶液,所采用的膜材料仍然为nafion 115。碳纸电极与双极板的接触电阻应有所下降,估算为0.1mω
·
cm2。则在soc=90%时,反应温度65℃,考虑充电时cr3 被还原为cr2 的反应,经过与参考例类似的计算,得到当电池的过电位为278mv,电流密度为792ma/cm2。可见进一步提高了电池性能。进而可优化多层碳粉-碳纸-碳毡-碳纸-碳粉的负荷电极结构,从而进一步提高液流电池的性能。
[0133]
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
